弧焊电源的智能输入专家系统设计
2011-11-14李思奇吴志生郭建业张士亮陈晓燕
李思奇,吴志生,郭建业,张士亮,陈晓燕
(1.太原科技大学 材料科学与工程学院,山西 太原 030024;2.太原星云焊接设备有限公司,山西 太原 030024)
弧焊电源的智能输入专家系统设计
李思奇1,吴志生1,郭建业2,张士亮1,陈晓燕1
(1.太原科技大学 材料科学与工程学院,山西 太原 030024;2.太原星云焊接设备有限公司,山西 太原 030024)
介绍了弧焊电源输入给定方式由模拟给定到数字给定的发展历程。讲述了该焊机在DSP最小系统下的输入设计的特点。该系统仅需16个I/O端口便可完成焊接工艺参数的输入与同步显示,同时满足焊机控制系统的可升级性。在硬件电路中采用4×4键盘数字输入方式,与多显汉字模块的结合使输入系统操作简单化、人性化,加快了实时显示的响应速度。在软件编程中融入了独特的输入专家系统库,该库不仅可为输入系统提供参考,也能在焊接过程中提供校正功能。设计简化了以往的焊接输入操作界面,可实现自主优化焊接输入参数的功能,提高了输入系统的智能性。
输入系统;弧焊电源;智能给定
0 前言
随着电子产品的更新,焊机的输入给定系统已从模拟信号给定逐步转变为数字信号给定。完全模拟给定是通过调节印刷电路板中的电位器旋钮,实现焊接模拟量给定从零到最大值的变化[1-2]。随后,采用多路I/O端口和简单模拟量输入[2],通过开关器件的高低电平,可以选择切换相应的控制电路。
控制芯片(单片机、DSP等)在焊机中的应用丰富了给定系统的功能。通过调节电位器的分压值将模拟信号经A/D转换成数字信号送入CPU处理[3]。开关电路与键盘电路相结合[4],通过键盘输入控制参数,将数字信号直接送入控制芯片进行处理。
在数字给定系统中,由键盘输入各种所需的焊接参数,液晶显示技术的采用使给定操作界面更加简单快捷,可方便地选择和调节焊接工艺参数[5]。
在焊机给定系统中,液晶显示与键盘的模块化使其界面人性,功能丰富。给定专家系统库的引入使输入操作系统更为智能化。人机交互系统是数字化焊接电源的外在表现,灵活、友好的人机交互系统是数字化焊接电源实用化的重要标志[6]。
1 柔性化焊机软开关中的输入设计
1.1 硬件设计
该焊机控制芯片的核心是DSP系统,共需要16个I/O口,端口信号全部送入DSP进行处理。键盘部分采用4×4按键输入,输入为完全数字化,通过8个I/O端口即可完成全部焊接过程所需的焊接工艺。硬件电路如图1所示。
焊机起动后,全部芯片程序初始化结束,进入输入给定系统。扫描设定按键是否按下,当设定按键按下后,可以通过功能按键来选择焊接参数,按下位数键使输入数字更加快捷方便,当焊接参数输入完毕后,再次按下设定按键即可结束焊接前的输入设定。在输入过程中,配合优化按键,导入系统自身设定的输入专家系统库,优化给定焊接参数。
该焊机配置的显示电路如图2所示,显示模块属于图形液晶显示模块,其内部具有存储空间,与键盘输入、输入处理系统和焊机输入专家系统库相联系,可实时显示所需要的焊接工艺。为后续焊接过程的动态显示、控制波形提供了很大的扩展空间。
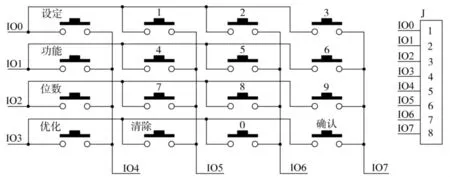
图1 键盘输入
1.2 软件设计
智能输入系统不仅要求硬件结构简单,在软件运行过程中,合理的程序调用、数据处理速度等都影响着操作系统的响应速度。
1.2.1 判断按键方法
该焊机选择的是初始全部置0,然后将4个行IO口分别置1,读列I/O口是否有变化,从而判断是哪个键按下。
1.2.2 按键抖动处理
键盘为机械触点式按键开关,将机械上的通断转换成电气上的逻辑关系。由于受到机械弹性的作用,按键在按下或释放的时候,通常伴随有一定时间的触点机械抖动,时间一般为5~10 ms。所以为保证CPU对按键正确的响应,需加入软件延迟。为避免按一次键,多次执行,在程序中加入检测,等到键释放后,再进行处理。
