1Cr5Mo珠光体耐热钢管的三种不同焊接工艺研究
2011-11-14李宪臣刘海河
赵 亮,李宪臣,刘海河
(1.辽宁石油化工大学,辽宁 抚顺 113001;2.中国石油抚顺工程建设有限公司,辽宁 抚顺113004)
1Cr5Mo珠光体耐热钢管的三种不同焊接工艺研究
赵 亮1,李宪臣1,刘海河2
(1.辽宁石油化工大学,辽宁 抚顺 113001;2.中国石油抚顺工程建设有限公司,辽宁 抚顺113004)
通过分析1Cr5Mo钢的焊接性,介绍了当前应用于该钢种的三种不同的焊接工艺方法。通过比较三种焊接工艺方法所获得焊接接头性能差异和特点,提出在具备焊后热处理条件和大规模施焊情况下应尽可能采用同质材料进行焊接,以避免接头在运行中出现早期失效,降低焊接成本。在不具备热处理条件或现场维修量少的情况下,也可采用异质材料进行焊接。但是,为保证接头在长期高温运行下不出现低韧性脆性断裂,建议采用新型低铬高锰型AR617焊条焊接1Cr5Mo,该焊条焊接工艺性能优良,通过生产实践和对服役44 000 h的接头取样观察,使用性能稳定,完全满足生产要求,其焊接工艺条件相对简单。
耐热钢焊接;1Cr5Mo;焊接工艺比较
0 前言
随着我国石油化工工业的快速发展,大型化的石油加工与化工合成装置在各石化企业得到了建设。大型化石化装置的特点是大容量、高温、高压。为满足这一发展趋势,国内冶金企业在引进、消化、吸收创新的基础上积极开发适用于高温高压的合金材料来满足国民经济建设的需要。目前在石油化工装置中的高温工艺管线、焦化炉、常压炉以及电力行业的电站锅炉等大量使用如15Cr1Mo、12Cr1MoVG等低合金珠光体耐热钢。而对于像炼油厂的加氢、裂化、重整等设备中的临氢管线、加热炉炉管和再生器内取热盘管等以及超高压锅炉和临界超高压锅炉的炉管一般都采用1Cr5Mo、9Cr1Mo等中合金耐热钢。在此以1Cr5Mo耐热钢管为例,讨论三种不同情况下的焊接工艺过程。
1 1Cr5Mo耐热钢管介绍
1Cr5Mo耐热钢具有高温强度和高温抗氧化性能,在550℃以下具有一定的热强性,在石油介质中具有很好的耐热性和耐蚀性。并且合金元素的含量少,价格便宜,工艺性能优良,所以广泛应用于石油化工行业中。在我国炼油厂加氢、裂化、重整等设备中,广泛使用1Cr5Mo钢制作临氢管线、加热炉炉管和再生器内取热盘管等。由于1Cr5Mo钢工作在高温、高压、耐腐蚀强的条件下,焊接性较差,其焊接质量是引起事故的根本原因。因此,在施焊过程采取合理的施焊工艺措施和焊接工艺参数尤为重要。
1.1 1Cr5Mo耐热钢的性能和焊接特点[1]
1Cr5Mo钢为珠光体耐热钢,1Cr5Mo耐热钢管通常在退火状态下供货,管材金相组织为粒状珠光体加少量铁素体的组织,其化学成分和机械性能如表1、表2所示。Cr可提高钢的抗高温氧化和抗腐蚀性,能抗石油裂化中产生的腐蚀;Mo可提高钢在高温下的机械性能,也能降低钢的回火脆性倾向。同时铬钼能显著提高钢的淬透性,作用要比铬大50倍。因此,1Cr5Mo具有空气淬火硬化倾向[2]。

表1 1Cr5Mo耐热钢管化学成分[2]%

表2 1Cr5Mo机械性能[2]
(1)冷裂纹倾向[1]。
