交流电弧超声对SiCp/6061Al焊接接头的作用机理研究
2011-12-21薛厚禄雷玉成胡文祥刘珍珍闫久春
薛厚禄,雷玉成,2,胡文祥,刘珍珍,闫久春,2
(1.江苏大学材料科学与工程学院,江苏镇江212013,E-mail:xuehoulu@126.com; 2.哈尔滨工业大学现代焊接生产技术国家重点实验室,哈尔滨150001)
交流电弧超声对SiCp/6061Al焊接接头的作用机理研究
薛厚禄1,雷玉成1,2,胡文祥1,刘珍珍1,闫久春1,2
(1.江苏大学材料科学与工程学院,江苏镇江212013,E-mail:xuehoulu@126.com; 2.哈尔滨工业大学现代焊接生产技术国家重点实验室,哈尔滨150001)
为了改善SiCp/6061Al的焊接性能,在其焊接过程中引入了电弧超声技术.应用自主研制的交流电弧超声等离子焊接设备,以自制的Al-15Ti-3Si药芯焊丝为填充材料,在不同频率的电弧超声作用下对SiCp/6061Al进行了等离子弧原位焊接,研究了电弧超声对焊接接头的作用机理.实验结果表明:电弧超声可使新生Al3Ti相明显细化;在频率30、50和60 kHz下,Al3Ti被击碎为颗粒状或块状,并均匀分布在焊缝中;在频率20、40和70 kHz下,Al3Ti被部分击碎,且沿原有位置呈纵向分布在焊缝中.分析表明,电弧超声主要通过空化效应和声流效应的综合作用对Al3Ti相的形态及分布产生影响,同时这种综合作用受到电弧超声“谐振波群”现象的影响.
交流电弧超声;SiCp/6061Al;等离子弧;原位焊接;谐振波群
颗粒增强铝基复合材料具有高的比强度和比模量、低热膨胀系数以及耐磨、耐高温等一系列优点,在航天航空、汽车、电子、体育等领域表现出巨大的应用前景[1-2].但由于增强体的存在,铝基复合材料在熔化焊的过程中极易发生界面反应生成脆性相Al4C3,影响接头性能的提高[3].通过向熔池中添加元素Ti,可以抑制界面反应改善冶金过程,并可原位形成新的增强相Al3Ti,一定程度上提高了接头性能[4].但新生增强相颗粒粗大、分布不均匀成为制约铝基复合材料接头性能提高的新的因素[5].向熔融金属中引入功率超声可以细化晶粒,改善颗粒分布[6].但传统的超声耦合方式为机械耦合,在焊接过程中存在很大的局限性.
电弧超声技术的发展解决了焊接中超声耦合的难题[7].通过高频调制焊接电弧,使其激发出超声波直接作用于熔池.但目前电弧超声技术的研究因耦合问题仅局限于直流电弧领域,交流电弧的超声波激发仍属空白[8-10].本文根据高通滤波电路原理设计了1台耦合器,解决了交流电弧中超声源耦合的问题,在交流电弧中成功激发出超声波,并将该技术应用于铝基复合材料的等离子弧焊接工艺中,并研究了交流电弧超声对铝基复合材料中新生增强相的作用机理.
1 实验
1.1 电弧超声焊接系统
本文所用电弧超声焊接系统主要包括等离子弧焊机和超声激励电源,二者通过自制的隔离耦合装置相连接,如图1所示.超声激励电源的频率调节范围为15~70 kHz,电压调节范围为10~50 V,占空比为50%.
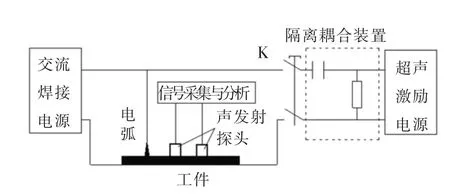
图1 交流电弧超声试验系统原理图
该隔离耦合装置从弧焊电源端到超声激励源端为无源高通滤波电路,可以隔离低频的交变焊接电流,避免其对超声激励源造成损害;同时高频的超声激励信号可以通过该装置实现与弧焊电源的并联耦合.由于不同频率的超声激励信号通过电容后的衰减值不同,同时考虑对焊接电流的隔离效果,针对不同频率的激励信号选取不同容值的电容,以保证激励电流值的稳定.其中,电阻选取阻值1 kΩ的线绕电阻,电容容值选取值如表1所示.

