磨削热对碳纤维复合材料表面质量影响研究
2011-06-05鲍永杰,高航,马海龙,李伟
鲍 永 杰, 高 航, 马 海 龙, 李 伟
(大连理工大学 精密与特种加工教育部重点实验室,辽宁 大连 116024)
0 引 言
碳纤维-环氧树脂基复合材料(简称碳纤维复合材料)因其独特的轻质、高强度等机械、物理特性在诸如飞机机翼、航天飞行器舱体等航空航天领域得到越来越广泛的应用[1、2].磨削加工是碳纤维复合材料加工的重要环节,其加工精度和表面质量对碳纤维复合材料构件的使用性能、可靠性和使用寿命等产生重要影响.但碳纤维复合材料构件层铺结构的制备特点导致其力学性能呈各向异性,层间强度低,且碳纤维的硬度高、强度大、导热性差,在加工过程中,加工精度和加工质量难以保证,此外,碳纤维复合材料中树脂基体的热强度一般在200~300℃,因此加工温度是否对加工质量有不利的影响有必要进行深入研究.
复合材料后加工理论与工艺引起了国内外的广泛关注,在复合材料磨削机理、热影响等方面展开了一些研究.Hocheng等在碳纤维复合材料磨削试验的基础上,提出预测复合材料切削力的机械学模型,分析了纤维方向对切边、表面粗糙度和切削力的影响,并推荐了纤维的磨削方向[3、4].Hu等以单向碳纤维复合材料为研究对象,探讨了不同纤维方向下磨削力和表面质量的变化规律[5].在热影响方面,Ogi等在单向CFRP中建立了不同温度下阻力和压阻机电二维模型,用于在温度和拉力同时作用下的应力预测[6].Antonucci等研究了复合材料成型制造时如何减少热梯度影响引起的复合材料破坏问题,提出了一种基于尺度分析能量平衡方程以管理固化反应中产生的热量,使得在树脂固化之前最小化温度梯度的新方法[7].Costa等建立了制备厚截面复合材料层合板时的热流体力学模型,研究了厚截面树脂基体复合材料制造过程中内部温度场的发展变化[8].
复合材料热研究主要集中在复合材料的制备工艺方面,对于碳纤维复合平面磨削温度方面研究目前仍未见报道.因此本文采用镍、铬热电偶夹丝法在线测量平面磨削碳纤维复合材料时切削区域温度,分析工艺参数对磨削温度的影响规律以及磨削热对试件加工质量的影响,并利用回归分析获得平面磨削碳纤维复合材料磨削温度经验公式,以期为实际加工参数选择提供参考.
1 试 验
1.1 试验系统
平面磨削测温试验系统由MM7132A型精密磨床、K型热电偶、USB8516型数据采集仪和计算机组成,试验系统示意图如图1所示.MM7132A型精密磨床主轴采用变频器控制,可实现转速0~1500 r/min无级调速,工件台进给速度范围0~28.8 m/min;K型热电偶测量温度范围-75~1370℃,线芯直径0.255 mm,线芯材质正极为镍铬合金、负极为镍铝合金.热电偶标定设备采用GSI LUMONICS JK701型激光器,最大输出能量为550 W,单个脉冲能量可达70 J,脉冲宽度在0.5~20 ms可调.
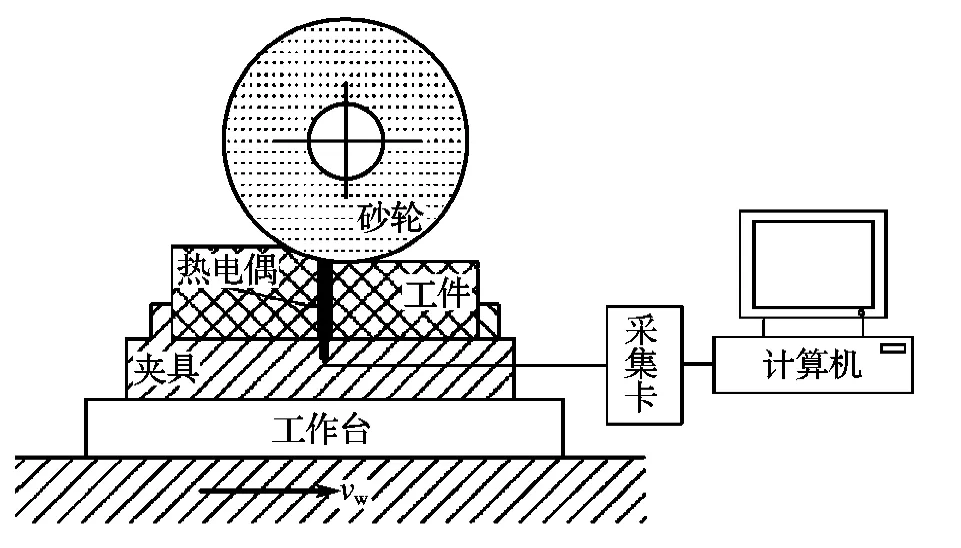
图1 试验系统示意图Fig.1 Sketch of experiment setup
1.2 试验刀具与材料
试验中采用绿色碳化硅GC60J砂轮,磨粒粒度60#,直径250 mm.修整条件为单点金刚石笔修整,每次修整深度0.02 mm,修整次数采用往复4次.试验材料为碳纤维增强-环氧树脂基复合材料,增强纤维型号T300,环氧树脂基体型号AG-80,纤维体积比(60±5)%,铺层形式为单向铺层,试验件厚度为10 mm.
