M8835P砂轮修整器的改造
2011-07-23赵景周
赵景周
(洛阳LYC轴承有限公司 大型轴承厂,河南 洛阳 471039)
推力调心滚子轴承内圈滚道磨床M8835P的砂轮修整器设计的砂轮修整范围为R200~400 mm,现因生产需要,急需加工超出此范围的产品(R为162 mm)。若重新设计、制造砂轮圆弧修整器,制造时间长,影响生产加工,因此在原砂轮修整器的基础上,进行改造利用。
1 改造前砂轮修整器的设计原理
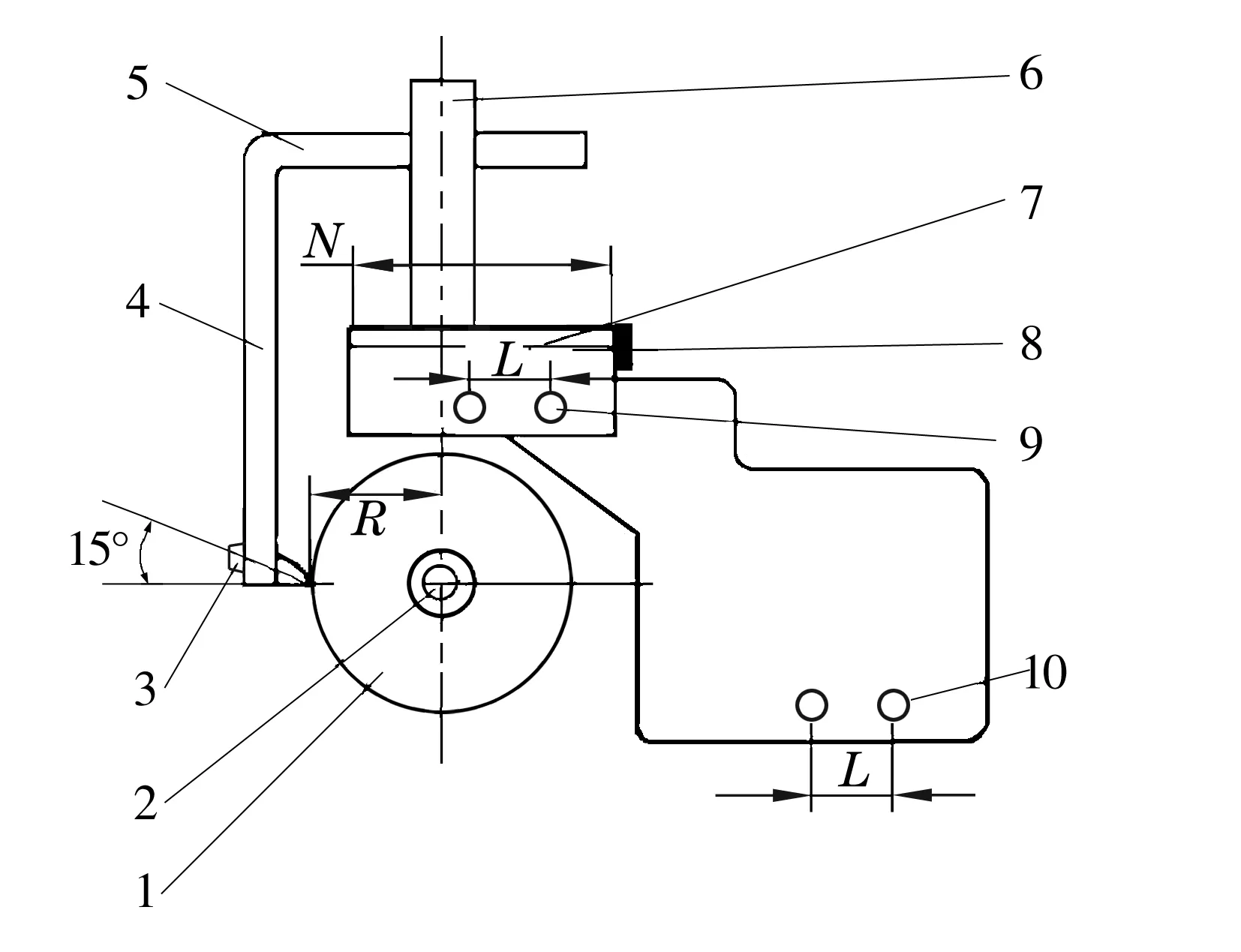
M8835P磨床结构如图1所示,砂轮圆弧修整器的工作原理如图2所示。砂轮的位置固定不变(砂轮半径在磨削过程中因磨损而变小),转臂绕转轴旋转,且长短可调,转臂的长短决定了砂轮修整器修整出的砂轮曲率半径的大小。转轴沿丝杠横向移动(砂轮的进给方向),确保砂轮与修整器的金刚石笔尖始终相切;转轴沿丝杠纵向移动(砂轮轴的方向),确保修整器转轴中心与产品的曲率中心重合,使砂轮修整器修出的砂轮轮廓与产品的轮廓相吻合。转轴横向最大移动距离N为200 mm,纵向移动距离n为50 mm;修整器调整到横向的最小极限位置时的轴心距(转轴中心与砂轮轴中心之距)M为150 mm;修整器座的两安装孔之间的距离L为60 mm。金刚笔紧固在挡臂上,转臂的调整距离长则修整半径大,反之,则修整半径小。砂轮轴直径为32 mm,常用砂轮的规格有Φ200,Φ170,Φ150和Φ100 mm几种。

