单一成分活性剂对铝合金作用效果的研究
2011-11-14何丽君林三宝
何丽君,林三宝
(1.机械科学研究院 哈尔滨焊接研究所,黑龙江 哈尔滨150080;2.哈尔滨工业大学 先进焊接与连接国家重点实验室,黑龙江 哈尔滨 150001)
单一成分活性剂对铝合金作用效果的研究
何丽君1,林三宝2
(1.机械科学研究院 哈尔滨焊接研究所,黑龙江 哈尔滨150080;2.哈尔滨工业大学 先进焊接与连接国家重点实验室,黑龙江 哈尔滨 150001)
活性化TIG(A-TIG)焊已成为近年来的研究热点,但主要集中在不锈钢和钛合金两种材料,在铝合金中的应用较少。针对铝合金A-TIG焊进行了初步的研究和探索,选择四种单一成分的活性剂,采用表面两侧涂敷方式,通过2A14铝合金的平板堆焊实验,研究了在相同规范下不同活性剂对焊缝熔深、焊缝成形、气孔和微观组织的影响。实验结果表明,与常规TIG焊相比,活性剂能显著增加焊缝熔深,不同活性剂增加熔深的效果不同。
活性剂;TIG焊;铝合金
0 前言
活性剂TIG焊(A-TIG焊)是在施焊板材的表面涂上一层很薄的活性剂,使焊接电弧收缩或熔池流态发生变化,焊缝熔深比常规TIG焊增加1~2倍以上。A-TIG焊的优点包括[1]:(1)焊接熔深大,生产率高,可节省工时75%;(2)对施焊材料的微量元素不敏感,焊接熔深稳定;(3)成本低,节约焊材,应用领域广,易实现焊接自动化。
在20世纪60年代中期,巴顿焊接研究所率先提出了“活性化焊接”的概念,至20世纪80年代初期,在钢、钛合金的焊接中取得了良好效果。近年来国外科研机构和产业部门加大了活性化TIG焊方法的研究,并形成了A-TIG焊的概念和技术。国内哈尔滨工业大学、兰州理工大学等高校和科研机构开展了此项研究工作,已经开发出低碳钢、不锈钢、钛合金和镍基合金活性剂,申请了发明专利[2-5]。法国的Sire S和兰州理工大学先后进行了FBTIG焊的研究[5-7]。
铝合金因其质量轻等优点在航空航天、汽车等行业得到了越来越广泛的应用,但针对铝合金活性剂的研究目前较少[6-7]。本研究从单一成分的活性剂入手,对铝合金A-TIG焊的焊缝成形、熔深和组织进行了研究,以期为下一步铝合金活性剂的开发和应用奠定基础。
1 试验材料及方法
材料选用2A14-T6铝合金,尺寸200mm×100mm× 8 mm,化学成分如表1所示。实验采用德国LORCH交直流氩弧焊机,交流焊接和纯氩气保护。
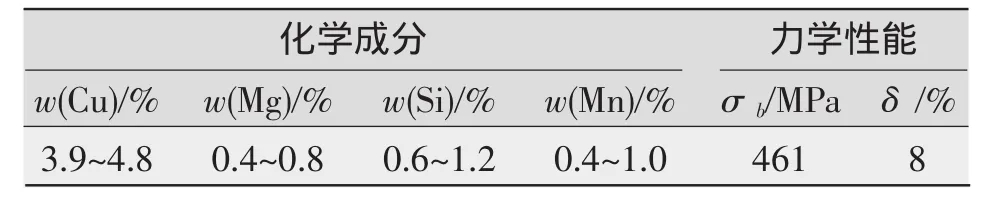
表1 2A14-T6铝合金的化学成分和力学性能
根据之前的初步试验结果,选取四种卤化物作为活性剂,分别是:NaF、MgF2、CaF2、AlF3。
焊前采用钢刷去掉表面的氧化膜和杂质,再用丙酮清洗,以去除有机物。将活性剂粉末用丙酮混合成糊状或悬浊液,用刷子均匀地涂在试件表面。
如果采用在焊缝表面直接涂敷的方式,在焊接过程中电弧由于导电状态的改变而变得不稳定,电弧阴极斑点在活性剂表面来回扫动,电弧跳动活跃,焊缝表面成形差,如图1所示。因此本实验借鉴FBTIG方式,在焊缝两侧涂敷活性剂,在中间区域进行焊接。为了防止两侧涂敷的活性剂向中间渗透,先将焊接区域粘上透明胶,再将活性剂涂敷在试件表面,待活性剂中丙酮挥发后撕去透明胶。此实验过程中焊接规范参数均相同,如表2所示。
在不涂敷活性剂的情况下进行焊接,焊后测得焊缝宽度为5.83mm,阴极清理作用范围为9.00 mm。在涂敷四种活性剂的焊接过程中,为使活性剂在电弧作用范围内,同时保持电弧的阴极清理作用,选取活性剂两侧涂敷间距为5 mm。
