外方内圆不锈钢管超声波探伤
2011-07-23易子安吴敦明
易子安,吴敦明
(中科院等离子体物理研究所,合肥 230031)
中科院等离子体物理研究所承接ITER项目中超导导体线圈的研制。超导线的保护外套(简称铠甲)由外方内圆的不锈钢管制造,因其内部通有液氦,并在盘绕成线圈时受弯曲变形,对其质量要求就十分严格。用超声方法检出导管母材中的缺陷成为保障其质量安全的重要手段。
1 铠甲母材的基本情况及检测难点
1.1 铠甲母材的基本情况
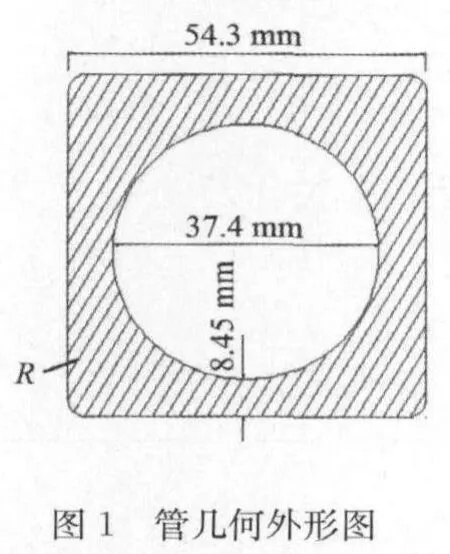
铠甲材料的断面形状如图1所示,金相照片见图2。
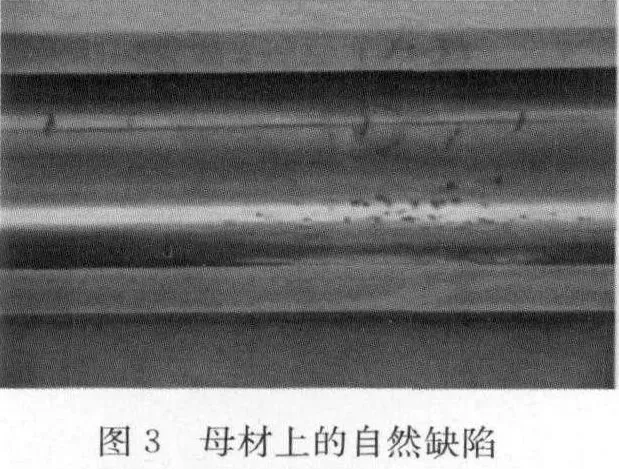
母材在制造过程中可能产生裂纹、凹坑和折叠等多种缺陷。图3是内缺陷的例子,有的裂纹正好分布在壁厚最厚的45°部位。
1.2 检测难点
(1)外方内圆的结构要实现超声全体积的覆盖较为困难。
(2)ITER文件要求标准人工缺陷为φ0.5 mm孔和R0.5 mm×2 mm的半圆槽,以此来确定灵敏度。其要求高于一般ASME标准中的要求,成为了检测的一个难点。
(3)材料的超声衰减较严重,声波穿透力较差,增加了检测难度。经测量,φ0.5 mm×7 mm的横孔中,横波穿过10 mm声程差时的增益差达16 dB。
2 试块
2.1 试块的外形
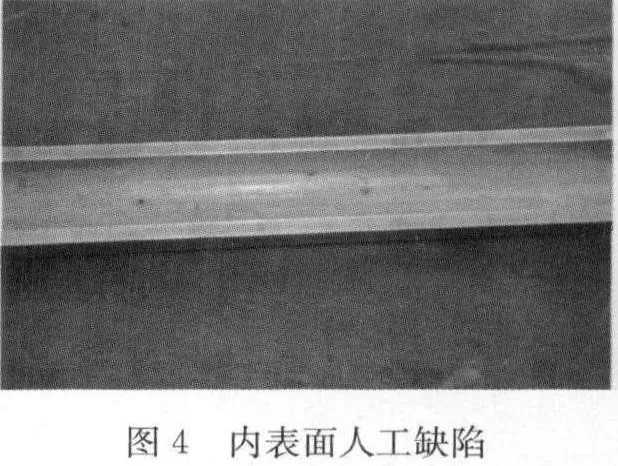
图4和5为内外表面刻有人工缺陷的试块。
2.2 试块的说明
(1)试块的材料﹑表面粗糙度﹑执行标准﹑声学特性﹑人工缺陷公差﹑缺陷间距﹑标定方法等遵照SE-213《金属管材超声检测的标准探伤方法》标准中的规定。
(2)缺陷的数量,在1/4横断面上看有33个,整个母材横断面分布的缺陷数等于132个,从横断面上看,位置完全不同的人工缺陷有68个。在校准检测仪器探头系统时,这些缺陷均需要一次扫查中探出,以保证在探测工件时不易漏掉自然缺陷。


