轴类工件加强筋的现场焊接工艺
2011-11-14丁延松
丁延松,田 磊
(河南工业职业技术学院,河南 南阳 473009)
轴类工件加强筋的现场焊接工艺
丁延松,田 磊
(河南工业职业技术学院,河南 南阳 473009)
轴类工件及其加强筋的材料Q345C钢在焊接冷却过程中,其热影响区极易形成淬火组织——马氏体,导致焊后发生裂纹。因此在现场焊接时,采用科学的施工流程,使用E5015(J507)焊条,采用小规范多层多道焊,为防止焊接变形,每个筋板采用两人对称施焊,焊接方向由中间向两边施焊,保证正确的焊接顺序,严格按规范进行热处理,焊前预热100℃~150℃,确保恒温时间,焊后600℃~640℃退火,确保恒温时间,降温速度不超过规范要求,加上严格的现场技术管理,焊接质量良好。
轴;现场;焊接工艺;实施
0 前言
轴类工件及其上的筋板材质一般为Q345C(属低合金结构钢),轴和筋板之间的连接采用对口焊接方式。因为轴是核心部件,其质量要求很高,若不控制焊接过程,将造成较大的变形甚至是焊缝开裂,后续工序加工时会出现尺寸不稳定,所以必须采用特殊的工艺措施以保证轴的质量。
1 材料介绍
(1)Q345C钢化学成分和力学性能如表1、表2所示。
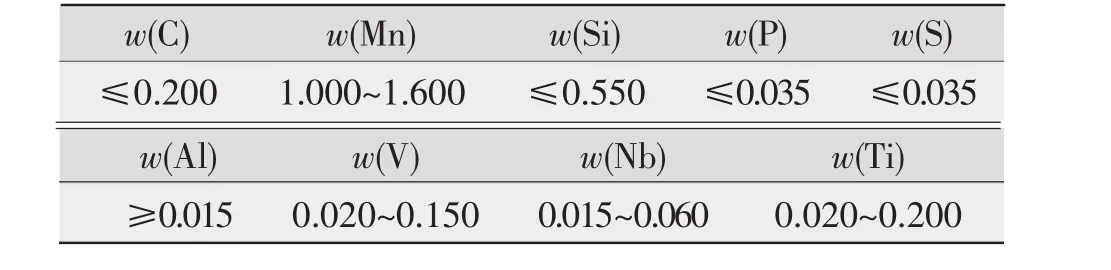
表1 Q345C钢化学成分 %

表2 Q345C钢力学性能
其中板材厚度在16~35 mm时,σs≥325 MPa;板材厚度在35~50 mm时,σs≥295 MPa。
(2)Q345钢的焊接特点。
Q345钢的碳当量为
Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5
计算Ceq=0.49%,大于0.45%,所以Q345C钢的焊接性能不是很好,需要在制定工艺措施时予以注意。
Q345C钢在焊接冷却过程中,在热影响区极易形成淬火组织——马氏体,使近缝区的硬度提高,塑性下降的结果是焊后产生裂纹。所以其冷裂纹敏感性较高,Q345C钢的焊接裂纹主要是冷裂纹。
2 施工流程
准备(坡口、平整材料)→点固焊→预热→里口施焊→背部清根(碳弧气刨)→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验(焊缝质量一级合格)。
坡口结构如图1所示(具体尺寸根据图纸或供货)。
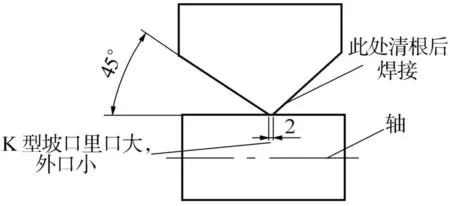
图1 加强筋坡口(侧视图)
3 现场焊接顺序
3.1 焊前预热
由于Q345C钢的Ceq>0.45%,在焊接前应进行预热,预热温度T0=100℃~150℃,层间温度Ti≤40℃,预热30 min后开始焊接(时间可根据材料厚度适当调整)。焊前预热、层间温度、热处理由热处理控温柜自动控制,采用远红外履带式加热炉片,微电脑自动设定曲线和记录曲线,热电偶测量温度。预热时热电偶的测点距离坡口边缘15~20 mm。
3.2 焊接
由于Q345C钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头与母材等强的原则,选用E5015(J507)型电焊条。
为了防止焊接变形,每个筋板采用两人对称施焊,焊接方向由中间向两边施焊。在焊接里口时,第一层至第三层必须使用小规范操作,因为其焊接是影响焊接变形的主要原因。在焊接结束后,使用碳弧气刨进行背面清根之后,对焊缝进行机械打磨,清理焊缝表面渗碳,露出金属光泽,防止表层碳化严重造成裂纹。外口焊接应一次焊完,最后再焊接里口的剩余部分。
为了避免焊缝组织粗大,造成冲击韧性下降,必须采用小规范焊接。具体措施为:选用小直径焊条、窄焊道、薄焊层、多层多道的焊接工艺。焊道的宽度不大于焊条的三倍,焊层厚度不大于5 mm。第一层至第三层采用φ 3.2mm电焊条,焊接电流100~130A;第四层至第六层采用φ 4.0 mm电焊条,焊接电流120~180 A。
当焊接第二层时,焊接方向应与第一层方向相反,以此类推。每层焊接接头应错开15~20 mm。
