磨削液自动循环控制系统
2011-07-23黄宗响李春广靳继勇
黄宗响,李春广,靳继勇
(中原工学院 机电学院,郑州 450007)
磨削加工中磨削液(乳化液)的供给方式影响磨削加工质量和现场的生产管理[1]。目前,国内大多数企业仍采用单台磨床自带磨削液箱,并自成冷却润滑系统,通常磨削液的更换要靠工艺纪律监督来实现,或者工件加工质量达不到工艺要求时才进行。因此,磨削液超期使用的问题普遍存在,而且逐台更换磨削液费工费时,不但影响生产效率和生产环境,更重要的是影响产品的加工质量。磨削加工低噪声轴承等高品质产品时,磨削液的供给方式尤为重要,传统的磨削液供给方式已不能适应企业现代化管理的需要[2]。
1 系统构成及主要功能
该自动循环控制系统构成如图1所示,主要由PLC(可编程逻辑控制器)、水泵、过滤机、加药机、上水机、搅拌器、控制阀门及上、下水系统等构成。通过PLC的输入/输出及内部继电器和计时功能[3],控制各个动作,从而实现磨削液自动循环、自动过滤、自动补充及定期自动更换等功能。该系统实现了磨削液供给的网络化,可以把所有需要同样磨削液的磨床纳入网络,由中心泵房控制。因此,该系统特别适合产品较稳定,批量较大的磨削加工工序使用。
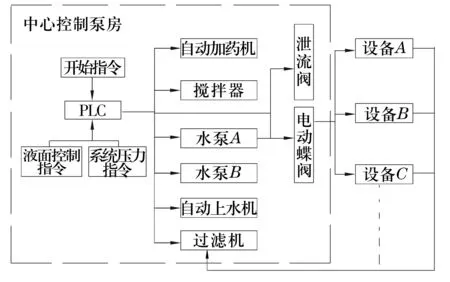
图1 自动循环控制系统网络框图
通过人机对话界面输入开始指令,PLC开始工作,启动水泵供液,通过上水管道到各个机床,磨削液连同磨屑、金属废末等通过下水管道流到过滤机,经过过滤的磨削液重新回到磨削液池,杂质等排出泵房外。其主要功能为:
(1)自动供液。
(2)由压力传感器监视系统压力,当系统压力不超过设定压力时(根据使用情况可设定两三个压力传感器的控制压力值)系统正常工作。当设备启动数量较少时,系统压力升高,此时,压力传感器动作,系统压力指令动作,使PLC控制泄流阀打开并泄流,从而维持供液系统压力的稳定。
