宽温酸性镀锌工艺
2011-11-16郭崇武
郭崇武
(广州超邦化工有限公司,广东 广州 510460)
宽温酸性镀锌工艺
郭崇武
(广州超邦化工有限公司,广东 广州 510460)
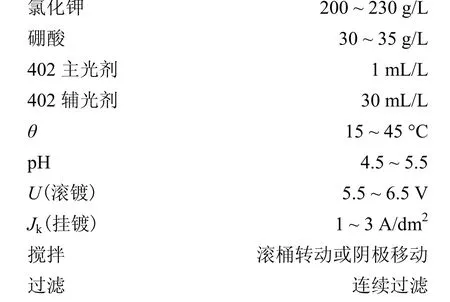
制定了宽温酸性镀酸锌工艺。滚镀的最佳工艺为:氯化锌45 ~ 55 g/L,氯化钾200 ~ 230 g/L,硼酸30 ~ 35 g/L,402主光剂1 mL/L,402辅光剂30 mL/L,温度15 ~ 45 °C,pH = 4.5 ~5.5,电压5.5 ~ 6.5 V。挂镀时只需改氯化锌含量为55 ~ 65 g/L,电流密度1 ~ 3 A/dm2。该工艺允许的温度范围宽,镀液稳定,出光快,均镀能力和深镀能力好。所用主光剂和辅光剂都具有较好的抗氧化能力。
酸性镀锌;温度范围;光亮剂;抗氧化性
Author’s address:Guangzhou Ultra Union Chemicals Ltd., Guangzhou 510460, China
1 前言
酸性镀锌已广泛应用于防护性电镀,由于历史较短,其工艺中存在的问题还有待进一步研究和解决。滚镀酸锌液经常受铁杂质的污染,当用双氧水处理时,大部分双氧水与光亮剂发生反应,使镀液性能变差[1]。因此,研究具有抗双氧水氧化能力的光亮剂是目前酸性镀锌的课题之一。滚镀酸锌镀液温度易升高,用冷冻机降温,耗电量大,致使镀锌成本升高,若用自来水冷却,对常温型镀液又达不到预期的效果。滚镀酸锌选择低电位区出光快的光亮剂,有利于提高产品质量和降低生产成本。为此,笔者研究并制定了 402酸性镀锌工艺,该工艺温度范围宽、出光快,所用光亮剂具有较好的抗氧化性。
2 酸性镀锌液中各组分的影响
以下采用赫尔槽试验法研究酸性镀锌工艺时,未说明之处的工艺条件均为:1 A,30 °C,10 min,镀液250 mL。
2. 1 硼酸
从某公司滚镀酸锌镀槽取样进行赫尔槽试验,研究硼酸的补加量对赫尔槽试片的影响,结果见表1。试片高电流密度区烧焦,这是长期使用双氧水处理铁杂质后光亮剂被氧化所造成的。用100 g/L的氢氧化钠溶液调节镀液pH至与原镀液相同(pH = 4.8)。从表1可知,加硼酸后试片高电流密度区的烧焦面积减小。

表1 硼酸对赫尔槽试片的影响Table 1 Effect of boric acid on Hull cell test coupon
实验室研究和生产实践都表明,采用较高浓度的硼酸可抑制高电流密度区镀层的烧焦,能减少滚镀生产中滚桶眼子印的出现[2]。目前,酸性镀锌工艺一般规定硼酸的质量浓度为25 ~ 35 g/L,个别供应商则规定为30 ~ 40 g/L。
2. 2 氯化锌
氯化锌是酸性镀锌溶液的主盐,增大氯化锌浓度,高电流密度区的镀层不易烧焦,可提高电流密度上限。但氯化锌浓度高时,镀层光亮度下降,尤其是滚镀酸锌时,影响更为明显。赫尔槽试验表明,降低镀液中氯化锌浓度可明显提高低电流密度区镀层的光亮度。当镀液温度偏高时,若氯化锌的浓度在工艺上限,则镀层较粗糙,将氯化锌浓度调至工艺下限,则镀层较光亮。滚桶转动对镀液有较强的搅拌作用,因此,滚镀酸锌可选用较低的主盐浓度。如麦德美酸性镀锌工艺中,滚镀液的氯化锌质量浓度比挂镀液低 15 g/L。在生产中发现,滚镀酸锌镀液中氯化锌浓度偏高时,易生成粗糙的镀层,氯化锌质量浓度控制在45 ~ 55 g/L为宜;挂镀酸锌时,氯化锌含量为55 ~ 65 g/L较好。镀液温度偏低时,离子扩散速率变慢,应适当提高氯化锌的浓度。
2. 3 氯化钾
氯化钾既是酸性镀锌液的导电盐,也是锌离子的弱配位体[3]。用氯化钾提高镀液的导电性,可以提高镀液的均镀能力和深镀能力[4-5]。赫尔槽试验表明,当氯化钾含量严重偏低时,试片低电流密度区光亮度达不到质量要求。随着氯化钾浓度的升高,试片低电流密度区镀层光亮度提高。
2. 4 光亮剂
光亮剂是影响滚镀酸锌质量和成本的重要因素。对于滚镀酸锌光亮剂,其抗氧化能力是一项重要指标。例如,某公司酸性镀锌光亮剂的赫尔槽试验效果很好,在挂镀生产线上也表现出较好的性能,但在滚镀生产线上的3次试生产都以失败而告终。其原因是,挂镀酸锌受铁杂质污染较轻,一般不用双氧水处理,滚镀酸锌受铁杂质污染重,用双氧水处理时光亮剂被严重破坏。
若赫尔槽试验时,试片低电流密度区有10 mm镀层呈灰白色,则滚镀酸锌的出光速率明显下降。因此,选择深镀能力好和低电流密度区出光快的酸锌光亮剂特别重要。
3 402宽温酸性镀锌工艺
3. 1 工艺特点
选用的402主光剂和402辅光剂都具有较好的抗氧化能力,处理铁杂质时双氧水对镀液的副作用较小。
3. 2 镀液成分和操作条件

3. 3 光亮剂的补加量
402主光剂:滚镀100 ~ 200 mL/(kA·h),挂镀80 ~120 mL/(kA·h)。
402辅光剂:滚镀70 ~ 100 mL/(kA·h),挂镀60 ~80 mL/(kA·h)。
3. 4 镀液性能