冷裂纹产生于焊接后的冷却过程中或冷却以后,形成裂纹的温度约在200℃~300℃,即马氏体转变范围。1Cr5Mo钢焊接时,焊缝金属的冷裂纹敏感性较低,冷裂纹主要集中在热影响区,其产生原因是焊后热影响区产生的淬硬组织、扩散氢和焊接残余拉应力的共同作用。
根据日本JIS标准规定的Ceq(JIS)计算得

因此,其碳当量很高,接头热影响区域有很高的淬硬和冷裂倾向。在1℃/s冷却速度下,可获得0.1%铁素体,99.9%马氏体。因此,焊接时应采取措施防止产生裂纹。在使用奥氏体不锈钢焊条焊接时,常采取预热。当使用同成分的焊条(如R507)焊接时,除焊前需预热外,焊后还应进行热处理。
(2)热裂纹敏感性。
热裂纹是在临界凝固阶段,由于焊接应力和焊缝及熔合区的低熔共晶物共同作用形成的裂纹。由表1可知,低熔共晶物的形成元素S、P含量很低,由热裂纹敏感系数(HCS)可估算出1Cr5Mo钢热裂纹敏感性的大小
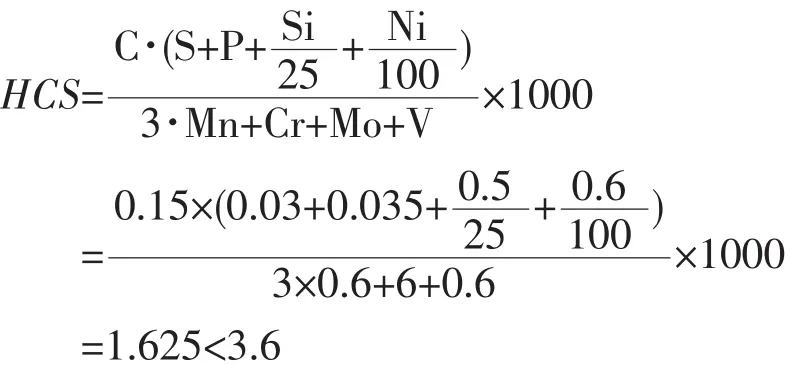
由文献[1]可知,当HCS<4时可以防止裂纹。但是,在1Cr5Mo钢的焊接过程中,当刚性较大,收弧弧坑未能很好填满时,也会出现热裂纹。
(3)再热裂纹敏感性。
再热裂纹是焊后接头再次加热到一定温度范围而产生的裂纹。由文献[3]可知,再热裂纹敏感性的经验公式

若PSR≥0,则有可能产生再热裂纹,1Cr5Mo钢的PSR≥2.9,可见1Cr5Mo钢具有一定的再热裂纹敏感性。1Cr5Mo钢产生再热裂纹的主要原因是该钢的合金元素是Cr、Mo等,Cr、Mo等元素形成的碳化物在一次焊接热作用下因受热而固溶(高于1 100℃),焊后冷却时不能充分析出,当焊缝在再次热处理过程中,合金碳化物在晶内沉淀,从而大大强化晶粒内部。这种强化妨碍了晶粒的整体变形,而使蠕变应变集中于晶界,当晶界的变形超过晶界在该种状态下所具有的塑性时,就会沿晶界开裂,形成再热裂纹。
1.2 1Cr5Mo耐热钢常用的焊接工艺比较
目前,1Cr5Mo耐热钢焊条电弧焊通常采用三种工艺措施:(1)不锈钢焊条A307或A302(GBE1-23-13-15)。焊前不预热,焊后不进行热处理[2]。(2)耐热钢焊条R507(GBE1-5MoV-15)。焊前预热250℃~400℃,焊后进行750℃~780℃的退火处理[2]。(3)采用新型低铬高锰奥氏体焊接材料AR617。预热温度不低于250℃,层间温度250℃~300℃。焊接工艺评定坡口形式和尺寸如图1所示[3]。
试验条件及施焊工艺参数比较见表3。三种焊条的化学成分及机械性能如表4和表5所示。

表3 三种焊接措施参数[2-4]
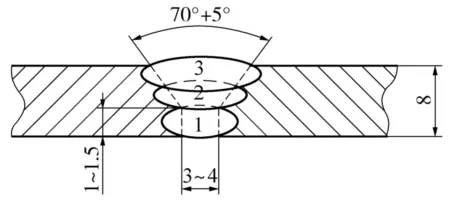
图1 焊接接头
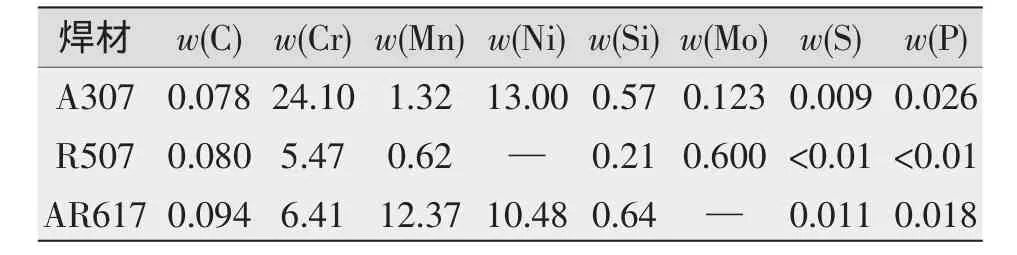
表4 三种焊条的化学成分[2-4]%
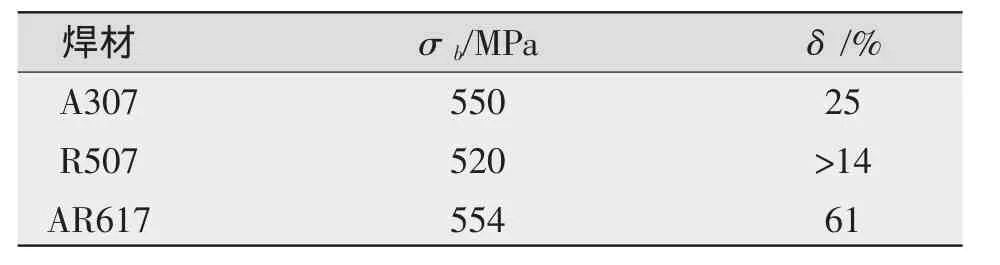
表5 三种焊条的机械性能[2-4]
2 机械性能比较试验
2.1 强度和塑性比较
由文献[2-4]可知,三种工艺的焊接接头强度和塑性试验结果如表6所示。
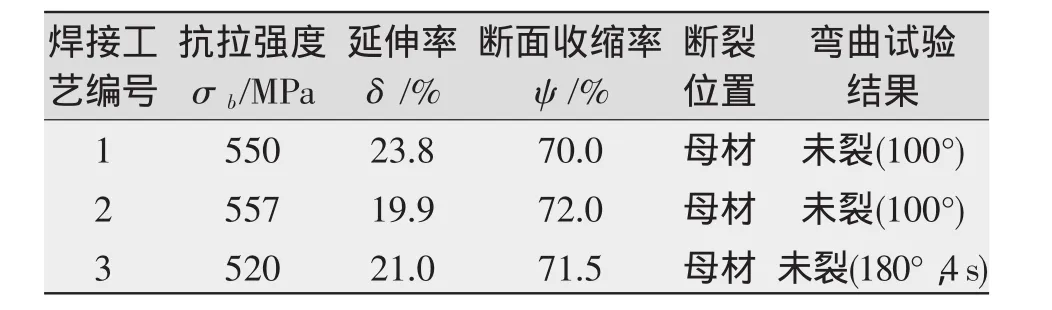
表6 室温拉伸弯曲试验结果[2-4]
2.2 冲击韧性比较
三种工艺焊接接头的不同位置的冲击韧性值如表7所示,试样均为标准V型缺口试样。