(3)当磨削液蒸发和损耗到一定量时,液面低于规定高度,此时液面控制指令动作,按事先设定的配方制备并自动补充液体到规定液面高度。
(4)PLC的时间继电器计时,当磨削液达到使用期限时,系统自动报警并实现自动更换,更换过程中自动供液程序停止工作。
2 控制程序
2.1 主控制程序
系统主控制程序如图2所示。当开始指令成立时,PLC工作,子程序1开始运行;子程序4开始计时等待执行;压力传感器开始工作,当系统压力超过规定值时,泄流阀打开泄流;当液面低于规定液面时,中浮子开关(液面控制指令)动作,子程序2,3同时运行,实现磨削液的补充;当计时条件成立时,子程序4开始运行,同时关闭子程序1 完成自动更换磨削液程序。
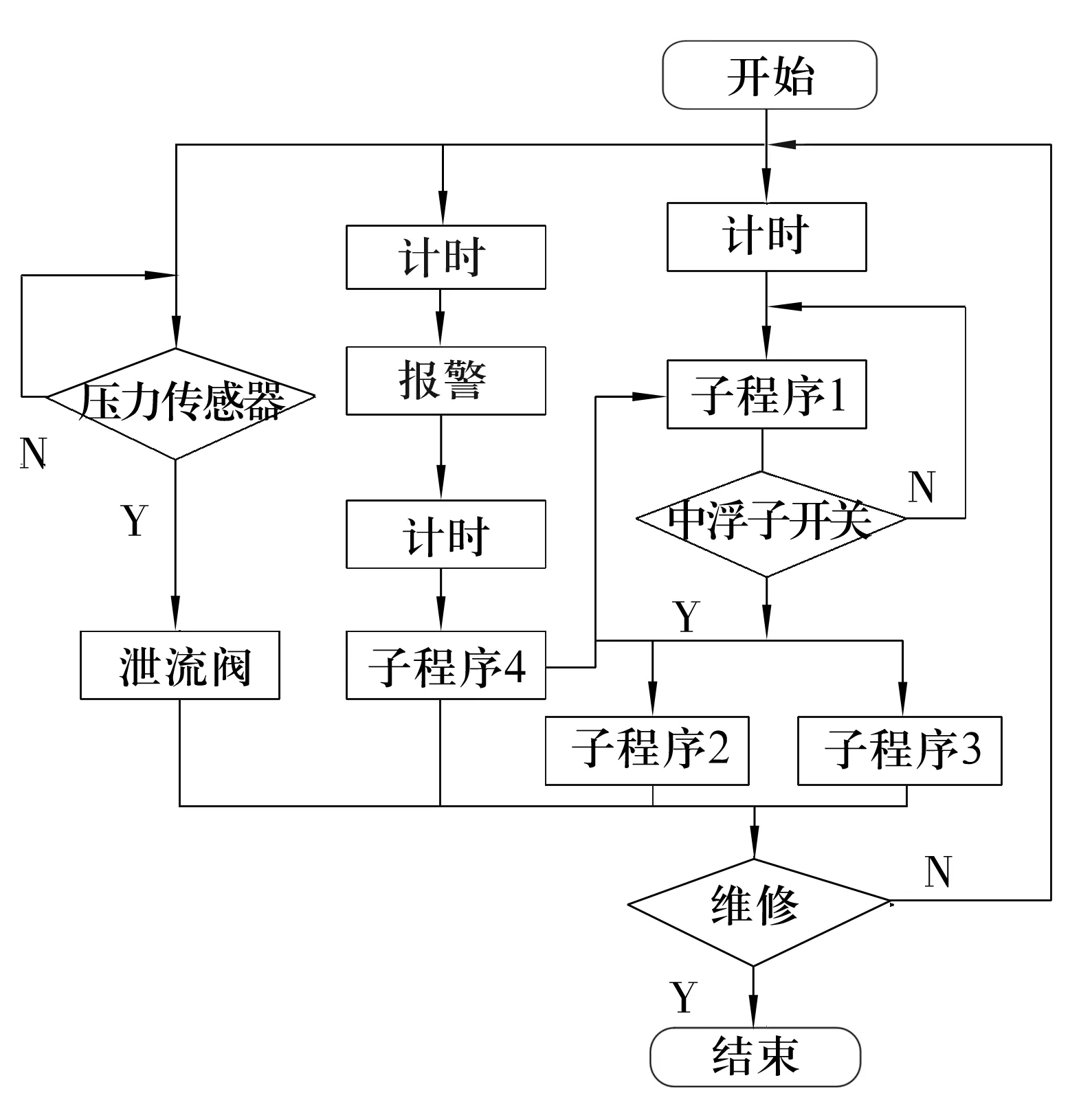
