工艺参数对铝铜异种材料搅拌摩擦焊接头成形规的影响研究
2020-05-19张超万子刚
张超 万子刚

摘 要:焊接工艺参数对铝铜搅拌摩擦焊的焊缝成形有巨大的影响。通过改变旋转速度、焊接速度和搅拌针偏移量,本试验分析了铝铜搅拌摩擦焊缝成形规律。试验结果表明,在旋转速度为1 050 r/min、焊接速度为20 mm/min、搅拌针偏铝0.6 mm时,铝铜焊缝表面无明显焊接缺陷,成形美观。在提高旋转速度和降低焊接速度时,焊缝表面形成明显的孔洞缺陷;降低旋转速度和提高焊接速度,易造成焊缝出现沟槽缺陷;保持旋转速度和焊接速度不变,搅拌针偏铜越多,焊缝成形质量越差,这与铝和铜的不同塑形流动性和硬度有关。
关键词:纯铝;紫铜;搅拌摩擦焊;焊接成形;焊接工艺
中图分类号:TG456文献标识码:A文章编号:1003-5168(2020)08-0131-03
Study on the Influence of Process Iarameters on the Forming Law of Friction Stir Welding Joints of Aluminium and Copper Dissimilar Materials
ZHANG Chao WANG Zigang
(School of Public Utilities, Jiangsu Urban and Rural Construction College,Changzhou Jiangsu 213000)
Abstract: The welding parameters have a great influence on the weld forming of aluminum - copper friction stir welding. By changing the rotation speed, welding speed and the stirring needle offset, this experiment analyzes the forming rule of aluminum-copper friction stir welding. The experimental results show that the stirring needle is inclined to aluminum 0.6 mm at the rotation speed of 1 050 r/min and at the welding speed of 20 mm/min, there is no obvious welding defect on the surface of aluminum-copper welding seam, and the appearance is beautiful. When the rotation speed is