焊接时,两名焊工的焊接电流、焊接速度和焊接层数应保持一致。
在焊接中应从引弧板开始施焊,收弧板上结束。焊接完成后割掉并打磨干净。
3.3 焊后热处理
为了降低焊接残余应力,减小焊缝中的氢含量,改善焊缝的金属组织和性能,在焊后应对焊缝进行热处理,焊口焊接完成后应在12 h内进行热处理。热处理温度600℃~640℃,恒温2 h(板厚40mm时),升降温速度小于等于25℃/h,在整个焊接过程中Q345钢的焊接温度曲线如图2所示。
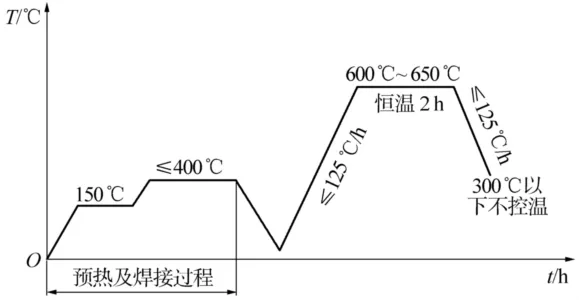
图2 热处理工艺曲线
如不能及时进行热处理应采取保温、缓冷措施。在进行热处理时应采用两根热电偶测温,热电偶点焊在焊口的里外侧。
3.4 焊接检验
根据《钢结构工程施工及验收规范》的要求,焊口采用超声波探伤法进行检验,检验比例100%。
4 结论
经过实际验证,该焊接工艺不仅能在现场指导对Q345钢的焊接,而且能够保证轴的焊接质量,控制了焊接时产生的内应力和变形,为后续工序的加工奠定了良好的基础。
Study on the field welding process for shafts and reinforced ribs
DING Yan-song,TIAN Lei
(He'nan Poiytechnic Insitiue,Nanyang 473009,China)
Shafts and stiffener'part's material Q345C steel's material quality in the welding undercooling,is extremely easy in the heataffected zone to form the quenching organization——martensite,after causing welds,to have the crack.Therefore when field welding, uses the process flow,uses E5015(J507)the welding rod,uses the right welding parameters,multi-layer multi-channel to weld,to prevent the welding deformation,each rib are welded by two people to execute symmetrically welds,the welding direction executes by among to two nearby welds,guaranteed that the welding course correctness,carries on the heat treatment strictly according to the standard,before welding,preheating 100℃~150℃,guarantees the constant temperature time,after welding,600℃~640℃the annealing,guarantees the constant temperature time,the temperature decrease speed does not surpass the code requirement,in addition the strict scene technical management,may obtain the good welding quality.
shaft;field;welding process;implanent
TG457.2
B
1001-2303(2011)07-0077-02
2011-01-13
丁延松(1975—),男,河南南阳人,讲师,硕士,主要从事机械制造的研究工作。