2.3 金相试验
三种工艺焊接接头组织成分如表8所示。
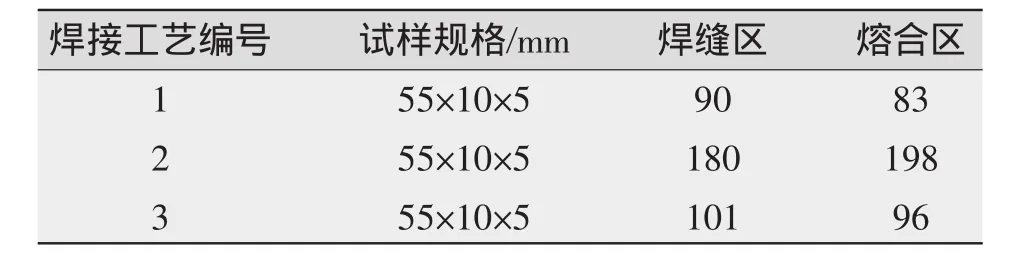
表7 焊接接头不同温度下的冲击功AKV[2-4]J
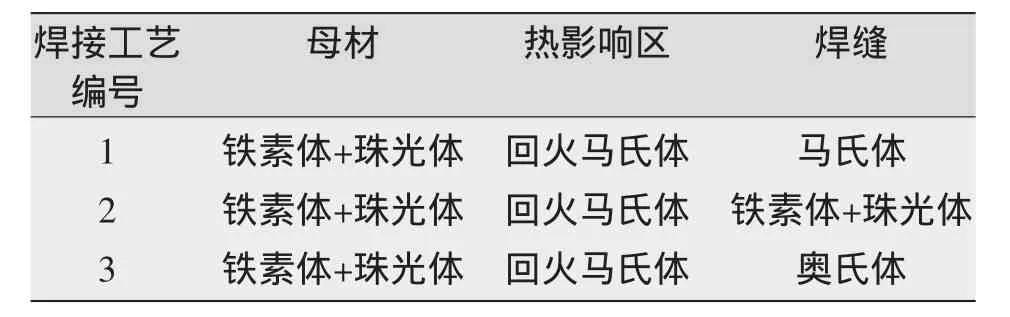
表8 接头各部分的金相组织
由表8可以看出:
(1)工艺1,即异种材质焊接法。采用奥氏体不锈钢焊接材料A302或A307焊接。在焊接过程中,由于1Cr5Mo母材含合金元素较低而使得焊缝金属稀释,焊缝中产生了脆性马氏体组织,同时在熔合线边缘因金属成分的差异,在熔合线上产生一个窄的低塑性带,接头在长期高强运行过程中,熔合区低塑性马氏体组织导致焊缝失效。
(2)工艺2,即同材质焊接法。采用化学成分与1Cr5Mo钢母材金属相近的R507焊条焊接,其焊接接头具有与母材相同的组织和极为相近的化学成分,且无明显的熔合线,可获得与母材相近的力学性能,使用中无明显合金元素扩散和碳迁移问题。
(3)工艺3,也属于异种材质焊接法。采用低铬高锰奥氏体焊接材料AR617焊接。该焊条通过降低铬含量、增加锰含量以获得焊缝金属的奥氏体组织。其含铬量接近母材含铬量,使其在熔合线附近不因成分差异产生铬的扩散,提高焊缝镍含量阻止耐热钢侧的碳向焊缝迁移[4],造成耐热钢侧贫碳产生。由合金元素对铁碳相图的影响而知,锰和镍一样具有增大奥氏体相的作用,因此利用高锰含量(12.4%)和镍共同保证了焊缝金属的奥氏体组织,以获得良好的焊缝韧性。为了检验这种合金系统在高温下长期工作时,在熔合线边缘是否会因合金成分(铬、锰、镍以及碳)差异出现低塑性马氏体组织而导致焊缝失效,对焊接工艺评定后的接头沿纵向切口制成试样,在500℃,700℃进行不同时间时效处理,并对时效前后接头试样的熔合区组织进行金相分析,其分析结果如图2、图3所示。
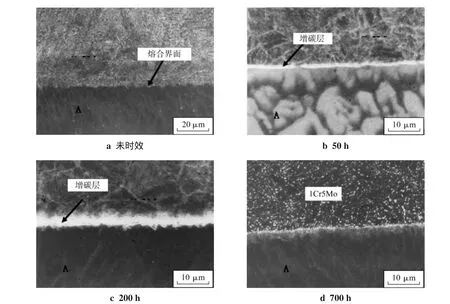
图2 500℃时效处理时熔合区SEM组织(A为焊缝)
图2为异质接头未时效以及在500℃时效50h, 200 h,700 h的SEM分析结果。由图2可知,时效初期在焊接接头熔合界面的焊缝金属一侧有一定增碳层(图中箭头所指白色带状区域),在时效200 h以后增碳层宽度达到最大值,随时效时间进一步延长(700 h),增碳层消失。
图3为异质接头在700℃时效10 h,50 h,100 h的金相组织。可以看到在时效初期(10 h),焊头熔合区焊缝金属一侧有一定增碳层,但时效时间达到100 h后增碳层完全消失。
由组织分析可知:AR617焊条与1Cr5Mo钢所焊接的异质接头在长期高温服役和时效过程中,焊接接头熔合界面两侧无明显的增碳层和贫碳层,解决了以往Cr-Mo类钢异质接头的提前失效问题。
3 试验结果分析
(1)从拉伸试验结果可以看出,三种焊接工艺下的焊接接头均断在母材上,其强度、延伸率、断面收缩率相差不大,符合标准要求,但有资料表明,焊接工艺1的接头长期高温服役后拉伸断裂在熔合线上,延伸率几乎为零。从弯曲试验结果可知,三种接头的抗弯性能均能达到要求。
(2)从冲击试验结果看,焊接工艺1的接头各部位的冲击功均低于新母材,熔合线冲击试样均沿焊缝金属的一侧断裂,正好说明了这一点,焊接工艺2的接头各部位的冲击功均高于新母材。说明工艺2的接头具有很高的冲击韧性。焊接工艺3的接头各部位的冲击功与母材相近。