1—床体;2—工件;3—砂轮;4—修整器;5—床头箱图1 M8835P磨床结构简图

1—砂轮;2—砂轮轴;3—金刚笔;4—挡臂;5—转臂;6—转轴;7—丝杠;8—修整器座;9—定位孔图2 砂轮修整器工作原理简图
2 改造方案
由图2可知,圆弧修整器的修整范围为R=M+D/2+N=150+D/2+N,D为砂轮直径。即当Nmin=0时,Rmin=M+Dmin/2+Nmin=150+100/2=200 mm;当Nmax=200 mm时,Rmax=M+Dmax/2+Nmax=150+200/2+200=450 mm。由此可知,修整器不可能修整出半径小于200 mm的圆弧砂轮,必须对其进行改造。
由上述分析可知,影响圆弧修整器修整半径的因素为:砂轮直径D和轴心距M。砂轮直径虽然可以改变,但砂轮直径太小不仅影响磨削效率,而且还会影响磨削产品的精度和加工表面质量。轴心距的改变对产品加工没有什么影响,但有可能造成机床各组件间的相互干涉。由图2可知,转轴安装在修整器座,修整器座与砂轮轴中心在同一水平线上,若缩小砂轮中心到转轴中心的距离,可能造成修整器座与砂轮发生干涉。因此,只有转轴与砂轮轴的距离大于砂轮半径时,才能保证不发生干涉。
采用加装过渡块(图3)的方法,把修整器整体上移、横移,越过砂轮,使修整器避免了因缩小轴心距而造成修整器座与砂轮产生干涉的问题。加长挡臂长度,保持金刚笔原位不动,从而实现缩小修整半径的目的。改进后的砂轮修整器结构如图4所示。

图3 过渡块
1—砂轮;2—砂轮轴;3—金刚笔;4—挡臂;5—转臂;6—转轴;7—丝杠;8—修整器座;9—定位孔;10—安装孔图4 改进后的砂轮修整器结构简图
改进后的修整器在垂直移动方向考虑到使用大砂轮(Φ200 mm)时可能发生干涉,将移动距离增大为h=D/2+1=100+1=101 mm。横向移动方向考虑到加工更小尺寸的产品,移动距离增大为H=M+D/2-R=250-50=200mm
(即越过砂轮轴中心50 mm)。此时,砂轮修整器的修整范围为:Nmin=0时,Rmin= -50+D/2+Nmin=-50+200/2=50 mm,Rmax=Rmin+Nmax=250 mm(实际可加工200 mm)。
改造后,对产品29418/02进行加工,套圈内滚道半径的图纸要求尺寸为162.3 mm,加工后实测尺寸为162.3 mm,使用证明,完全符合加工要求。