图2 主控制程序
2.2 自动供液控制程序(子程序1)
自动供液控制程序如图3所示。输入开始指令,子程序1运行,为各个机床提供磨削液;同时,过滤机开始工作,一般采用无纺布和磁性分离器进行自动过滤,实现液、渣的自动分离;为了防止下水管道阻塞,在每条下水管道的始端布设有专门的冲刷管道,当计时条件成立时,专用冲刷水泵B启动,进行强力冲刷,到规定时间自动关闭;考虑到磨削液的日常维护,为尽量延长其使用寿命,通过搅拌器定期定时进行搅拌增氧。
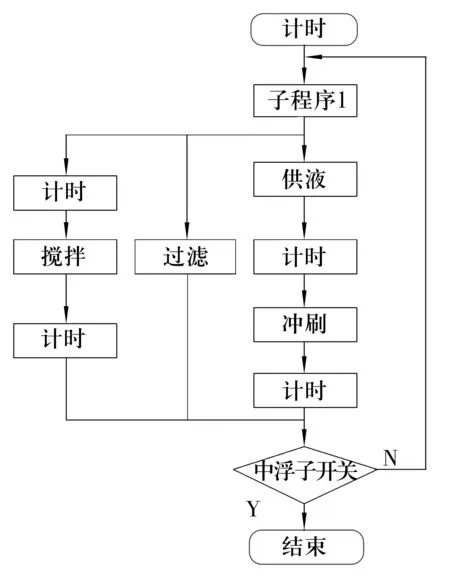
图3 自动供液控制程序
2.3 自动加药、上水控制程序(子程序2,3)
自动加药、上水控制程序分别如图4、图5所示。当磨削液液面低于规定值时,中浮子开关接通,使子程序2,3同时运行。