1.3 试验方案
试验采用夹丝法测温,偶丝中间用单晶云母片绝缘.由于切削液对材料会产生不利影响,磨削方式为干磨削,顺向磨削.磨削深度分别为10、20、30、40、50μm;工作台进给速度分别为8、14、20 m/min;砂轮线速度分别为11.8、15.7和19.6 m/s.通过改变磨削工艺参数利用夹丝法获得不同工艺条件下的磨削温度,并利用光学显微镜对磨削表面进行观察,从而得到磨削温度的变化规律及对表面质量的影响.
1.4 热电偶标定
(1)动态标定
本次试验采用的热电偶,其热接点为毫米级,时间常数较大,因此采用传统的标定方法就能确定其时间常数,温度阶跃法是最常用的方法之一.本次试验采用阶跃信号法,因为激光能够在微秒或纳秒内使材料表面产生瞬时温升,因此激光器是最好的加热热源,故本文采用激光作为对传感器加热的热源[8].通过调制好的激光束对热电偶接点表面照射,接点表面在瞬间吸收激光的能量,产生瞬时高温,并以热传导方式向内部传递,使热电偶感受到温升产生电压信号输出.从测试系统的动态响应曲线可以算出时间常数τ′约为0.5 s.激光器脉宽为2 ms,周期为33 ms,实际时间常数τ为30 ms,能够满足本次磨削温度试验的要求.
(2)静态标定
鉴于本次试验材料的温度范围,对热电偶在测温范围0~600℃内进行标定.通过与标准铂电偶比较,经过回归分析得到标定曲线,以得到热电偶产生的热电势与热端温度的关系特性曲线E=f(θ),标定曲线如图2所示.
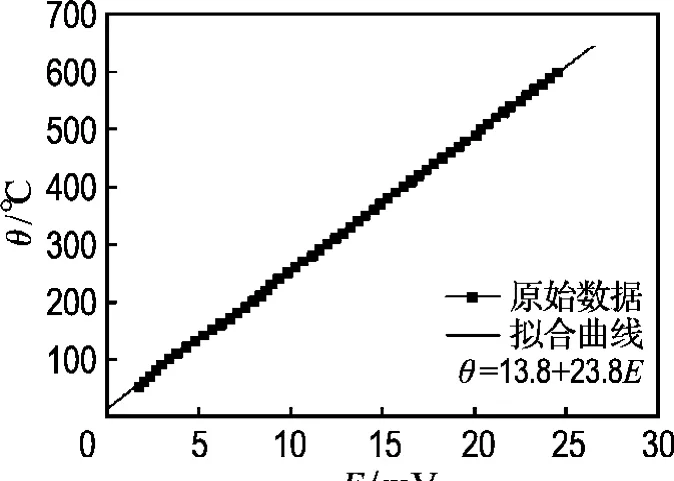
图2 热电偶静态标定曲线Fig.2 Static demarcating curve of the thermocouple
2 试验结果及分析
2.1 磨削温度测量曲线特点
砂轮与工件表面接触时,热电偶丝两极在受挤压的状态下导通并产生电信号.如图3所示,由测量曲线可知,试件表面温度迅速上升,上升至最高点后温度保持不变,砂轮与工件分离后,工件表面在空气中自然冷却,温度逐渐下降为室温.
