大型结构件涂装输送新技术
2011-11-16张瑞王春英宫涛邵卫卫刘春英
张瑞,王春英,宫涛,邵卫卫,刘春英
(1.山东山推机械有限公司,山东 济宁 272000;2.山东源根石油化工有限公司,山东 济宁 272000;3.山推工程机械股份有限公司,山东 济宁 272000)
大型结构件涂装输送新技术
张瑞1,*,王春英2,宫涛3,邵卫卫3,刘春英3
(1.山东山推机械有限公司,山东 济宁 272000;2.山东源根石油化工有限公司,山东 济宁 272000;3.山推工程机械股份有限公司,山东 济宁 272000)
在新建大型结构件涂装线上,为了避免输送线转弯半径过大的问题,在输送线平行的导轨之间,不再采用“U”形弯轨进行连续运行,而是采用空中平移行车将工件、吊具及自行小车等转轨。采用平移行车后,输送导轨不再是连续的,而是独立平行的。由于不需要考虑转弯半径,因此车间内设备容纳能力增加,设备布置优化,提高了车间的有效利用率。
大型结构件;涂装;输送线;平移行车;导轨
1 前言
在工程机械结构件的涂装中,输送工序一般都采用空中自行小车葫芦[1],并通过环形导轨循环输送。但是,对于汽车起重机、旋挖钻机、臂架泵车等工程机械产品而言,其工作装置中部分结构件具有细长的特点,有的工件甚至达到十几米,如果通过环形导轨对其进行悬挂输送,则需要很大的转弯半径。这就意味着涂装输送平行导轨之间的距离增大,从而导致整个涂装线的占地面积加大,造成空间的浪费,使均摊成本增加。为此,在较长的大型结构件的涂装输送中,以平移行车方式取代原来的“U”形弯轨,从而解决了转弯半径过大的问题。
2 涂装线简介
2. 1 生产对象及其外型尺寸
新建涂装线用于建筑机械产品的结构件涂装,生产工件及外型尺寸如表1所示。
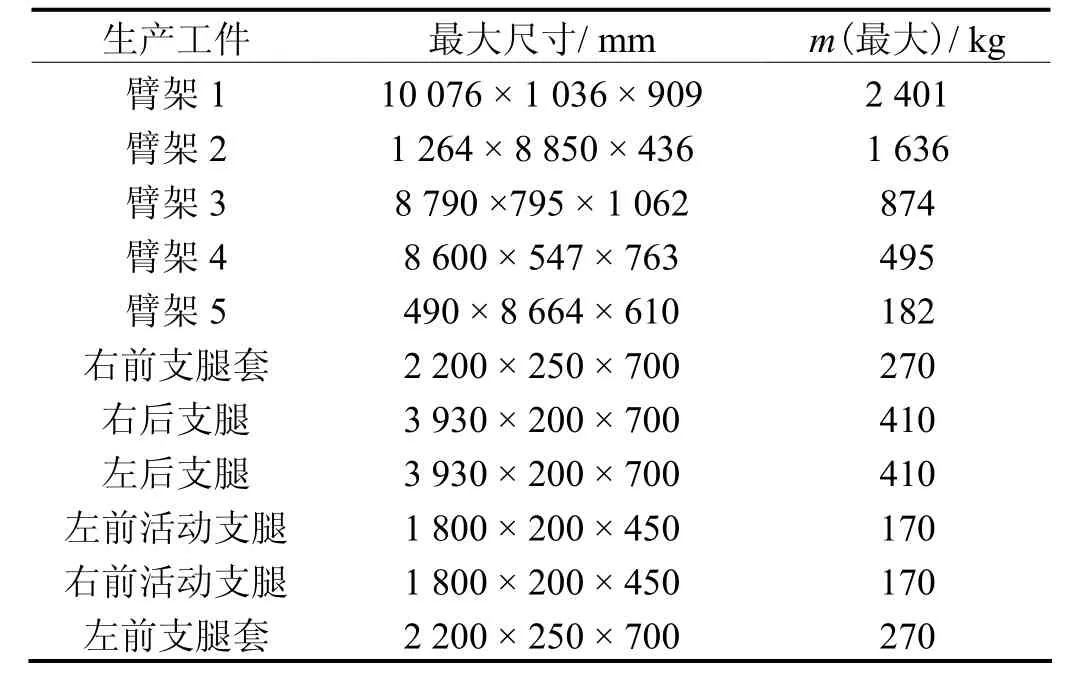
表1 生产对象及其外型尺寸Table 1 Production objects and their exterior sizes