increased and the welding speed is decreased, obvious hole defects are formed on the surface of the weld; reducing rotation speed and increasing welding speed are easy to cause weld groove defects; if the rotation speed and welding speed are kept unchanged, the more the mixing needle deviates from copper, the worse the weld forming quality will be, which is related to the different shaping fluidity and hardness of aluminum and copper.
Keywords: pure aluminium;copper;friction stir welding;welding forming;welding process
由于铝、铜各自良好的物理化学性能以及易加工性,将铝铜结合在一起使用能够得到更加优良的产品[1]。采用搅拌摩擦焊(Friction Stir Welding,FSW)能够实现铝铜异种材料的焊接,具有成本低、焊接成形美观和焊缝缺陷少等优点[2-3]。
近年來,大量学者对铝铜异种金属FSW进行了研究。孟强等[4]分析了6061-T6铝合金和紫铜搅拌焊微观组织,指出焊核区微观组织形成了大量的Al/Cu氧化物,氧化物的形成对焊缝强度有较大的影响,同时不同区域的焊缝组织晶粒尺寸发生变化,硬度出现显著变化;Xue P等[5]研究了FSW焊接工艺参数对接头性能的影响,在转速600 r/min与偏移量2 mm的条件下,铝铜接头可弯曲到180°而不发生断裂,薄而连续的复合层有利于提高铝铜结合强度,铝铜界面厚堆垛层状结构降低了材料的力学性能;Tan C W等[6]采用搅拌摩擦焊(FSW)将5A02铝合金与纯铜连接起来,铝和铜在焊核区有良好的混合,大量的细铜颗粒分散在北西向的上部,形成复合状结构,透射电镜(TEM)观察显微组织的形成造成不均匀的硬度分布,特别是Al/Cu界面硬度明显升高;董丰波等[7]利用扫描电镜对铝铜焊接的断口进行了重点分析,结果表明,焊缝的抗拉强度达到母材的76%左右,靠近铜侧硬度较高,断口形貌呈现塑性断裂状态;Abdollah-Zadeh A等[8]进行了多次搅拌摩擦焊试验,以获得最佳的机械性能,结果表明,界面区含有多种金属间化合物,而选用较高的搅拌头旋转速度可以有效避免金属间化合物的大量形成;Saeid T等[9]采用搅拌摩擦焊法制备了1060铝合金和工业纯铜的搭接接头,研究了焊接速度对接头形貌、组织和接头强度的影响,试验结果显示,在焊接速度为95 mm/min时能够得到性能较好的焊缝。