2.2 磨削深度、进给速度对磨削温度的影响
图4为磨削温度随磨削深度ap、试件进给速度vw的变化关系曲线,砂轮线速度vs=15.7 m/s.从图中可知,磨削深度对磨削温度有很大的影响,磨削深度增加,磨削温度上升,这主要是因为磨削深度增加使得磨削力增大,进而导致磨削温度上升.工件进给速度对磨削温度有相似的影响规律,在相同磨削参数下,磨削温度随进给速度的增大而上升.由于树脂基体的热强度在200~300℃,从图中可知,当ap<20μm,vw<14 m/min时,磨削温度低于200℃;而当ap达到50 μm,vw达到20 m/min时,磨削温度迅速升高,远远大于300℃,所以为避免磨削热对表面质量产生不良影响,应尽量降低磨削进给速度和磨削深度.
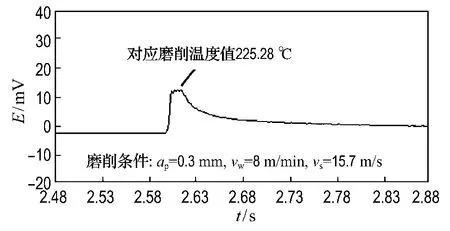
图3 磨削温度测量曲线Fig.3 The measurement curve of grinding temperature

图4 磨削深度、进给速度与磨削温度的关系Fig.4 The relationships of the grinding depth,the feed speed of workpiece and the grinding temperature
2.3 砂轮线速度对磨削温度的影响
图5为砂轮线速度对磨削温度的影响曲线,试件进给速度vw=14 m/min.从图中可知,在同一磨削深度下,磨削温度随砂轮线速度的增大呈上升趋势,磨削深度为10μm时,磨削温度随砂轮线速度的变化不明显,磨削深度大于10μm时,磨削温度随砂轮线速度的增大而显著提高.在砂轮线速度为11.8 m/s,磨削深度ap<50μm时,磨削温度在200℃以内;当砂轮线速度增加到19.6 m/s,磨削深度达到50μm时,磨削温度超过300℃.磨削温度随砂轮线速度增大而上升主要是由于单位时间内工作的磨粒数增多,划擦和耕犁的作用增强,摩擦加剧使得磨削温度升高.为避免磨削热对加工质量产生不良影响,应尽量降低砂轮线速度.

图5 砂轮线速度对磨削温度的影响Fig.5 The effect of the peripheral speed of abrasive wheel on the grinding temperature
2.4 磨削温度对试件加工质量的影响
通过上面的分析可知,磨削参数的改变使得磨削温度随之改变,磨削温度随磨削深度、进给速度和砂轮线速度的提高而升高.磨削温度升高后是否对表面质量有影响,可以通过对加工后试件表面粗糙度检测和对试件表面质量观察进行分析.
(1)磨削温度对试件表面粗糙度的影响
图6为试件表面粗糙度随磨削深度的变化关系以及对应参数下磨削温度的变化规律,从图中可知,随着磨削深度的增加试件的表面粗糙度增大,而对应工艺参数下的磨削温度也有相似的趋势.由此可以推断,磨削深度增大使得砂轮单位时间内切削余量增加,导致磨削力增大,同时磨削温度上升,在磨削力和磨削温度的共同作用下,表面质量降低.
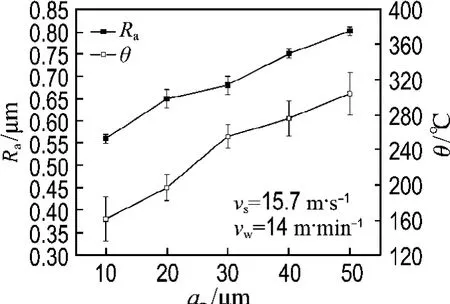
图6 磨削温度、磨削深度与表面粗糙度的关系Fig.6 The relationships of the grinding temperature,the grinding depth and the surface roughness
(2)表面形貌观察
碳纤维复合材料是由多层纤维丝采用树脂热压粘接而制成,磨削后表面由树脂和纤维组成,由于树脂和纤维强度、导热性能都存在很大差异,磨削时,树脂基体强度对磨削温度敏感,磨削温度升高后导致树脂软化、强度降低,对碳纤维的粘接能力降低,在磨削力的作用下纤维与树脂结合面产生破坏而被去除,使得表面形成沟痕,表面质量降低;而在同一表面上由于碳纤维强度高,树脂基体强度低,在相同磨削力下,树脂产生破坏的几率增大,同样会使表面因树脂脱落而产生凹坑,导致表面质量降低.