焊接完成后的试样在中间沿横截面用线切割切开,经过打磨抛光和腐蚀后,在金相显微镜下观察焊缝熔深和微观组织。
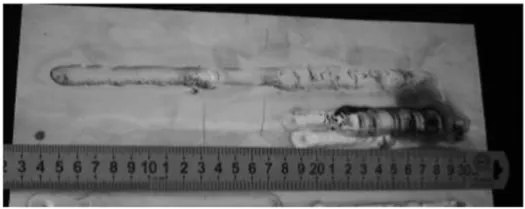
图1 焊缝表面直接涂敷活性剂效果

表2 焊接规范参数
2 结果与讨论
2.1 单一成分活性剂对铝合金熔深的影响
所测量的焊缝熔深、熔宽数据如表3所示,焊缝横截面照片如图2所示。
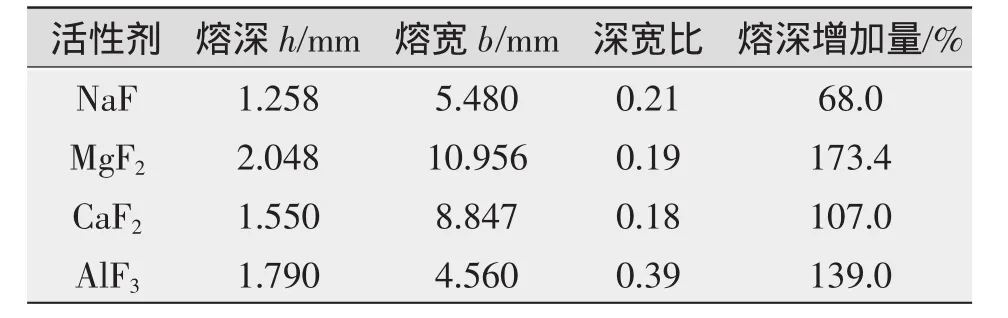
表3 不同活性剂的焊缝熔深、熔宽
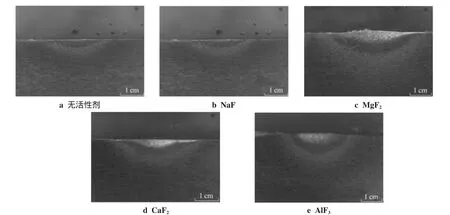
图2 焊缝宏观横截面照片
不涂敷活性剂时焊缝的熔深和熔宽分别是0.75mm和5.83mm,深宽比0.13。与不涂活性剂焊缝熔深相比,两侧涂敷NaF的焊缝熔深增加68%。焊缝的深宽比增大为0.21。涂MgF2时熔深增加最多,但熔宽也增至最大,焊缝深宽比增大了0.19。CaF2使焊缝熔深增加了107%,熔宽也比不涂活性剂时大,焊缝的深宽比增大了0.18。
AlF3对焊缝的熔深增加效果在所选活性剂中虽然要小于MgF2,但其焊缝宽度最小,深宽比最大。
2.2 单一成分活性剂对铝合金焊缝气孔的影响
在表2所示的规范参数下,通过不涂活性剂,以及两侧分别涂敷NaF、MgF2、CaF2和AlF3进行堆焊实验,选取焊接试件探伤,射线相片如图3所示。
由图3可知,在无活性剂的情况下,平板堆焊铝合金焊缝气孔较多。氢是铝及其合金产生气孔的主要原因。加入了AlF3和NaF后,由于氟化物活性剂在电弧高温作用下分解为氟原子和金属原子,氟原子和氢结合成氟化氢,大大减少了氢的存在,使得焊缝气孔减少,同时从电弧形态变化可看出,加入了AlF3和NaF后的电弧稳定性较好,电弧气氛中的含氢量减小,因而溶入焊缝中的氢就小,所以不易形成气孔。
加入了CaF2和MgF2后,虽然氟化氢的结合有利于减少氢,但由于焊接过程中电弧形态非常不稳定,导致气体保护效果差,来自电弧气氛中的水分增多。电弧气氛中水分是产生气孔的氢的主要来源,因而CaF2或MgF2的加入并没有减少气孔,反而会导致产生较多的气孔。

图3 不同活性剂X射线探伤结果
2.3 活性剂对焊缝微观组织的影响
由于活性剂对电弧的拘束程度不同,因此涂敷不同活性剂使得电弧的热输入不同,不同的热输入决定了金属被加热的温度,从而得到不同的焊接熔深和热影响区,并改变了焊缝的微观组织。不涂活性剂与涂敷四种不同活性剂时焊缝微观组织如图4所示。
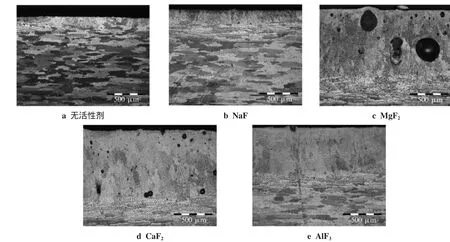
图4 不同活性剂的微观组织照片
没有加入活性剂的焊缝其熔深浅,焊缝中心区、熔合区、热影响区小,母材中铝镁铜硅呈块状分布,焊缝中心不见气孔。加入NaF后,焊缝熔深增加,熔合区范围增大,热影响区范围增大,焊缝中心也未见气孔。加入MgF2和CaF2的焊件中,焊缝中心区域增加较大,焊缝中心晶粒变细,有很多的气孔。加入AlF3后,焊缝中心区域大大增加,焊缝区晶粒最细,这种组织有利于强度的提高,焊缝中心未见有气孔。
3 结论
(1)在铝合金A-TIG焊的熔深增加效果方面,所选的四种活性剂均可增加焊缝熔深,其中MgF2效果最好。
(2)MgF2焊缝中发现较多气孔,而涂敷AlF3的焊缝中气孔很少;焊缝微观组织方面,加入MgF2、CaF2和AlF3后焊缝微观组织晶粒变细,而加入NaF对微观组织影响不大。
[1]黄 勇,樊 丁.A-TIG焊接与常规TIG焊的对比[J].甘肃工业大学报,2003,29(1):1-3.
[2]杨春利,牛尾诚夫,田中学.TIG电弧活性化焊接现象和机理研究(一)——表面活性剂对不锈钢材料TIG焊熔深的影响[J].焊接,2000(4):16-18.