表1 不同频率下的电容容值
1.2 实验材料及方法
本实验所用母材为 SiCp/6061Al基复合材料,其中增强相SiC平均尺寸6 μm,体积分数为10%,退火状态下抗拉强度为 320 MPa;基体6061Al的化学成分见表2.试样用线切割制备为60 mm×20 mm×3 mm,所用填充材料为自主研制的药芯焊丝,合金成分Al-15Ti-3Si.

表2 6061Al的化学成分(质量分数/%)
焊接前将母材和填充焊丝用150#的SiC砂纸打磨,并用丙酮清洗干净.使用型号为HPT-8的等离子焊枪进行等离子弧焊接,引弧方式为高频引弧.为防止高频引弧过程对超声激励源造成危害,焊接前先断开开关K,待电弧稳定后再闭合开关K.选取激励电压50 V,激励频率分别为20、30、40、50、60和70 kHz进行焊接.焊接实验参数如表3所示.
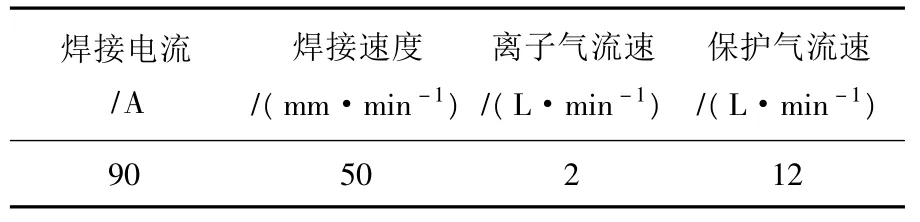
表3 焊接实验参数
用扫描电镜(SEM)对焊缝组织进行观察,用X射线衍射法结合能谱分析(EDS)进行物相鉴定,扫描角度为20°~80°,扫描速度8°/min.
2 结果与讨论
2.1 焊缝微观组织观察
图2为未施加电弧超声时接头焊缝组织的SEM图.由图2可知,元素Ti的加入有效地抑制了Al4C3的生成,焊缝组织中未发现脆性相Al4C3.在焊缝组织中发现了粗大的长条状相和少量颗粒相,其中粗大的长条状相呈横向分布.结合X射线衍射分析和能谱分析,如图3及图4可知,粗大的长条状相为Al3Ti,少量颗粒状相为TiC.Al3Ti具有较高的比强度及良好的耐热性,但在室温下极脆,小体积的Al3Ti可对基体金属起到增强作用,但粗大的长条状Al3Ti会严重破坏基体的连续性,造成接头力学性能下降[11].