加药机上舱门打开,开始进药,当达到规定质量后,第1个压力开关接通使上舱门关闭;接着下舱门打开,并由时间继电器控制,定时关闭;同时,搅拌器开始工作将其搅拌均匀,并定时关闭。子程序3开始运行时,上水阀门打开上水,液面达到规定值时上浮子开关接通,上水阀门关闭,完成上水过程。
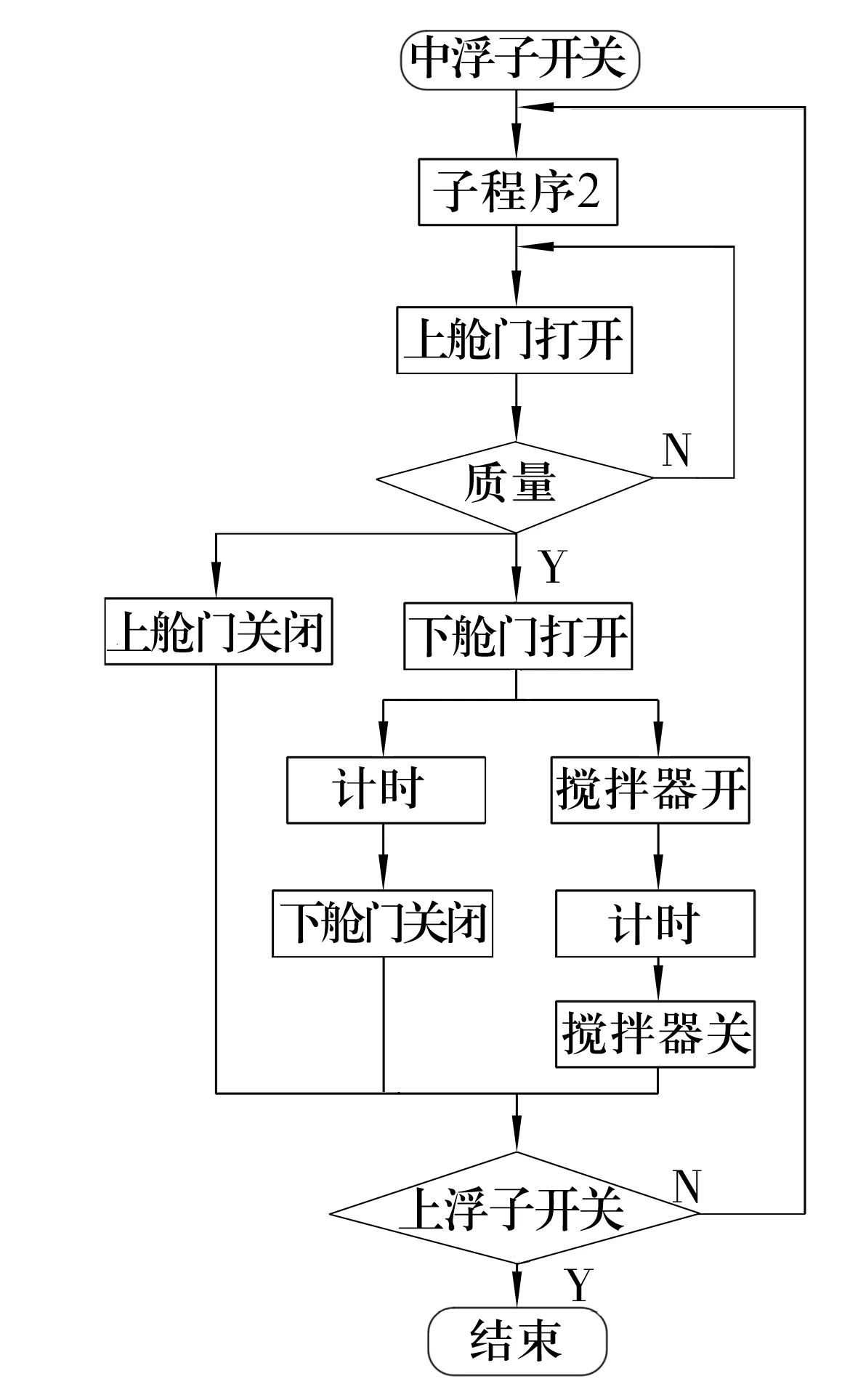
图4 自动加药控制程序
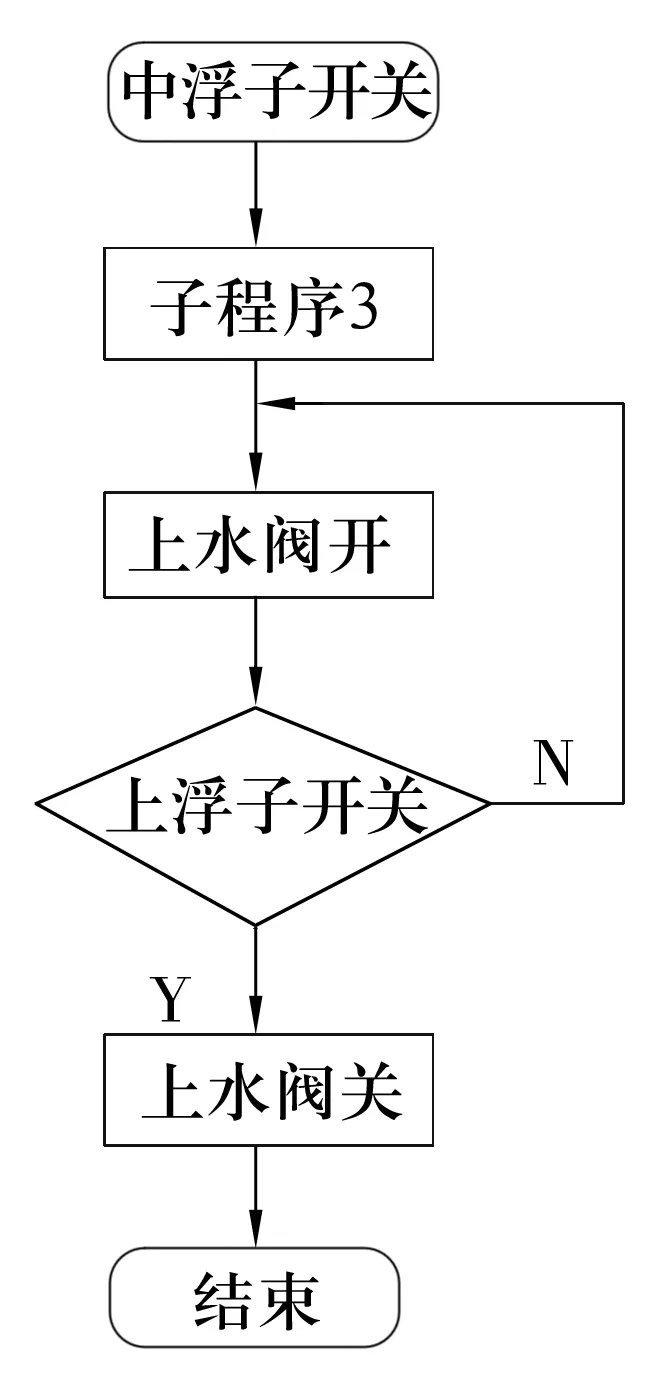
图5 自动上水控制程序
2.4 自动更换磨削液控制程序(子程序4)
自动更换磨削液控制程序如图6所示,由PLC内部时间继电器控制,当到达磨削液更换周期时,系统报警,提醒准备更换磨削液。子程序4开始运行时,排水阀门打开排水,同时中浮子开关功能丧失。当下浮子开关接通时(说明水已排完),排水阀门关闭,回水口关闭,上水阀门打开(即子程序3运行)并恢复中浮子开关的功能;子程序