由于后期开发的产品工件最大长度约12 000 mm,涂装线按工件最大尺寸12 000 mm(l)× 2 500 mm(b)× 3 000 mm(h)设计,并采用大型组合吊具,对于短的工件可一挂多件。
2. 2 生产节拍
15 min/挂。
2. 3 工艺流程
除油─上线(同时屏蔽)─抛丸─清扫(去除屏蔽)─喷底漆─烘干─强冷─刮腻子─烘干─打磨(清理)─喷面漆─流平─烘干─强冷─下线。
2. 4 工位设置
工位设置如表2所示。
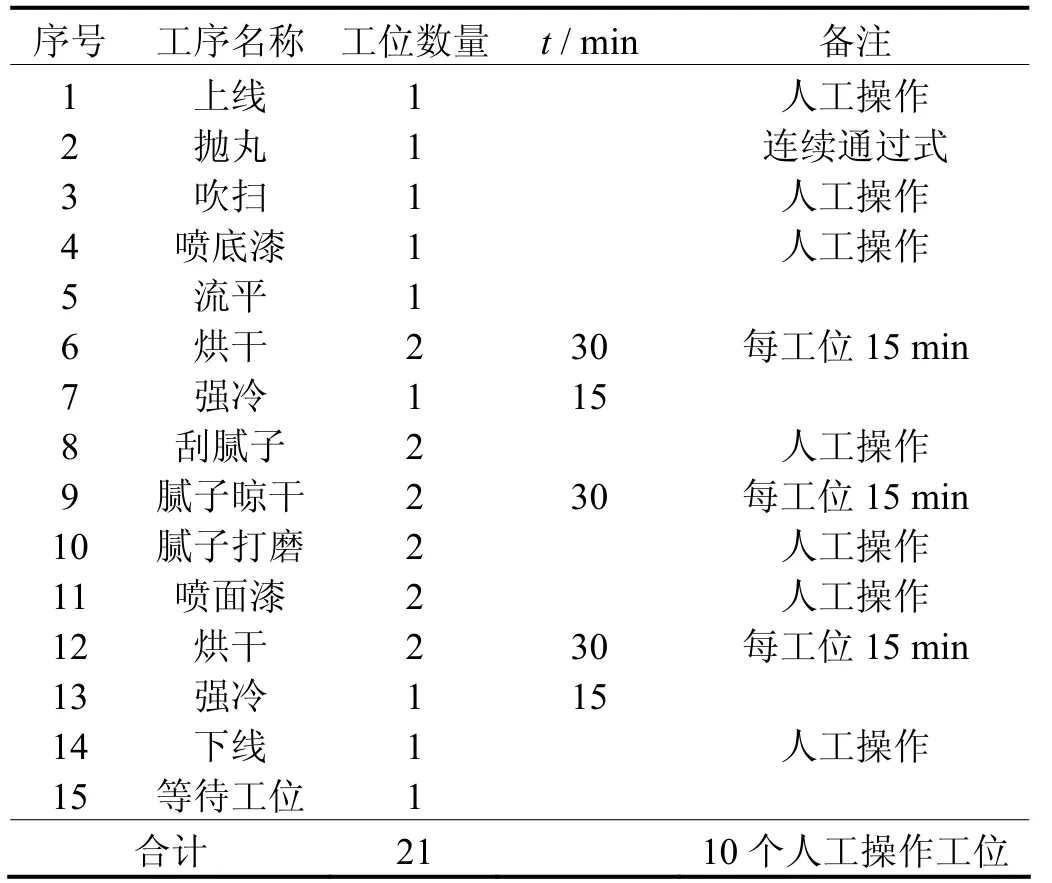
表2 工位设置Table 2 Position setting
2. 5 车间及设备
根据工艺流程及工序需求,涂装线设置了前后抛丸辅室、抛丸室、吹扫室、底漆喷漆室、底漆流平室、底漆烘干室、底漆强冷室、腻子打磨室、面漆喷漆室、面漆烘干室、面漆强冷室各一套,并设有腻子刮涂和晾干工位。其中,底漆烘干、腻子刮涂、腻子晾干、腻子打磨、面漆喷涂及面漆烘干为双工位。
根据工厂整体的工艺规划,涂装线上下跨两跨车间,如图1所示。从图1可看出,采用“U”导轨循环输送,需要足够的转弯半径,并列的上下两排室体之间要有很大的间距,设备布置几乎占满了两跨车间,没有暂存区,上下件位置的面积也很小,两排室体之间的距离除了安全通道外,没有别的用途,不利于车间管理。
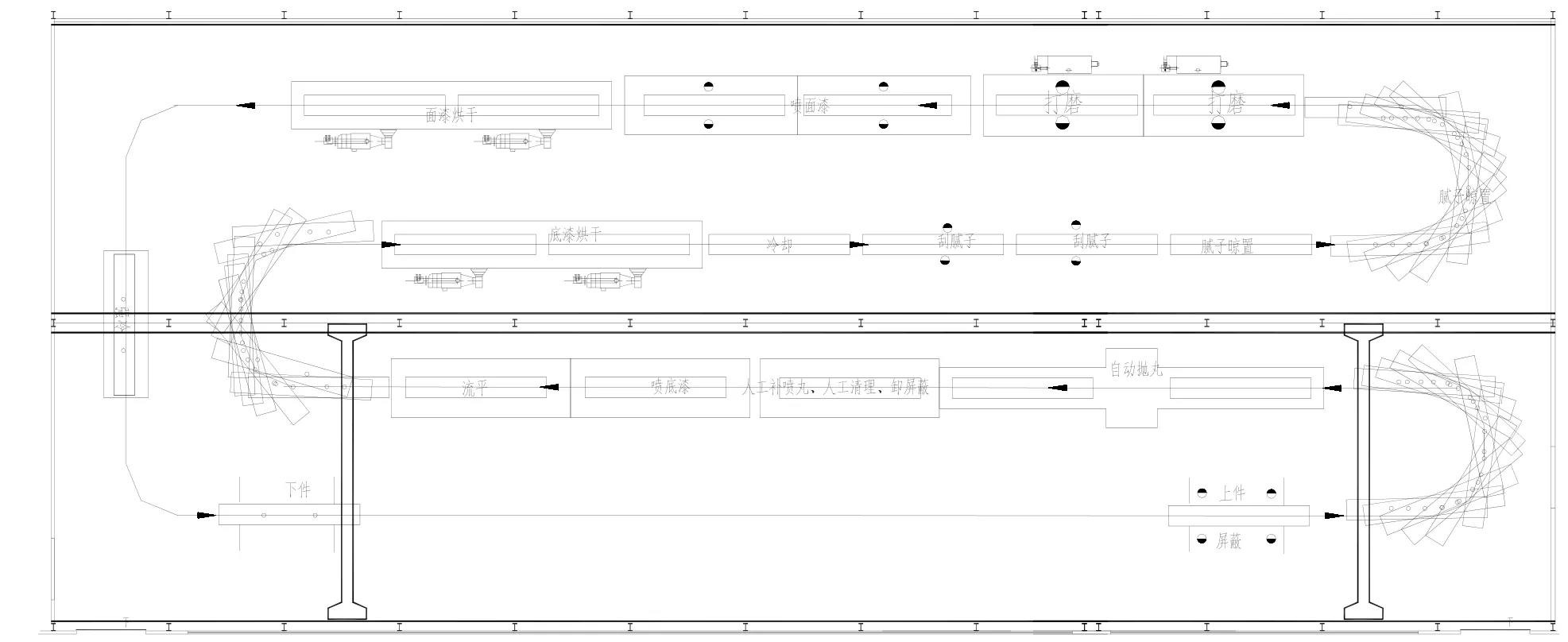
图1 一般输送线布局图Figure 1 Layout diagram of common transportation line
3 平移行车的应用
3. 1 简介
平移行车就是用于涂装件转轨的行车,其结构和普通的行车(起重机)相差不多,由主梁、短梁、行走导轨及吊挂装置组成,只是其吊挂装置不是升降葫芦或卷扬机构,而是不带升降功能的刚性吊杆,下面挂有与涂装输送线相同型号的导轨,导轨上装有供电滑触线,用于自行小车的动力供电。
3. 2 原理