[3]杨春利,牛尾诚夫,田中学.TIG电弧活性化焊接现象和机理研究(二)——活性化TIG焊接中的电弧现象[J].焊接,2000(5):15-18.
[4]张瑞华,樊 丁,尹 燕.低碳钢高效TIG焊的活性剂研制[J].甘肃工业大学学报,2001(12):8-10.
[5]Sire Marya.New Perspectives in TIG Welding of Aluminum through Flux Application FB-TIG Process[A].Proc of the 7th Symposium.Kobe Japan[C].JWS,2001:113-118.
[6]黄 勇,樊 丁.铝合金交流A-TIG焊中活性剂和焊接参数对焊缝熔深的影响[J].甘肃工业大学学报,2003,29(3):6-9.
[7]黄 勇,樊 丁,樊清华.铝合金FBTIG焊的试验研究[J].焊接,2004(3):10-12.
Effect of activating flux with single component on TIG welding of aluminium alloy
HE Li-jun1,LIN San-bao2
(1.Harbin Welding Institute,China Academy of Machinery Science&Technology,Harbin 150080,China;2.State Key Laboratory of Advanced Welding and Joining,Harbin Institute of Technology,Harbin 150001,China)
Activating flux Tungsten Inert Gas(A-TIG)welding technique has become a hot-spot research area in welding industry.Currently research is mainly focused on the materials such as stainless steel and titanium alloy and few reports exist on material of aluminum alloy.In this paper,A-TIG welding of aluminum alloy with single component flux was experimentally carried out.Bead-on-plate welding of 2A14 Al alloy using the boundary coating method is used.Experimental results show that the weld penetration depth can be increased in A-TIG welding compared with conventional TIG welding.Different flux component has different effect on penetration depth increase.
activating flux;TIG welding;aluminium alloy
TG457.14
A
1001-2303(2011)07-0043-04
2011-04-27
何丽君(1964—),女,黑龙江哈尔滨人,学士,高级工程师,主要从事高效焊接工艺的研究工作。