2同时运行,由于更换磨削液时加药的质量(事先设定)与平时补充时加药的质量不同,因此,由下浮子开关控制加药机第2个压力开关工作,以控制加药量。
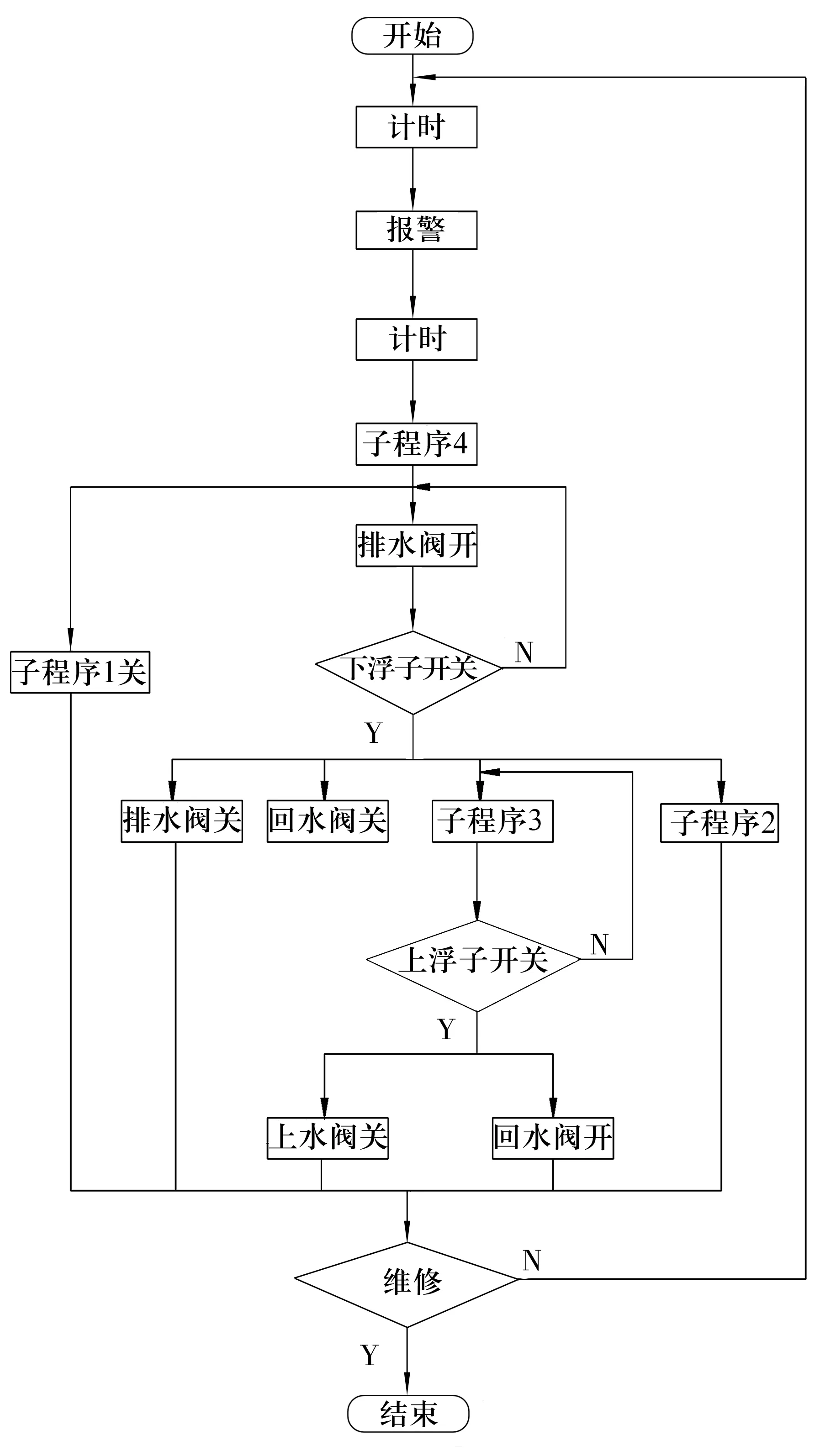
图6 自动换水控制程序
3 硬件系统原理
3.1 控制系统电气原理
磨削液自动循环控制系统的电气原理如图7所示,分别实现了电控柜内照明、称重传感器的直流供电、西门子S7-224XP可编程序控制器的供电,分别通过接触器控制供液泵、过滤机、冲刷水泵、搅拌器的运行。
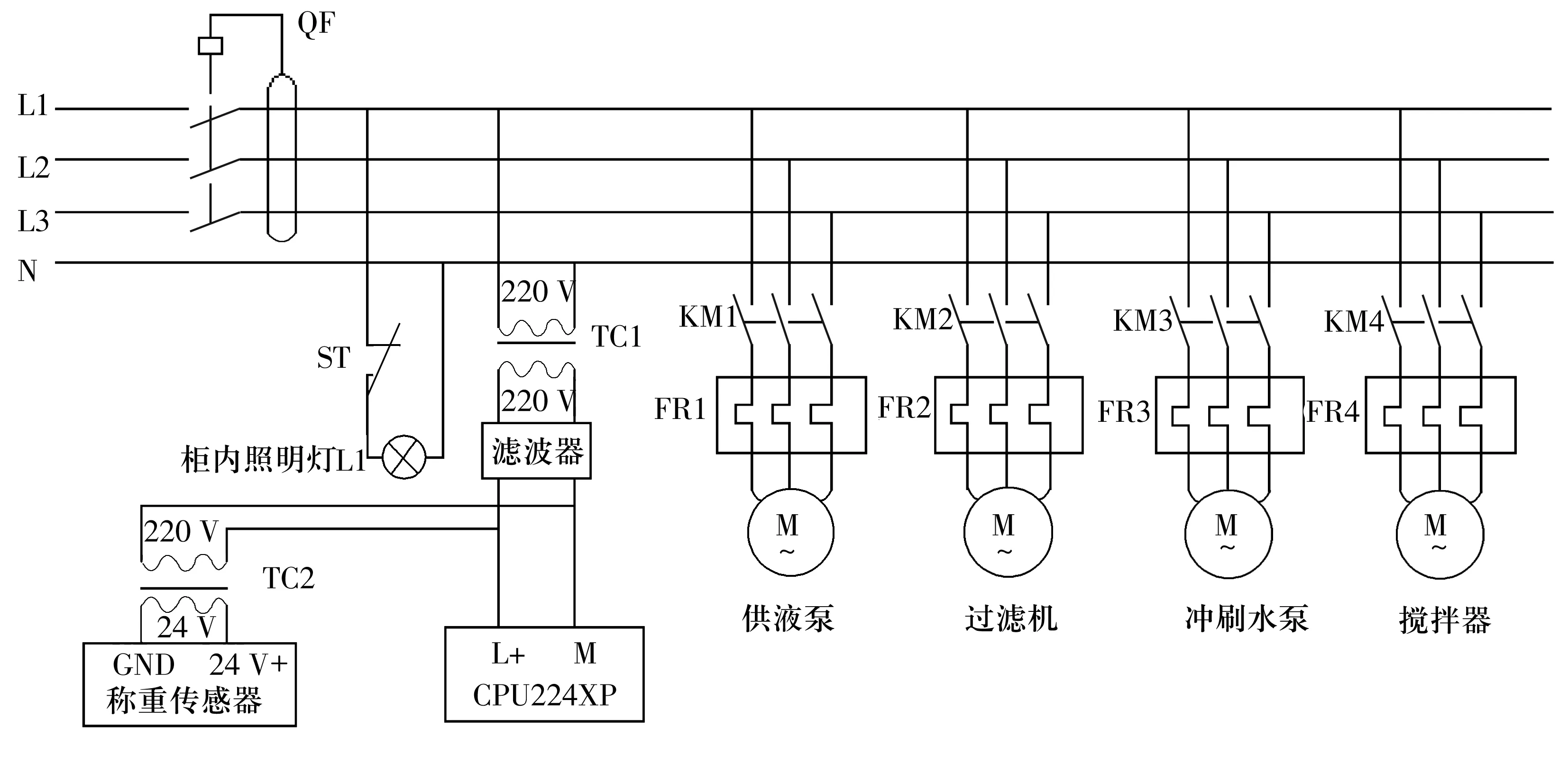
图7 电气原理图
3.2 PLC的接线原理
根据系统特点,PLC选用西门子S7-224XP,其接线图如图8所示。