4 生产应用
采用焊接工艺1施工比较简单,焊前不预热,焊后也无需热处理,施工周期短,特别适合于现场施工和设备抢修,但不锈钢焊条成本较高(A307成本是R507的三倍多),并且消耗大量的稀有金属。采用焊接工艺2施焊较复杂,焊接控制严格,而且需要一套复杂的热处理工艺,这就增加了施工周期,增加了工时,适用于大项目的1Cr5Mo耐热钢的焊接,焊口数量较多,管径越大,热处理效率就越高,焊接材料节省的费用就越可观,而且为国家节约了大量的稀有金属。焊接工艺3效果介于工艺1和2之间,相对工艺1而言,需要进行预热,可以采用火焰或电加热带预热,省去了焊后热处理,这给现场安装或维修带来了方便,同时解决了接头在运行过程出现提前失效的可能性。
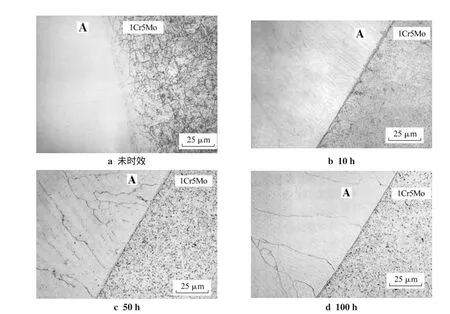
图3 700℃时效时熔合区金相组织(A为焊缝)
通过采用低铬高锰奥氏体焊条AR617在炼化装置1Cr5Mo管线、常压炉以及焦化炉中的1Cr5Mo炉管的管线施焊共计1 770 m,444道焊缝,探伤2 664张X射线片子,其中2 631张片子合格,管道焊接一次合格率达98.76%,且对服役44 000 h的接头进行取样观察,结果良好。说明在役的管线高温工作状态良好,使用性能稳定。
5 结论
(1)在室温,三种焊接工艺焊接接头的强度、延伸率、断面收缩率相差不大,弯曲均无裂纹。
(2)焊接工艺1的接头各部位的冲击功均低于新母材;焊接工艺2的接头各部位的冲击功均高于新母材,且随着试验温度的提高,冲击功更高,且高于母材,说明焊接工艺2的接头具有很高的冲击韧性;焊接工艺3的冲击韧性与母材相近,满足标准要求。
(3)在有现场热处理和大规模的施工中尽可能采用焊接工艺2和3,从保证接头长期使用看,建议采用焊接工艺3。在无现场热处理条件,现场设备的抢修及无法热处理的部位采用焊接工艺1。
(4)通过AR617焊条焊接1Cr5Mo钢管表明,采用焊接工艺3在焊接性能和焊接工艺等方面具有很多优点,接头力学性能均满足要求,焊接合格率远高于同材质焊接。同时,焊工普遍反映焊接时操作手感好,焊条引弧容易,焊弧稳定,飞溅小,脱渣性能良好,烟尘小,焊缝成形好,焊后无需热处理,焊接可操作性和焊缝成形明显优于A307焊条。
(5)用AR617焊条焊接后的在役1Cr5Mo钢管目前工作状态良好,使用性能稳定。
[1]李 波.Cr5Mo钢管的焊接[J].广西工学院学报,2001(12):77-79.
[2]杨 莉.Cr5Mo耐热钢两种焊接工艺的评价[J].郑州纺织工学院学报,2000(6):54-56.
[3]张克志,李厚兴,刘丽月.奥氏体焊条AR617在1Cr5Mo钢管焊接中的应用[J].石油化工设备,2006(1):76-78.
[4]姜 勇,镍基和奥氏体的Cr5Mo异种钢焊接接头的高温性能研究[D].江苏:南京工业大学,2003.
Research in three different welding technology of 1Cr5Mo pearlitic heat-resistant steel pipe
ZHAO Liang1,LI Xian-chen1,LIU Hai-he2
(1.Liaoning Shihua University,Fushun 113001,China;2.Fushun Project Construction Corporation of China National Petroleum Corporation,Fushun 113004,China)
Describes the three different welding technologies of applied to the steel currently by analyzing the weldability of Cr5Mo steel.It can be proposed that welding with the same materials as much as possible in order to avoid joints early failure in the operation and reduce welding cost when it has the availability of post weld heat treatment conditions and case of large-scale welding by comparing the performance differences of welded joints obtained and the implementation features with the three welding technology.If in the absence of heat treatment conditions or less maintenance in the field,it is also can be welded with differernt materials.However,we recommend using the new low-Cr high manganese AR617 weld rod to weld Cr5Mo so as to ensure that it will not low ductile fracture in the joints,the weld rod has excellent welding technology.Through joints sampling observation in the production practices and 44 000 hours service,performance is stable,fully meet the production requirements,the welding technology conditions is relatively simple.
heat-resistant steel welding;1Cr5Mo;process comparison
TG457.11
A
1001-2303(2011)07-0058-05
2010-12-20;
2011-06-15
赵 亮(1964—),男,河南清丰人,工程师,学士,主要从事焊接工艺的研究与教学工作。