用500 mL烧杯加热402酸锌镀液,升温至85 °C时,镀液开始转变为浑浊状态,表明 402酸锌镀液的浊点高,能在较高的温度下工作。
按3.2节的配方与工艺,在约20 °C下进行不同时间的赫尔槽试验。观察赫尔槽试片发现,镀至8 h时镀层保持全光亮,镀至9 h时低电流密度区有发雾现象,表明402酸锌镀液的稳定性较好。
在不同温度下对402酸锌镀液进行赫尔槽试验,施镀10 min。结果表明,45 °C时试片全光亮;50 °C时试片低电流密度区发雾,而将402主光剂含量增大至2 mL/L后,试片全光亮,但此时光亮剂消耗较快。因此,在402酸性镀锌工艺中,规定温度上限为45 °C。
从某电镀厂取样进行赫尔槽试验,施镀10 min得到的镀层全光亮,向镀液中加双氧水氧化30 min后再试验,也未发现高电流密度区烧焦和低电流密度区不光亮的问题。某电镀厂在自动线上使用402工艺滚镀酸锌,每班次(8 ~ 10 h)用双氧水处理铁杂质1次,在电镀过程中加双氧水,同时加活性炭粉吸附氢氧化铁胶体,并过滤镀液去除铁杂质,镀液一直保持较好的性能。
4 结语
目前,大多数电镀厂使用常温酸性镀锌工艺,在35 °C以上生产时,镀层的光亮度明显下降。常温酸锌镀液的赫尔槽试验也表明,35 °C时镀层光亮度开始下降,40 °C时试片低电流密度区镀层发黑。常温工艺滚镀酸锌时,要用冷冻机降低镀液温度,耗电量较大,尤其是在中国南方的夏季,使镀锌成本加大。而采用402工艺滚镀酸锌可用自来水冷却镀液,降低生产成本;挂镀酸锌则无需冷却设施。402酸性镀锌工艺推向市场后取得了较好的效益,受到了电镀厂家的好评。
[1] 郭崇武, 吴杰. 酸性镀锌溶液中铁杂质的处理方法[J]. 电镀与精饰, 2009, 31 (9): 23-25.
[2] 郭崇武. 滚镀酸性镀锌工艺探讨与实践[J]. 涂装与电镀, 2009 (4): 31-34, 38.
[3] 张允诚, 胡如南, 向荣. 电镀手册(上册)[M]. 北京: 国防工业出版社, 1997: 245-246.
[4] 郭崇武, 易胜飞, 李健强. 低浓度滚镀光亮镍研究[J]. 电镀与精饰, 2007, 29 (6): 35-37.
[5] 郭崇武. 钾盐对氰化镀铜溶液性能的影响[J]. 电镀与精饰, 2011, 33 (3): 27-28, 40.
Acidic zinc plating process over wide temperature range //
GUO Chong-wu
A technology of acidic zinc plating over wide temperature range was established. The optimal process parameters for barrel zinc plating are as follows: zinc chloride 45-55 g/L, potassium chloride 200-230 g/L, boric acid 30-35 g/L, 402 major brightener 1 mL/L, 402 auxiliary brightener 30 mL/L, temperature 15-45 °C, pH 4.5-5.5, and voltage 5.5-6.5 V. For rack zinc plating, the mass concentration of zinc chloride and current density are 55-65 g/L and 1-3 A/dm2respectively while the other parameters are the same as barrel zinc plating. The process has advantages of wide available temperature range, stable plating bath, rapid bright plating, as well as desirable throwing power and covering power. Both the major and auxiliary brighteners have excellent oxidation resistance.
acidic zinc plating; temperature range; brightener; oxidation resistance
TG153.15
A
1004 – 227X (2011) 12 – 0017 – 03
2011–05–14
郭崇武(1960–),吉林辉南人,学士,高级工程师,《电镀与精饰》和《涂装与电镀》杂志编委,从事电镀工艺研究工作,在国内外发表论文80余篇。
作者联系方式:(E-mail) chongwu.guo@ultro-union.com。
[ 编辑:周新莉 ]