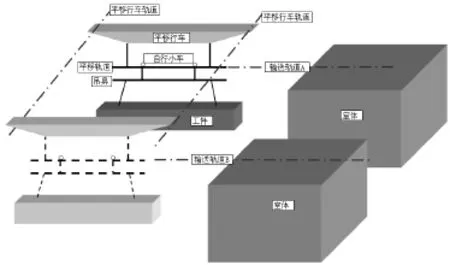
图2 平移行车运行原理Figure 2 Moving principle for parallel travelling crane
平移行车的运行如图 2所示。自行小车带着工件从输送导轨A的室体出来后,继续向左运行。这时,平移行车下面悬挂的导轨正好与输送导轨A对接,自行小车运行到平移行车下面悬挂的导轨上,然后平移行车沿平移行车导轨向输送导轨B水平运行,并至下面悬挂的导轨与输送导轨B对接。随后自行小车向右运行到输送导轨B上,实现转轨。完成一组自行小车的转轨后,平移行车返回,下面的导轨再次与输送导轨A对接,等待下一组自行小车的到来。从图2可以看出,转轨后,自行小车及工件的方向不发生改变,但从整个涂装线的运行方向来说,自行小车及工件却正好掉了个头,头部变成了尾部。
由于转轨过程是平行移动的,不存在转弯半径,因此,在满足室体宽度的前提下,可大大降低输送导轨A和输送导轨B之间的距离,使设备的布置更加紧凑,车间利用率大大提高。
3. 3 应用状况
3. 3. 1 平移行车与“U”形弯轨相结合的转轨输送
为了优化原涂装线的设备布置,输送线的两次转轨采用了平移行车:一处是从输送导轨A到输送导轨B,另一处是从输送导轨B到输送导轨C。从输送导轨C到输送导轨D及从输送导轨D到输送导轨A,由于布置设备后,转弯半径能满足最长工件的转弯,仍采用“U”形导轨转轨。新涂装线设备布置如图3所示。采用平移行车和“U”形弯轨相结合的转轨技术后,涂装线两排设备之间的间距可压缩到能满足安全通道的要求,三排设备室体被布置到了一跨车间。因此,整个布局比较紧凑,充分利用了车间。而下面一跨车间仅仅用于上下工件,绝大部分面积被腾出来,为抛丸前和涂装后工件的周转、暂存提供了必要的空间。
3. 3. 2 输送设备的组成
通过“U”形导轨和平移行车相结合的转轨方式,整体涂装输送线主要组成见表3。
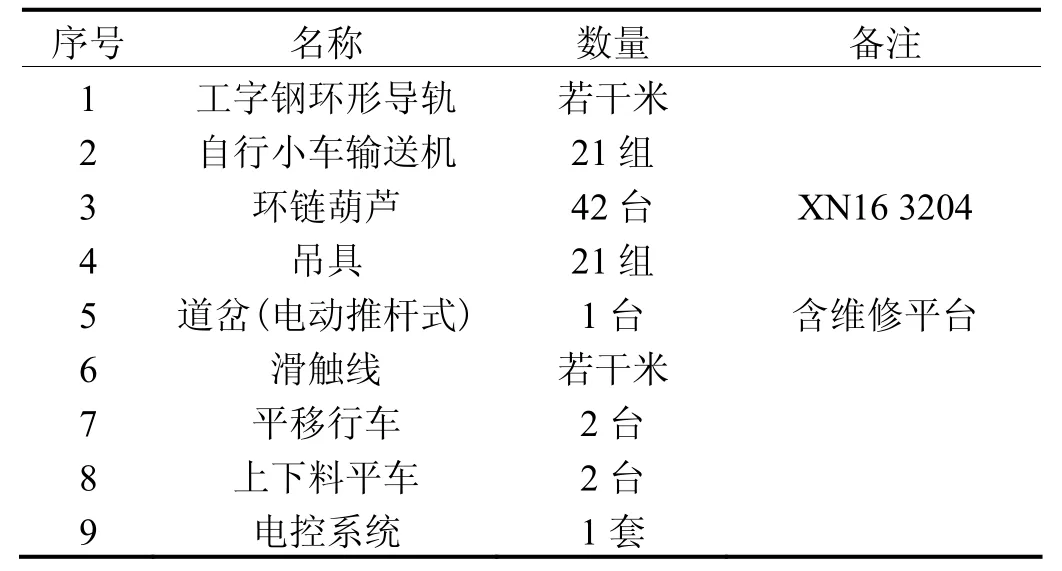