图3 焊缝X射线衍射图

图4 焊缝组织定性能谱分析图

图5 施加不同频率电弧超声时的焊缝组织SEM照片
图5为施加不同频率电弧超声后接头组织的SEM图.由图5可知,电弧超声的引入显著影响了新生相Al3Ti的形态和分布.施加20 kHz的电弧超声时,焊缝组织如图5(a)所示,与未施加电弧超声相比,Al3Ti相明显细化,且部分细长状相被击碎为小颗粒状相,这些相沿原有的位置呈断续状,显示出其被击碎之前的细长状整体形貌.当电弧超声激励频率为30 kHz时,如图5(b),被击碎为细颗粒状的Al3Ti相脱离原有位置,均匀而分散地分布在基体组织中.当激励频率增加到40 kHz时,如图5(c)所示,Al3Ti相较之前变得粗大,呈细长棒状沿纵向分布在焊缝组织中,无被击碎的痕迹.电弧超声激励频率为50 kHz时,如图5 (d),Al3Ti相较40 kHz时长度变短,且呈短棒状均匀分布在焊缝组织中.当施加的电弧超声频率提高到60 kHz时,如图5(e),Al3Ti相的大小较之前别的激励频率下有所增大,主要呈块状均匀分布在基体中.当激励频率继续增大到70 kHz时,如图5(f)所示,Al3Ti相变得更为粗大,与60 kHz下相比,长度增加,且呈长条状沿纵向分布.综上观察分析可知,在焊接过程中施加电弧超声后,焊缝组织中的Al3Ti相得以明显细化,虽然随着电弧超声激励频率的增大,Al3Ti相有粗化的趋势,但仍较未施加电弧超声时细小.其中,当电弧超声激励频率为30、50和60 KHz时,Al3Ti相呈颗粒状或块状均匀而分散地分布在基体组织中;而当电弧超声激励频率为20、40和70KHz时,Al3Ti相呈细长状沿纵向分布在焊缝组织中,某些细长相虽被击碎,但仍沿原有位置呈断续排布.
2.2 电弧超声作用机理分析
电弧超声同其他功率超声一样,作用在熔体中时会产生空化效应和声流效应,从而影响熔池中新生增强相的形态及分布.当超声波作用于熔体中时,熔体受到周期性交变声场的作用,在声波稀疏相内受到拉应力,若声压值足够大则熔体被拉裂而产生空化泡;在随后来临的声波正压相内随即高速闭合,并产生瞬间局部高温高压,这便是空化效应[12].熔体中的空化首先是从熔体中强度较为薄弱的地方开始的,当熔体中存在增强相时,在增强相与熔体的界面处由于结合力较弱,往往最先开始产生空化泡.这些存在于增强相表面的空化泡以及空化泡崩溃时产生的高温高压影响了元素向新生增强相的扩散,极大地制约着增强相的生长,因此,在焊接过程中施加电弧超声后,新生增强相Al3Ti明显细化.但随着电弧超声激励频率的提高,熔体中的空化效应将会变弱[13],这是因为随着频率的提高,空化泡的膨胀周期变短,空化核可能来不及生长到可以产生效果的空化泡,并且由于空化泡压缩周期变短,长大的空化泡可能来不及发生崩溃,这就使得空化泡可能需要经历若干声波周期才能崩溃,有些甚至不能发生崩溃,使得空化作用大大降低.因此,随着电弧超声激励频率的增大,新生增强相Al3Ti因制约其生长的空化效应变弱而得以不断生长变得粗大.
空化效应除能制约新生增强相的生长以外,其产生的局部高温高压也会对已经存在的增强相产生显著的影响.熔体中的空化泡在崩溃时产生局部高压冲击波,短时间内释放出大量的能量,足以将细长的新生Al3Ti相击碎为颗粒状或块状,因此,电弧超声的引入可以改善Al3Ti在焊缝中的形态.空化泡在崩溃时产生的局部高压冲击波压力幅值可由下式(1)描述[13]:

其中,pm为空化泡外作用于泡内的总压力(Pa),pmin为空化泡初始半径R0时空化泡内的总压力(Pa),pv为液相主体温度下液体的平衡蒸气压(Pa),γ为气体的比热容比.分析式(1)可知,空化泡崩溃的最大压力pmax将随声压幅值的微小增加而迅速升高.因此,熔体中因空化效应产生的冲击波压力大小主要取决于电弧超声激励能量的大小[14].在本实验中,电弧超声激励电压在不同频率下均为50 V,但实验结果显示:在不同频率下,虽然激励能量相同,但空化效应对新生Al3Ti产生的击碎效果却不同,频率为30、50和60 kHz时击碎效果最为显著,频率为20、40和70 kHz时击碎效果不明显.这主要是由电弧超声的特殊性造成的,即电弧超声的“谐振波群”现象[15].在对电弧超声技术的研究中发现,电弧超声对激励频率的响应存在某种“选择性”,在某些频率带电弧超声信号幅度明显增大,不同焊接方法下仅是“谐振波”中心频率有所不同,“波列”带宽约1 kHz.本实验中,在等离子弧焊过程中记录到的几个“谐振波”中心频率分别位于30、50和60 kHz处,在这些中心频率带处产生的电弧超声声压幅值明显增大,这就使得空化泡崩溃时产生的高压冲击波压力幅值迅速提高,对新生增强相Al3Ti产生显著的击碎效果.