图7为不同磨削温度下(磨削深度不同)碳纤维复合材料磨削后表面显微照片,从图中可知,当磨削温度为161.3℃(图7(a))时,表面纤维由树脂包裹,排布整齐,表面平整,加工质量较好.当磨削温度为254.8℃(图7(b))时,磨削表面有明显的纤维裸露现象(树脂包裹减少),纤维出现不连续现象,局部出现因纤维断裂形成的凹坑;从局部放大视图可知,表面纤维出现因温度升高而产生的烧伤现象(纤维局部因温度高,碳纤维产生碳化使得颜色发生变化),这种现象主要是因为磨削深度增大,磨削力增大,同时磨削温度升高,使得树脂基体粘接强度降低,导致树脂脱落和纤维烧伤,从而表面加工质量降低.当磨削温度上升为303.8℃(图7(c))时,磨削表面大面积纤维裸露,而且出现因纤维整体脱粘而形成的沟痕,表面平整度严重降低;从局部放大视图可知,表面纤维出现因温度升高而产生的大面积烧伤,表面加工质量严重降低.
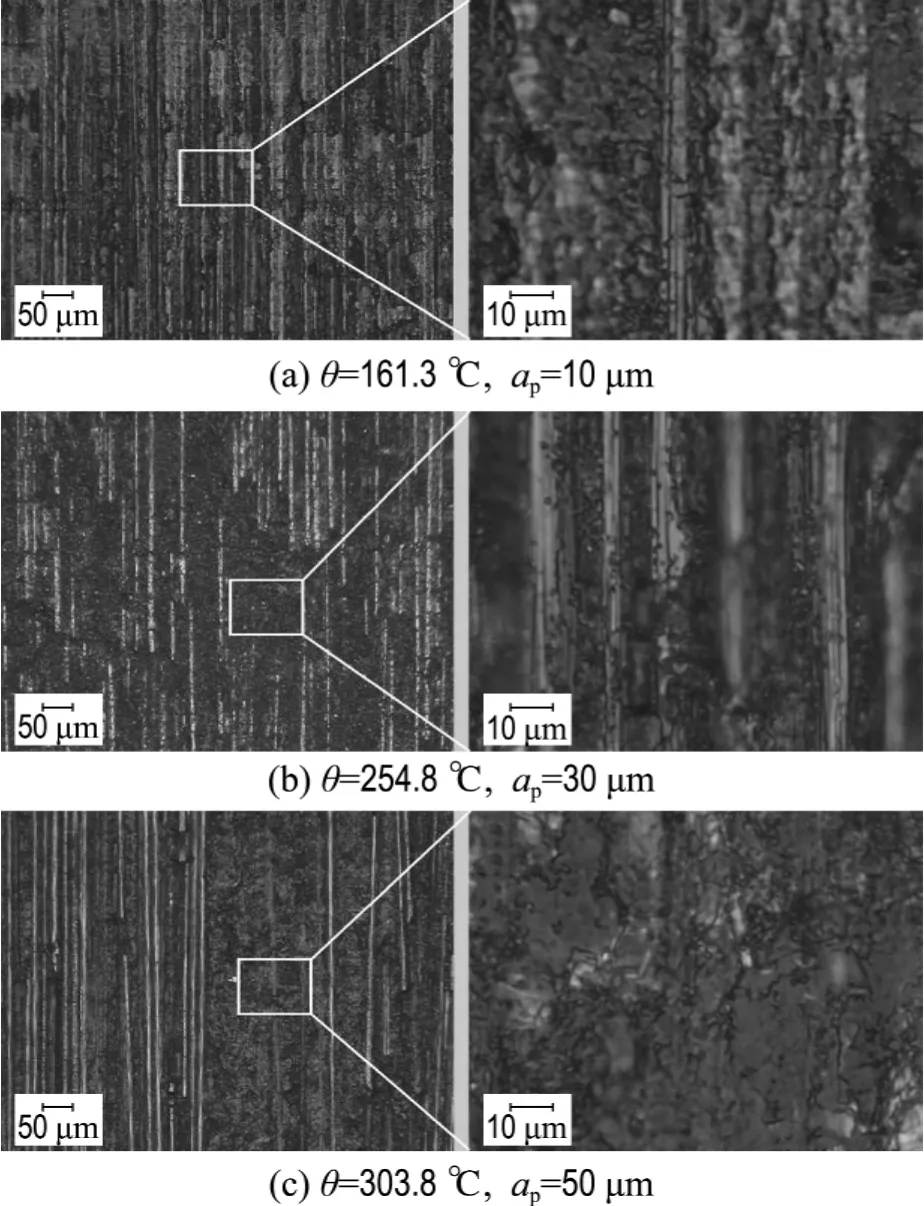
图7 不同温度下磨削表面显微照片(v s=15.7 m/s,v w=14 m/min)Fig.7 Micrographs under different grinding temperatures(v s=15.7 m/s,v w =14 m/min)
由表面观察分析可知,磨削热对加工质量产生不利影响,这与前面已磨削表面粗糙度测量结果相一致.综合考虑磨削深度、砂轮转速、进给速度对磨削温度的影响,同时考虑碳纤维-树脂复合材料中环氧树脂的热强度一般在200~300℃,因此磨削时通常接触区平均温度不能超过300℃,通过本试验的研究结果可知,采用绿色碳化硅GC60J磨削碳纤维-树脂复合材料时,在磨削深度小于0.04 mm、砂轮线速度小于19.6 m/s、工件进给速度小于20 m/min范围内,合理选择工艺参数能够在保证加工效率的同时尽可能地减少磨削温度对表面质量的影响.