以上研究少有涉及同时考虑旋转速度、焊接速度和偏移量三个焊接参数耦合对焊缝成形的影响研究。本文以纯铝和紫铜为研究对象,综合研究了旋转速度、焊接速度和偏移量对焊缝成形规律的影响,为FSW技术在铝铜异种金属焊接中的应用提供支持。
1 试验材料和方法
1.1 试验工艺材料
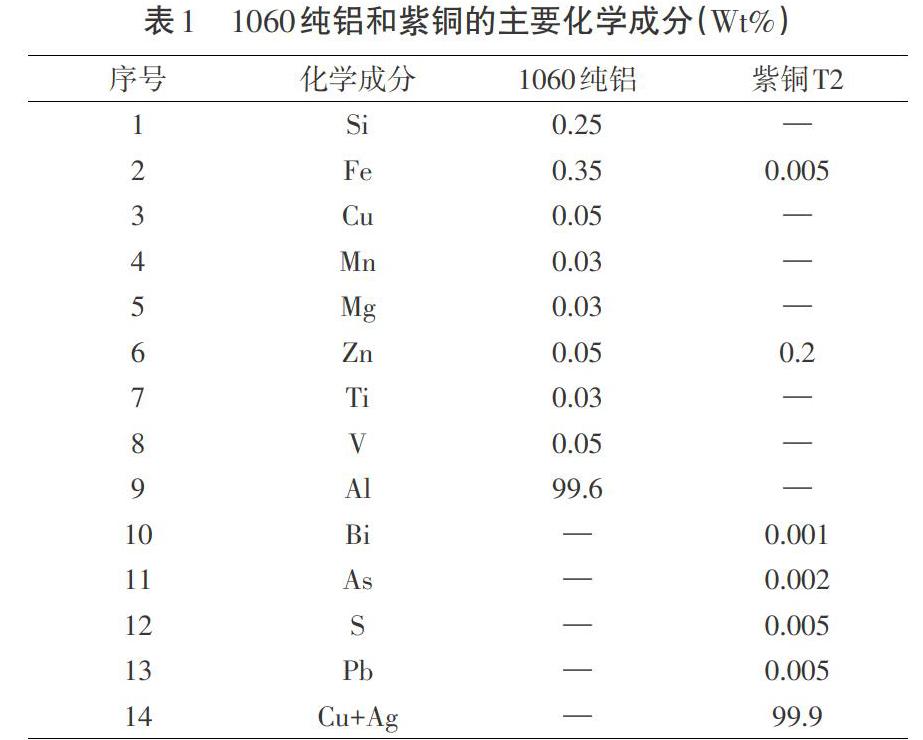
本试验选择1060纯铝板和紫铜(T2)作为母材,厚度为4 mm。纯铝具有密度低、强度高以及易加工的优点,紫铜具有良好的导电性、耐腐蚀性能。母材的化学成分如表1所示。
1.2 试验方法
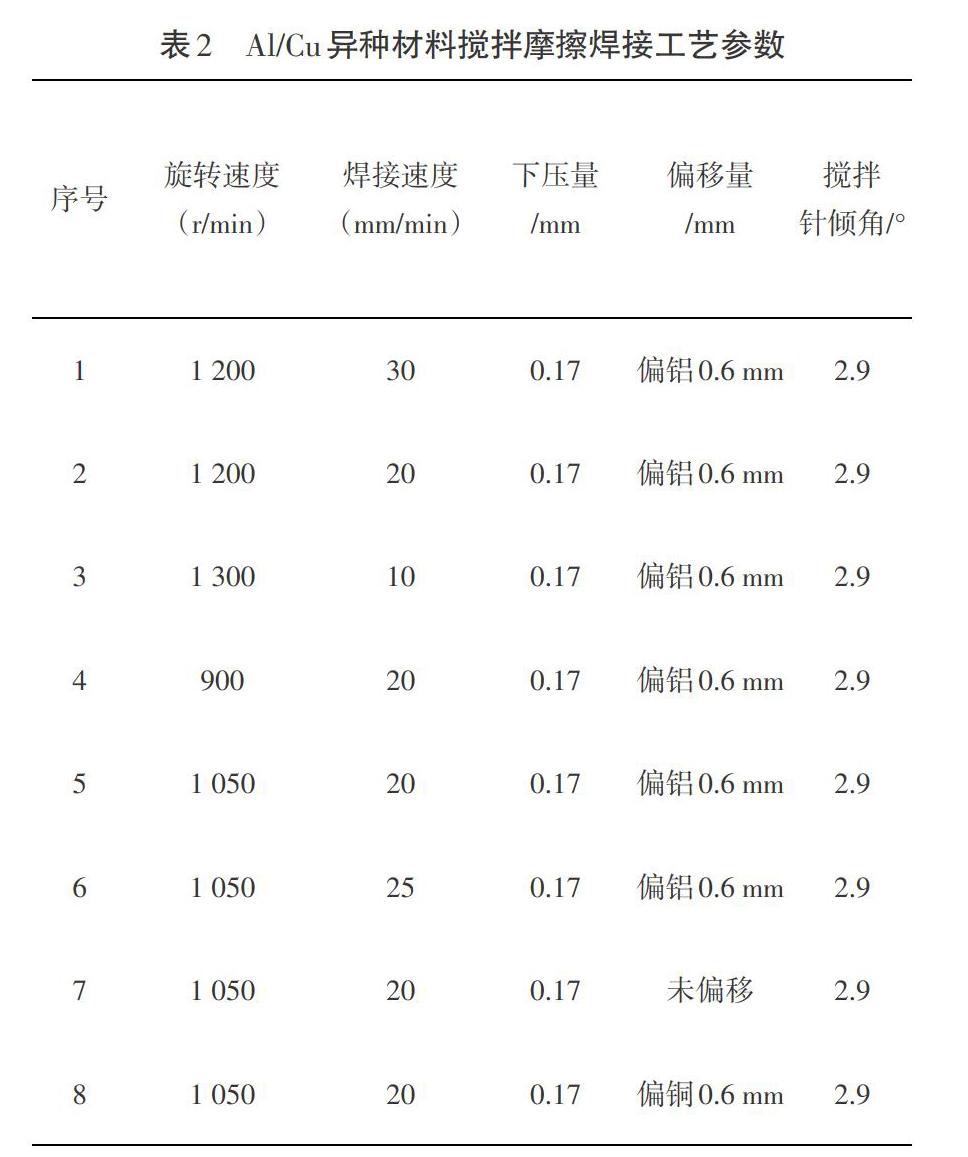
本试验采用对接的方式,对4 mm的纯铝板与紫铜进行搅拌摩擦焊,改变旋转速度、焊接速度和偏移量,研究焊缝成形规律。其中,搅拌头材料为H13工具钢,轴肩尺寸为[Φ]20 mm,搅拌针为[Φ]5~6 mm,具体焊接参数如表2所示。
2 试验结果与讨论
图1为偏铝0.6 mm且旋转速度和焊接速度不同时的焊缝宏观形貌。从图1(a)可以看出,当转速度为1 200 r/min,焊接速度为30 mm/min时,焊缝表面存在孔洞和裂纹;图1(b)中,焊缝表面的孔洞和裂纹有所改善,这是由于焊接速度降低到20 mm/min,热输入的增加使得铝铜母材的塑性流动性增强;近一步提高焊接热输入,增大旋转速度至1 300 r/min,降低焊接速度为10 mm/min,得到图1(c)中的焊缝表面,从图中可以看出,焊缝表面存在大量的孔洞缺陷,原因可能是在焊接热输入过大时,虽然母材得到充分的热输入,塑形流动性变强,但是搅拌头的黏连会对焊缝表面成形造成影响;保持焊接速度不变,旋转速度降低到900 r/min,焊缝表面出现明显的沟槽,如图1(d)所示;增加热输入,使得旋转速度达到1 050 r/min,焊缝表面质量得到改善,未出现明显的缺陷,如图1(e)所示;但当增加焊接速度时,图1(f)中的焊缝表面出现部分孔洞缺陷。分析认为,控制好焊缝的热输入是焊缝成形控制的关键。
为了研究偏移量对焊缝的影响,保持旋转速度1 050 r/min和焊接速度20 mm/min,改变搅拌针偏移量,如图2所示。从图2(a)可以看出,在偏移量为0 mm,即未发生偏移时,相比于图1(e),其表面出现明显的裂纹缺陷;当搅拌针偏铜0.6 mm时,焊缝表面缺陷更加明显,出现大量的孔洞如图2(b)所示。分析认为,搅拌针位于中央或者偏铜,焊缝成形较差,这与铜母材的物理化学性质有关,铝相比铜硬度低,但是铜的塑形流动性好于铝,将搅拌针偏铝侧,可以增加铝的塑性流动,形成较好的焊缝形貌。
3 结论