(3)人工缺陷种类有纵向、横向和斜向的φ0.5 mm孔和垂直于内外表面刻入的纵向及横向的R0.5 mm×2 mm的半圆长槽,一共5种缺陷。以避免不同方位形状的缺陷漏检。
(4)通过多次声束有效横向覆盖宽度的试验,已经确认,选择适当的探头,声束完全可以覆盖试块的全体积。
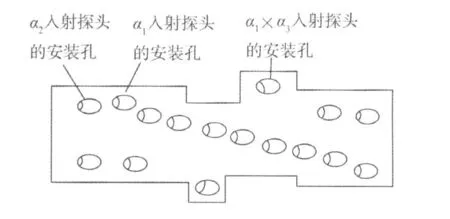
图7 探头布置示意图
3 检测系统和检测方法
3.1 检测系统
探测系统涵盖探伤仪系统﹑水槽系统和管子翻转机构。
(1)仪器的通道数由所用探头数目决定。笔者用图6所示16通道手动探头车扫查。

图6 探头车
(2)探头布置示意图参见图7。
(3)采用探头车(架)运动方法时,其水槽最简单,仅用一个水槽。仅需具有足够的长度以保证管子两段有安装减少端头探测盲区的延伸段。采用管子运动实现探伤的水槽,则应采用内外水槽,分别用于保水和供水。
(4)翻转机构。用探头车手动扫查时,每次扫查管子的1/4。管子需要翻动3次,探头车走4趟。翻转管子的方法是通过杠杆装置抬高管子的端头,而后在管子两端头各套上一内方外圆的套管,使方管翻转转变为滚动。用自动或半自动扫查时,方管的翻转是通过一个特制的翻转机构进行。
3.2 水浸多探头非垂直入射探测方法
(1)探测时采用水浸探测法。工件和试块均浸没在水槽中,耦合介质为水。可以采用手动扫查﹑半自动扫查和自动扫查。
(2)探头采用多个聚焦探头。其数量根据配用的自动装置决定。如果是手动每次扫查1/4截面,用探头车下的滚轮在工件上滚动实现扫查,最少可用16个探头,安装在探头车上。若配用二维机械精密扫查系统,探头数量可大量减少。可以由它带动探头往返精密扫查。
(3)探头的安放应使产生的声束以非垂直的方向入射工件。垂直入射带来的不利是界面波十分强劲,占宽太大,影响缺陷的识别。
3.3 探头的参数
3.3.1 基本参数
手动探头扫查时,探头频率为2.5 MHz,水距离为 20 mm,聚焦方式为线聚焦,晶片直径为φ10 mm。
3.3.2 探头入射角的确定
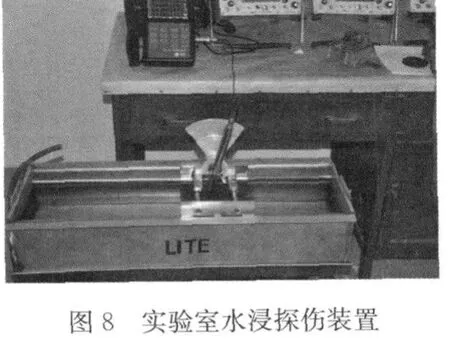
(1)首先自制了一台实验室水浸探伤装置(简称LITE),其实质是一个可变角水浸探头装置(图8)。在装置里对短试块进行试验(短试块见图9),以确定最佳入射角。

(2)最佳入射角大小与水温和不锈钢材质有关。但所有测得的最佳入射角可分为两类,一类是α1,钢中折射角既有纵波又有横波。另一类是α2,钢中只有横波。
(3)偏离中心垂直线一定角度的内表面缺陷,探测时极难发现,采用在两个垂直平面内各倾斜一定角度的主体角,可以获得满意的效果。
4 声波理论和焦距计算公式
4.1 声波类型和声束指向
(1)探头是以三种不同角度入射的,α1,α2和α1×α3。α1入射时,其声束指向见图10。图中可见,有两个主声束,一个是纵波声束,一个是横波声束。这两个声束在探伤中均被利用。由于声速的不同,不会互相干扰。