电弧超声的引入还将在熔体产生声流效应,即超声在熔体中传播时,由于声波与熔体黏滞力的交互作用,有限振幅衰减使熔体中从声源处开始形成了一定的声压梯度,导致熔体的流动[12].当声压幅值超过一定值时熔体中将产生自上而下的环流.在环流的作用下,新生增强相Al3Ti将沿环流运动路径,随着环流的流动而运动.因此,在电弧超声作用下,长条状的新生Al3Ti将在环流的带动下,沿环流运动方向呈自上而下的纵向分布;而被击碎为颗粒状和块状的Al3Ti则在环流带动下均匀而分散的分布在熔体中.声流的最大速度可由式(2)表述[16].

其中,f为超声频率,A为振幅.由此可知,声流的大小与超声频率和超声能量成正比.随着电弧超声激励频率的增大,熔池中环流的速度和强度也将增大,提高了声流的作用效果;但电弧超声激励频率的增大,同时使得新生Al3Ti相逐渐变得粗大,熔体黏滞力增大,又使得声流效应变得困难.此外,由于电弧超声“谐振波群”现象的存在,使得在频率30、50和60 kHz下声流效果显著,被击碎的Al3Ti随环流均匀分布在熔池中;而在频率20、40和70 kHz下由于超声能量较小,声流效应较弱,Al3Ti仍处于原有位置,即使被击碎的Al3Ti也保持原有的形状位置分布.
综上分析可知,电弧超声对焊接熔池中新生增强相Al3Ti的影响主要是空化效应和声流效应综合作用的结果,同时受到电弧超声“谐振波群”现象的影响.电弧超声的作用机理如图6所示,在电弧超声作用下产生的空化效应制约着Al3Ti的生长,使得Al3Ti细化,同时空化泡崩溃时产生的局部高压冲击波将细长Al3Ti击碎,然后在声流效应的作用下均匀分布在熔池中.由于“谐振波群”现象的存在,在谐振波频率范围外,上述过程较弱,如图6(b)所示,细长Al3Ti沿声流运动方向呈纵向分布,未被完全击碎,并沿原有位置断续分布;而在谐振波频率范围内,超声信号明显增大,Al3Ti相被完全击碎为颗粒状或块状,并在声流作用下均匀分布在焊缝中,如图6(c)所示.

图6 电弧超声作用机理示意图
3 结论
1)根据无源高通滤波电路原理设计的电弧超声隔离耦合装置可以达到将弧焊电源和超声激励源隔离耦合的目的,并可在交流焊接电弧中成功激发出超声波.
2)电弧超声技术的引入使得铝基复合材料焊缝中的新生增强相Al3Ti明显细化,随着电弧超声激励频率的提高,Al3Ti逐渐变得粗大.
3)焊缝中Al3Ti的最终形态和分布是电弧超声空化效应和声流效应共同作用的结果,同时受到电弧超声“谐振波群”现象的影响.
[1] ALLISON J E,COLE G S.Metal-matrix composites in the automotive industry:opportunites and challenges[J].JOM,1993,45(2):19-21.
[2] LIOYD D J.Particle reinforced aluminum magnesium matrix composites[J].International Review,1994,39(1):1-4.
[3] WANG Xi-he,NIU Ji-tai,GUAN Shao-kang,et al.Investigation on TIG welding of SiCp-reinforced aluminum-matrix composite using mixed shielding gas and Al-Si filler[J].Materials Science and Engineering A,2009,(499):106-110.