采用H13工具钢搅拌头,在旋转速度1 050 r/min、焊接速度20 mm/min、偏铝0.6 mm的条件下,铝铜异种金属焊接接头表面形貌较为美观,焊接缺陷较少。搅拌针偏移量对焊缝成形有较大的影响。相比于搅拌针偏铜,偏铝后得到的焊缝表面平整,成形质量较好。
参考文献:
[1]周楠,戚文军,宋东福.铝铜异种材料线性摩擦焊接头的微观组织与力学性能[J].稀有金属材料与工程,2017(5):1255-1259.
[2]吴小伟.铝-铜异种金属材料搅拌摩擦焊搭接研究[D].南京:南京航空航天大学,2013.
[3]张秋征,宫文彪,毛亚芬,等.铝-铜异种材料搅拌摩擦焊接头组织及性能研究[J].焊接,2014(7):40-43.
[4]孟强,车倩颖,王快社,等.铝铜异种材料搅拌摩擦焊接接头微观组织与性能[J].材料导报,2019(12):2030-2034.
[5]Xue P,Ni D R,Wang D,et al.Effect of friction stir welding parameters on the microstructure and mechanical properties of the dissimilar Al-Cu joints[J].Materials Science & Engineering:A (Structural Materials: Properties,Microstructure and Processing),2011(13):4683-4689.
[6]Tan C W,Jiang Z G,Li L Q,et al.Microstructural evolution and mechanical properties of dissimilar Al-Cu joints produced by friction stir welding[J].Materials & Design,2013(51):466-473.
[7]董豐波,张春杰,易宏强,等.铝/铜搅拌摩擦焊接头力学性能与断口形貌分析[J].热加工工艺,2011(23):137-139.
[8]Abdollah-Zadeh A,Saeid T,Sazgari B.Microstructural and mechanical properties of friction stir welded aluminum/copper lap joints[J].Journal of Alloys and Compounds,2008(1):535-538.
[9]Saeid T,Abdollah-Zadeh A,Sazgari B.Weldability and mechanical properties of dissimilar aluminum–copper lap joints made by friction stir welding[J].Journal of Alloys and Compounds,2010(1):652-655.