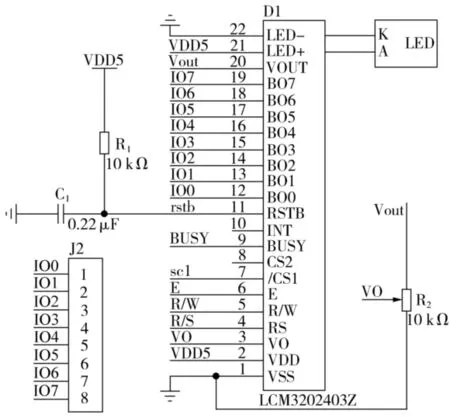
图2 显示电路
1.2.3 输入主流程
焊机输入主流程如图3所示,在焊机电源打开后,焊机进行自检,运行焊机总程序,各芯片初始化,然后进入输入主流程,等待焊接参数的输入。
清除按键直接接入系统中断,一旦清除按键按下,清空当前存储单元,自动返回输入功能子程序。当焊机处于输入状态时,若20 s内一直没有按键输入,则自动跳出焊接输入程序。
返回焊机总流程后,系统将按照输入的焊接工艺进行判断,初步选择合适的IGBT触发波形,然后等待是否开始焊接。
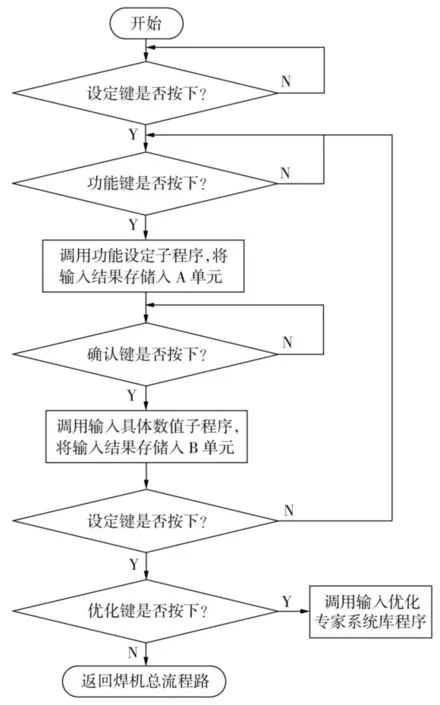
图3 输入主流程
1.2.4 功能设定子程序
该子程序的作用是选择具体的焊接工艺参数,即选择焊接母材、板厚、保护气体、焊丝材料、焊接电流、焊接电压等相关参数。第一次按下位数按键,端口开始扫描0~9哪个按键按下,然后将输入数值存入存储单元A;第二次按下位数按键,端口开始扫描0~9哪个按键按下,然后将输入数值乘以10后加上原存储单元A的数值,重新写入到存储单元A,确认键按下后,返回输入主程序。
1.2.5 输入具体数值子程序
该子程序原理与功能设定子程序流程类似,只是将输入数值进行运算后存储于B单元。在确认键按下前,将存储单元A和B的内容复制到新的存储单元数组input中。需要注意的是:一次焊接一般要输入几种焊接工艺参数,所以每次当复制存储单元A和B的内容时,需要将存储指针加2。按下确认键返回输入主程序。
1.2.6 优化专家系统子程序
焊接前不确定需要多大的电流、电压等工艺参数时,可以通过优化按键,由系统自动选出合适的焊接参数,输入的焊接工艺参数越多,最后选择出来的焊接工艺方法就会越准确。主要方法是通过输入的input数组,建立一种模糊比对查找,与焊机中的输入专家系统库进行对照,选择出合适的焊接工艺,将选择后的参数存储至resultinput存储单元(没有优化的输入参数最后也将复制到该单元,便于后续焊接过程控制程序的运行)。
焊接时反馈的电流、电压信号等焊接参数也随之发生变化,优化专家系统子程序在焊接过程控制程序中将再次被调用,通过采用不同的焊接参数组合,保证熔池处于理想状态,获得优良的焊缝[7]。
1.3 输入专家系统
输入专家系统库是提前设置好的一组数值,库中内容与代码表有相近之处,不同点在于其焊接工艺给定都是焊接效果不错的参数。代码功能说明表是为了更好地匹配键盘输入和输入专家系统库。
目前对焊机的输入设定进行了简单的编码,其部分代码功能如表1所示。
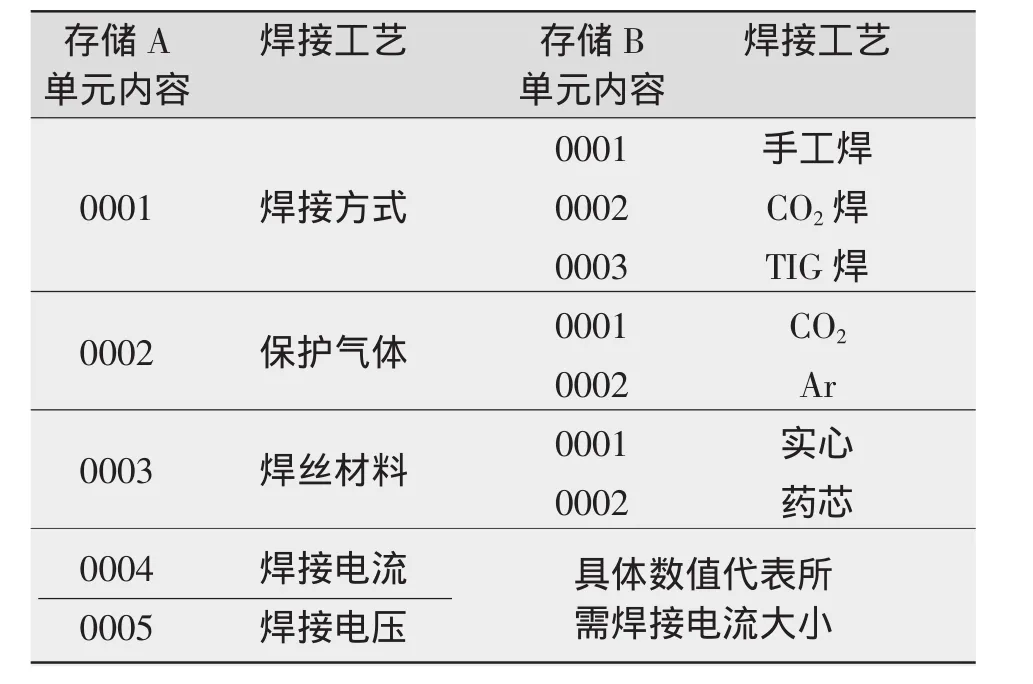
表1 部分代码功能说明
例如在resultinput存储单元中,若有00010002,00020001表示选择的焊接方式为CO2焊接,保护气体为CO2。经过专家系统设定算法,即可在专家库中找到相应的焊接参数。
2 结论
设计的焊机输入控制系统操作简单,与实时显示系统结合,使焊机输入更加人性化。输入专家系统库的置入,使焊机输入智能化。数据库系统为将来的焊机功能升级,提供了很大的发展空间。
[1]何 立.焊接与切割设备的使用和维修(三十二)[J].电焊机,2004,34(8):61-64.
[2]任福深,陈树君,管新勇,等.基于PMAC的开放式弧焊机器人系统接口设计[J].电焊机,2008,38(12):62-65.
[3]张 涛.单片机控制的IGBT逆变式多功能焊机的研究[J].电焊机,2001,31(6):24-27.
[4]朱玉欣,胡绳荪,傅育文.单片机控制脉冲等离子弧焊接系统的研制[J].电焊机,2004,34(10):28-31.
[5]朱志明,吴文楷,罗小锋.智能型多功能弧焊逆变电源及其编程控制[J].焊接技术,1999(增刊):15-21.