I0.0与I0.1分别接启动、停止按钮,I0.2~I0.5接供液泵、过滤机、冲刷水泵、搅拌器的热继电器常开开关,I0.6接系统压力继电器,I0.7~I1.1接液面的上液位开关、中液位开关、下液位开关;Q0.0~Q0.3接供液泵、过滤机、冲刷水泵、搅拌器的接触器线圈,Q0.4接泄流电磁阀,Q0.5~Q0.6接磨削液配药机的上舱门电磁阀与下舱门电磁阀,Q0.7与Q1.0接配料液的进水电磁阀、排水电磁阀,Q1.1接磨削液更换周期到时的声光报警装置;S7-224XP自带的模拟量输入通道与称重传感器的变送器信号端连接。
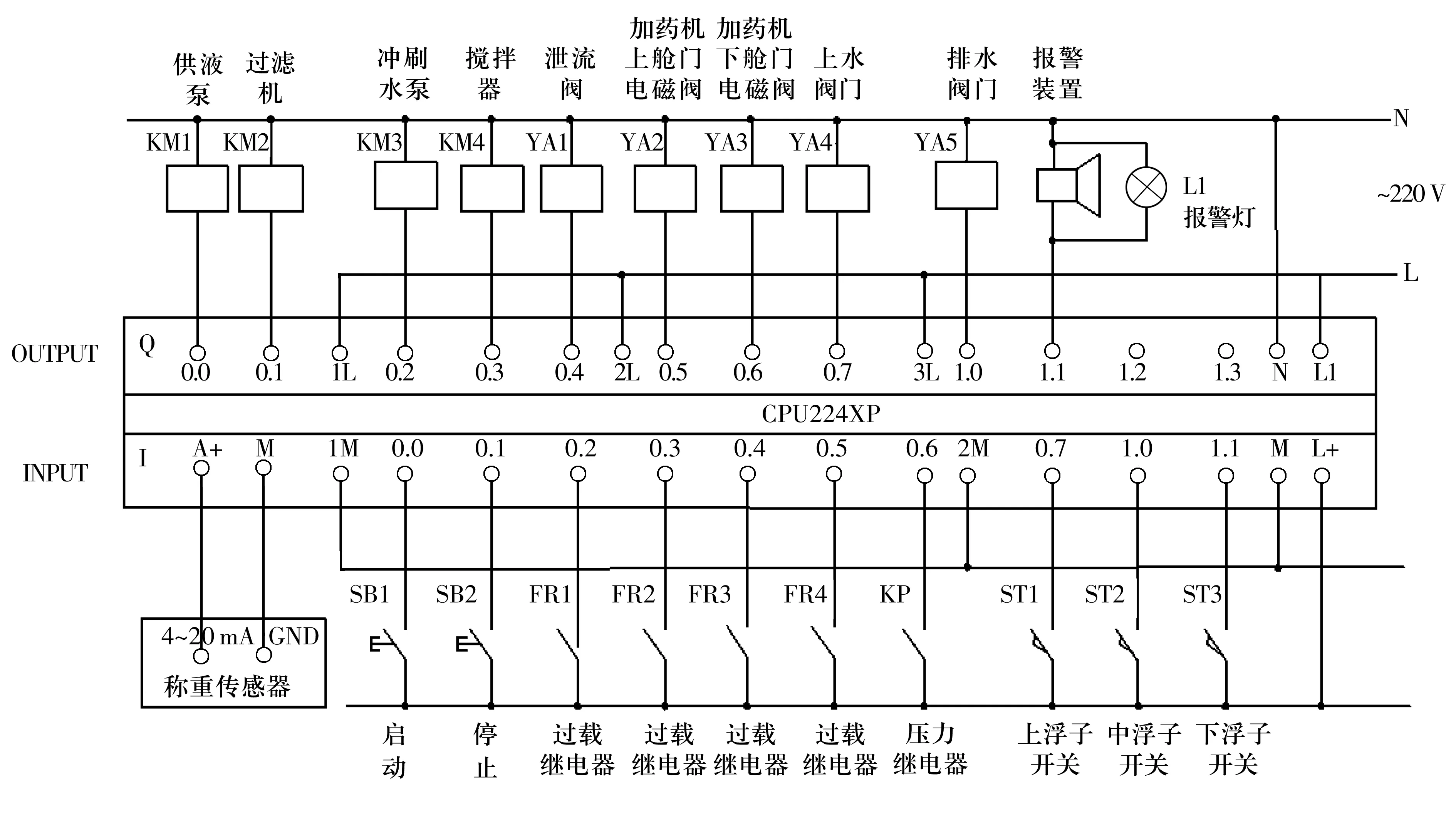
图8 PLC的接线原理图
4 结束语
磨削液自动循环系统实现了供液、维护、补充、更换的自动控制,便于磨削液的质量监控,杜绝了超期使用现象。为加工高品质机械产品,推行精益生产方式,促进生产现场的现代化管理打下了良好的基础,同时也为网络化制造系统的建立创造了条件。