(2)纵波束发现表面缺陷十分敏感。探测外表面的φ0.5 mm中心竖孔和纵向及横向半圆槽时均是利用此声束。用折射角为β1S的横波探测内表面半圆槽和工件内位置较深的φ0.5 mm横孔。
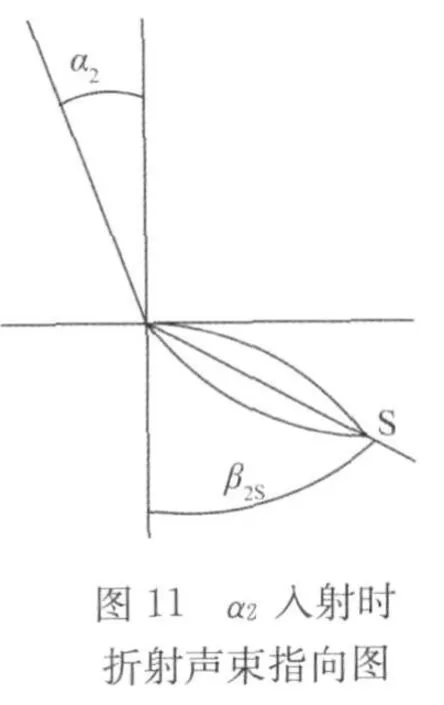
(3)α2入射时,声束指向如图11所示,折射波为β2S的横波。用它探测距表面很近的缺陷。可使缺陷波与界面波拉得很开。
(4)α1×α3入射角声束指向见图12。图中可见,在ABCD平面内看,入射波倾斜α1。在EFGH平面内看,入射波倾斜 α3。折射角为 β1S×β3S,即Af与法线所成的夹角,波形为横波。用此入射角可敏感地探测到内孔偏离中心垂直线一定角度的缺陷。
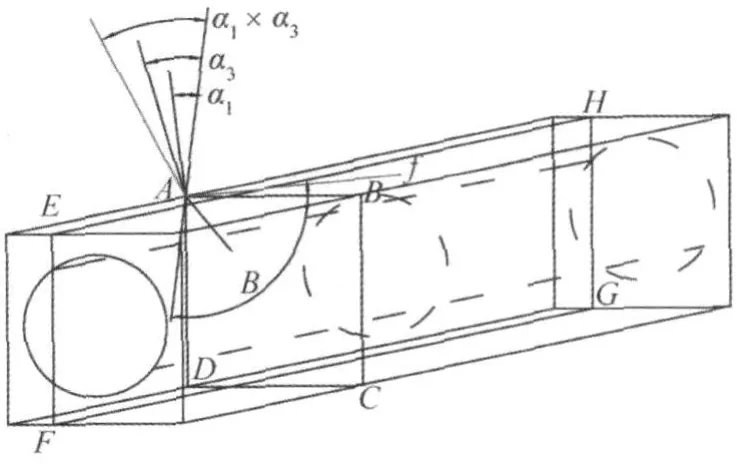
图12 α1×α3入射声束指向图
4.2 焦距计算公式
探头的有机玻璃声透镜的曲率半径R按焦距F计算(R=0.464F)。水浸探头焦距的长度F应为两段距离之和,水距离(L水)和折合成水中距离的钢中所占距离(L水→钢)之和。即F=L水+L水→钢。
当焦距大于晶片直径时,通过几何光学的方法可以证明 :L水→钢=v钢/v水×L钢,所以F=L水+v钢/v水×L钢 。
对于纵波FL=L水+v钢L/v水×L钢L,横波Fs=L水 +v钢s/v水×L钢s,如果v钢L=5 720 m/s,v钢s=3 160 m/s,v水=1 490 m/s,得 到FL=L水+3.8L钢L,FS=L水 +2.1L钢S。
5 试验结果和措施分析
5.1 试验结果
(1)试验敏感地探出所有的标准人工缺陷,实现了全体积扫查。缺陷波容易识别,信噪比都能达到令人满意的程度。
(2)探伤时,仪器增益调在23~49 dB范围内,所有缺陷波均达到合适的高度。标称增益范围为100或110 dB的仪器都能提供足够的灵敏度余量。
(3)探头车行走平稳。车轮和探头的下半截在水中按150 mm/s的速度行走,无明显水波,不产生杂波干扰。
(4)多通道仪器显示的波形与单通道时一致。多探头发射和接收的声波无干扰。总之水浸多通道非垂直入射法可以实现外方内圆不锈钢管较高灵敏度的检测。
5.2 措施分析
以下措施确保了试验方案能够克服外方内圆不锈钢管的检测难点:
(1)线聚焦探头和用近表面下的纵波探测外表面缺陷的方法克服了灵敏度要求高的困难。
(2)多探头小车方式和多角度入射方式克服了外方内圆结构带来的缺陷方位复杂的困难。
(3)采用较低频率(2.5 MHz)和较小折射角的横波探测,缩短了探头至缺陷的声程,克服了材料衰减问题。
(4)非垂直入射的方法避免了水/钢界面波的干扰,对距表面较浅的缺陷声程短,从而灵敏度够用。采用较大折射角的横波探测,使缺陷波在荧光屏上的位置离界面波较远,图形清晰,利于用闸门控制报警,参见图13。

图13 缺陷波离界面波较远,图形清晰