[6]姚河清,张振淑.全数字化多功能焊机人机交互系统的设计[J].电焊机,2009,39(12):72-74.
[7]乔立强,周文奇,张光先,等.全位置焊机电源参数给定程序设计[J].电焊机,2004,34(4):40-42.
Design for the intelligent input expert system of arc welding power source
LI Si-qi1,WU Zhi-sheng1,GUO Jian-ye2,ZHANG Shi-liang1,CHEN Xiao-yan1
(1.College of Material Science and Engineering,Taiyuan University of Science and Technology,Taiyuan 030024,China;2.Taiyuan Nebula Welding Equipment Co.,Ltd.,Taiyuan 030024,China)
This paper introduces the development of that the arc welding power inputting from analog given to digital given,tells the inputting features of the welder in DSP minimum system.The system only has 16 I/O ports that can complete the inputting and synchronous displayed of welding technology parameters,at the same time,makes controlling system of welder to have the scalability.The system uses the digital inputting way which combines the 4×4 keyboard and much shower Chinese module in hardware circuit.It makes the inputting system having the character of operation simplification and human nature,and quick responses of the real-time display.The unique inputting expert system library is used in software programming,it not only provides a reference for inputting system,but also provides the correction function in the welding process.This designing simplifies the inputting interface of previous welding,makes self-optimization inputting parameters,and improves the intelligent of inputting system.
inputting system;the power source of arc welding;intelligent given
TG409
A
1001-2303(2011)07-0019-03
2011-01-06
太原市科技明星专项资助项目(09121013);山西省自然科学基金资助项目(2006011061)
李思奇(1984—),女,河北廊坊人,在读硕士,主要从事软开关逆变弧焊器的控制研究工作。