2.5 磨削温度经验公式
为了能为实际加工中工艺参数的选择提供参考依据,采用回归分析和方差分析进行多因素试验数据处理,总结磨削温度的经验公式.
三元线性回归关系式如下式所示:

对式(1)两边取对数可得

其中C为经验常数;ap、vs、vw分别是磨削深度、砂轮线速度和工件进给速度3个磨削参数.
在数据处理过程中采用三元线性回归求得回归方程,并用Matlab编程计算,得到GC60J碳化硅磨削碳纤维-树脂复合材料的磨削温度经验公式为

校正判定系数R是判断线性回归直线拟合度的重要指标,等于应用变量回归平方和在总平方和中所占的比率,判定系数R越接近1说明拟合效果越好.磨削温度经验公式的相关系数R为0.931,说明采用该公式计算能够获得较准确的结果.
3 结 论
(1)磨削热对磨削表面质量有很大的影响,磨削温度升高,导致树脂基体软化、强度降低,对碳纤维的粘接能力降低,在磨削力的作用下纤维与树脂结合面产生破坏而被去除,使得表面质量降低,磨削温度过高时还会使磨削表面形成烧伤.
(2)在磨削深度小于0.04 mm、砂轮线速度小于19.6 m/s、工件进给速度小于20 m/min范围内,合理选择工艺参数能够在保证加工效率的同时尽可能地减少磨削温度对表面质量的影响.
(3)利用试验数据回归分析得到的磨削温度经验公式可以对实际生产中工艺参数的选择提供参考依据.
[1]DAVID-WEST O S,NASH D H,BANKS W M.An experimental study of damage accumulation in balanced CFRP laminates due to repeated impact[J].Composite Structures,2008,83(3):247-258
[2]DAVIM J P,REIS P.Drilling carbon fiber reinforced plastics manufactured by autoclave experimental and statistical study [J].Materials and Design,2003,24(5):315-324
[3]HOCHENG H, PUW H Y, HUANG Y.Preliminary study on milling of unidirectional carbon fibre-reinforced plastics [J]. Composites Manufacturing,1993,4(2):103-108
[4]PUW H Y,HOCHENG H.Machinability test of carbon fiber-reinforced plastics in milling [J].Materials and Manufacturing Processes,1993,8(6):717-729
[5]HU N S,ZHANG L C.A study on the grindability of multidirectional carbon fibre-reinforced plastics[J].Journal of Materials Processing Technology,2003,140(s1-3):152-156
[6]OGI K, INOUE H, TAKAO Y. An electromechanical model for the temperature dependence of resistance and piezoresistance behavior in a CFRP unidirectional laminate [J].Composites Science and Technology,2008,68(2):433-443
[7]ANTONUCCI V,GIORDANO M,HSIAO K T,etal.A methodology to reduce thermal gradients due to the exothermic reactions in composites processing[J].International Journal of Heat and Mass Transfer,2002,45(8):1675-1684
[8]COSTA V A F,SOUSA A C M.Modeling of flow and thermo-kinetics during the cure of thick laminated composites [J].International Journal of Thermal Sciences,2003,42(1):15-22