表3 新的输送线主要组成Table 3 Main composition of new transportation line

图3 采用平移行车输送技术后的布局图Figure 3 Layout diagram after using parallel travelling crane
3. 4 注意事项
采用平移行车转轨,需要行车下的导轨与上下两条平行的导轨精确对接。因此,平移行车移动的定位和限位十分重要,不仅要求可靠,而且要求精确。另外,智能化的电气控制技术也十分关键。平移行车将输送小车及工件转到下一根导轨后,应能自动返回。而且,当自由平移行车返回且下面的导轨与上一根导轨精确对接后,右部室体内的自行输送小车才能向左运行。由于整个过程都是在空中进行,因此无论是电气还是机械,都要求有足够的可靠性,以防止设备故障而导致安全事故。
4 结语
对于大批量的涂装生产,输送设备是整条涂装生产线的中枢。输送设备的合理选用不仅可以提高生产效率,而且能改善工艺布局和车间物流,节省空间。平移行车与“U”形导轨的结合应用,为自行小车输送增添了一种新的选择。对于细长型的工件,平移行车的应用在提高车间利用率方面具有十分明显的优势。但是,作为一种新的空间组合输送形式,可靠性和安全性极为重要。因此,在设备的选择和施工方面须严格要求。
[1] 康伟, 宋祖荫. 自行小车式悬挂输送机在油漆线上的应用[J]. 起重运输机械, 1991 (9): 17-20.
[2] 张瑞, 王玉宽, 李虎, 等. 涂装车间工艺、物流及输送设计[J]. 现代涂料与涂装, 2007, 10 (5): 35-37.
Novel transportation technology for coating large structural parts //
ZHANG Rui*, WANG Chun-ying, GONG Tao, SHAO Wei-wei, LIU Chun-ying
To avoid the too large swerve radius in a new large structural parts coating line, an overhead parallel travelling crane is applied to orbit changing of workpiece, lifting tool and automatic vehicle between the parallel guideways in transportation line instead of U-type orbit. After using parallel travelling crane, the transportation guideway is not continuous but independent by parallel. The equipment capacity in workshop is increased and the equipment layout is optimized due to the inexistence of swerve radius, and the effective utilization of workshop is improved.
large structural part; coating; transportation line; parallel travelling crane; guideway
Shandong Shantui Mechanical Ltd., Jining 272000, China
TQ639.6
A
1004 – 227X (2011) 12 – 0076 – 03
2011–06–27
2011–08–10
张瑞(1977–),男,贵州毕节人,技术部副部长,从事工程机械涂装工艺及设备研究、应用和技术管理工作。
作者联系方式:(E-mail) shantui_zhangrui@sina.com。
[ 编辑:韦凤仙 ]
