电站锅炉接管座角焊缝超声相控阵检测技术
2011-07-23牟彦春金南辉
牟彦春,金南辉,葛 翔
(浙江省特种设备检验研究院,杭州 310020)
在电站锅炉制造和安装过程中,为了避免强制对口和方便现场施工,在汽包、管道及联箱与接管间均须加装管座,因此存在大量的管座角接头焊缝。其在电站锅炉的总焊缝中占有很大比例,其质量的优劣直接影响电站锅炉运行的安全可靠性。接管座角焊缝坡口形状和结构复杂,接管座与母体的厚度往往相差很大,角焊缝在焊接过程中由于冷却速度较快,容易出现未焊透、未熔合和裂纹等缺陷,焊接质量难以保证。在电站锅炉启停和运行过程中,锅炉管座角焊缝既要承受结构应力也要承受由于温度变化和运行工况的波动而引起的热应力,受力状况极为恶劣。随着运行时间的积累将导致原有焊接缺陷的扩展和热疲劳裂纹的形成和发展,最终会引起锅炉的爆漏。在电站锅炉检验中,管座角焊缝是多见的失效部位,也是重点检验和监测部位,因此提高管座角焊缝无损检测的可靠性和有效性,监测缺陷的发展、变化,对指导缺陷的处理及锅炉的安全运行有着非常重要的意义。
1 管座角焊缝的结构特点
常见接管座角焊缝的形式有插入式和安放式两种。插入式管座角焊缝是接管座插入集箱筒体或管道内焊接而成;安放式管座角焊缝是接管座安放在集箱筒体或管道上焊接而成。接管座焊缝和坡口形式皆为马鞍形,管座上有一倒角台阶,距焊缝约60~90 mm,在管座角焊缝中,危害最大的缺陷是根部未焊透、未熔合和裂纹等纵向缺陷(沿焊缝方向)。300 MW机组电站锅炉主蒸汽管道安全阀插入式管座角焊缝具体示图见图1。
2 管座角焊缝常规超声检测的技术难点
目前常规超声波检测是管座角焊缝常用的内部缺陷检测方法。超声波检测方法对未焊透、未熔合和裂纹等面积型缺陷比较敏感,检测灵敏度也较高,且操作不会受现场条件的太多限制,工作效率高。但由于管座角焊缝的结构复杂,超声波检测时受到管座曲率、壁厚和马鞍状焊缝形式等因素影响,以及探测位置的局限,导致缺陷信号的识别难度大,缺陷的定位困难。常规超声检测管座角焊缝的技术难点有:

图1 插入式管座角焊缝结构形式及图片
(1)缺陷信号的识别难度大。支管曲率大且壁薄,在支管面探伤时选用大K值探头易出现表面波干扰;主管内孔壁产生反射波干扰,即局部特定位置的变形波干扰;角焊缝接头形式多样复杂(有马鞍式、插入式等),焊缝坡口形式多样,致使干扰波出现在示波屏上的位置与缺陷波出现的位置易混淆。
(2)缺陷定位困难。焊缝两侧的非对称管结构使对接焊缝中常用的缺陷定位方法失灵。角焊缝接头形式多样,不同的接头形式需要不同的定位方法,如主管面探测时超声波入射方向随入射点曲率的变化而变化,使用二次波探伤时反射面的曲率点也各不相同,反射波的方向也随反射点曲率的变化而变化,故主管面探伤定位受到很大影响。
(3)角焊缝超声波检测面为单面单侧,对于插入式接管角焊缝直管侧,探头移动的距离一般较短,无法对焊缝整个截面实现100%检测,导致焊缝中部分漏检。
3 管座角焊缝相控阵超声检测技术
超声相控阵检测技术的主要特点是多晶片探头中各晶片的激励(振幅和延时)均由计算机控制。压电复合晶片受激励后能产生超声聚焦波束,声束参数(如角度、焦距和焦点尺寸等)均可通过软件调整,因此相控阵检测的缺陷检出率和检测可靠性均优于常规超声波检测。
3.1 模拟仿真CIVA软件
对于管座角接头类复杂结构,超声波传播复杂,常规超声检测有很大难度。对管座角接头进行超声相控阵检测时,可以利用无损检测模拟仿真软件CIVA模拟检测的全过程,既可以实现超声波传播路径的可视化,使检测人员清楚地观察到超声波何时探测到焊缝、何时探测焊缝之外以及探测到管座结构界面,从而实现辅助识别、定位缺陷信号的作用;而且,CIVA也可以对检测方法进行设计和优化,确定实际需要的探头形状和最优延迟法则,进而提高相控阵检测的可靠性[1-2]。
3.2 超声相控阵检测扫查方式和视图
扫查器(编码器)的移动和相控阵波束方向的结合形成了特定的扫查方式。选择合适的扫查方式可以检测缺陷并对其进行定量。焊缝相控阵检测时一般选择线性扫查方式即沿着线性路径(扫查轴或步进轴)进行一维扫查,所有的数据都通过单一的轴采集,使用一个编码器,如图2所示。线性扫查需要设置扫查速度,扫查轴,以及编码器的分辨率。
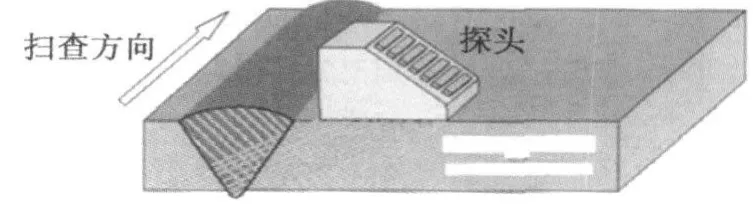
图2 线性扫查示意图
4 现场检测应用
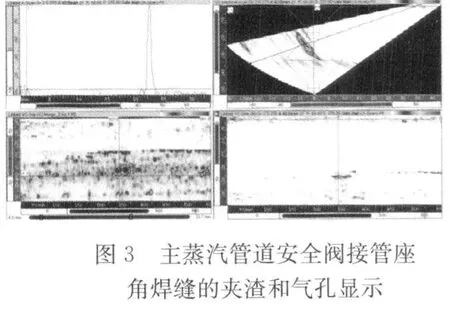
在浙江某电厂300 MW亚临界机组锅炉进行内部检验时,笔者对汽包安全阀、主蒸汽管道、再热热段管道安全阀接管座角焊缝进行了超声相控阵检测(图1b)。使用设备为加拿大R/D TECH公司制造的全扫型相控阵仪OM INISCAN-MX,检测参数见表1。检测时发现一处未焊透缺陷和多处记录性缺陷。实际检测结果证明超声相控阵检测可靠性好,可成像显示,缺陷分辨力高。检查所得缺陷显示图像如图3~5所示。

表1 工件的基本参数及检测的基本设置


5 结语
相控阵超声检测技术具有波束方向和焦距自由变换,检测结果易于成像,检测可达性和适用性好等优点,所以能有效检测无论直径大小、壁厚厚薄的锅炉、压力容器和压力管道等承压设备的对接接头及接管座角接接头,该技术能提高超声检测的精确性、重现性及检测结果的可靠性,实现检测结果多维显示,有效保证锅炉的安全经济运行。
[1]Steve Mahaut,Pierre Calmon,Sy lvain Chatillon,et al.U ltrasonic NDT simulation tools for phased arraytechniques[J].Review of Progress in Quantitative Nondestructive Evaluation,2001(22):777-784.
[2]Steve Mahaut,Sy lvain Chatillon,RaphaÄle Raillon-Picot,et al.Simu lation and app lication of dynam icinspec tion modes using ultrasonic phased arrays[J].Review of Progress in Quantitative Nondestructive E-Valuation,2004(23):777-784.