[4] 雷玉成,邵奇栋,张 震,等.Ti-Al合金对SiCp/ 6061Al复合材料等离子弧焊焊缝组织的影响[J].中国有色金属学报,2009,19(2):241-245.
[5] 雷玉成,张 震,聂加俊,等.Ti-Al-Si对SiCp/Al基复合材料等离子弧焊焊缝的组织和性能的影响[J].材料研究学报,2008,22(4):420-426.
[6] 李英龙,李宝绵,刘永涛,等.功率超声对Al-Si合金组织和性能的影响[J].中国有色金属学报,1999,9(4):719-723.
[7] 吴敏生,段向阳,李路明,等.电弧超声的激发极其特性研究[J].清华大学学报(自然科学版),1999,39(6):31-35.
[8] 张雁军,李路明,吴敏生.电弧超声对09MnNiDR钢焊接接头性能的影响[J].福州大学学报(自然科学版),2006,34(4):533-539.
[9] 何龙标,郝红伟,李路明,等.电弧超声对Q235A的SMAW焊缝组织和性能的影响[J].热加工工艺,2006,35(3):11-16.
[10] 张雁军,周荣林,吴敏生.电弧超声改善Ti6Al4V焊接接头性能的研究[J].电焊机,2005,35(9):27-31.
[11] WANG H M,CHEN Y L,YU L G,“In-situ”weld-alloying/laser beam welding of SiC/6061Al MMC[J].Materials Science and Engineering A,2000,293(1-2):1-7.
[12] 王俊,陈锋,孙宝德.高能超声在制备颗粒增强金属基复合材料中的作用[J].上海交通大学学报,1999,33(7):813:819.
[13] 许文林,何玉芳,王雅琼.超声空化气泡运动方程的求解及过程模拟[J].扬州大学学报(自然科学版),2005,8(1):55-60.
[14] 胡 星,郝红伟,文雄伟,等.影响电弧超声激发强度的参数[J].焊接学报,2007,28(4):73-79.
[15] 吴敏生,张春雷,段向阳.电弧超声的频率响应特性及其谐振机理[J].清华大学学报(自然科学版),1999,39(11):97-105.
[16] 李晓谦,刘荣光,蒋日鹏.功率超声对铝熔体作用机理研究[J].热加工工艺,2008,37(3):9-14.
Mechanism of AC arc-ultrasonic on joint of SiCp/6061Al MMCs
XUE Hou-lu1,LEI Yu-cheng12,HU Wen-xiang1,LIU Zhen-zhen1,YAN Jiu-chun2
(1.School of Material Science and Engineering,Jiangsu University,Zhenjiang 212013,China,E-mail:xuehoulu@126.com; 2.State key lab of Advanced welding production Technology,Harbin Institute of Technology,Harbin 150001,China)
To improve the welding performance of SiCp/6061Al,arc-ultrasonic technology was applied in welding process,and the filling material was Al-15Ti-3Si.The mechanism of arc-ultrasonic on microstructures of joint of SiCp/6061Al MMCs in plasma arc“In-situ”welding with different arc-ultrasonic frequency was investigated.The result shows that the Al3Ti phase is obviously refined by ultrasound.With the frequency 30,50 and 60 kHz,the Al3Ti is crushed to granular or block,and uniformly distributed in the weld.With the frequency 20,40,70 kHz,the Al3Ti is partially crushed,and distributed at the original location along the vertical in the weld.Analysis shows that the arc-ultrasonic impacts the morphology and distribution of Al3Ti mainly by cavitation and acoustic streaming.
AC arc-ultrasonic;SiCp/6061Al;plasma;“in-situ”weld;resonant wave group
TG456;TG407 文献标志码:A 文章编号:1005-0299(2011)05-0040-05
2010-10-27.
哈尔滨工业大学现代焊接生产技术国家重点实验室开放基金课题(09003);江苏科技大学先进焊接技术省级重点开放研究基金课题(JSAWT-09-03);江苏大学科技创新团队资助项目(JD0805).
薛厚禄(1986-),男,硕士.
(编辑 吕雪梅)
