无张力传感器的卷绕过程V-F协调控制
2011-03-26陈德传屠鸿斌
陈德传,屠鸿斌
(杭州电子科技大学智能控制与机器人研究所,浙江杭州310018)
0 引言
塑料薄膜等卷绕物的生产设备由若干个加工生产环节组成,在生产中,首先要求张力与线速度要稳定,目前常用的牵引-收卷控制方案之一是:牵引轴的控制采用变频调速系统[1,2],并以此决定该工序的生产速度,收卷轴采用以磁粉离合器为执行机构[3]的张力控制系统,而磁粉离合器的输入轴与牵引轴同步联结,以简化系统的组成结构,张力的在线检测一般由一根浮动式导辊与分别安装在其两端的两只张力传感器等组成,造价高[4]。该方案存在的主要问题是:磁粉离合器力矩响应慢,不适于高速生产的场合,且在收卷过程中随着卷径的增大,磁粉离合器的滑差功耗也增大,即耗能增大、也加剧了磁粉离合器的发热[5,6]。此外,在多数的卷绕物收卷过程中,主要要求多电机间的速度要同步协调、张力稳定,而对张力的绝对误差要求不是非常高[7]。为此,本文针对上述问题所研究的适于卷绕物高速收卷且可便捷地获取张力估计值的无需张力传感器的V-F协调控制系统具有重要的意义。
1 系统的建模与控制算法
1.1 系统的建模分析
本文提出的无需张力传感器的新型V-F协调控制系统的组成框图如图1所示。V-F协调控制器则根据张力、速度的设定值,以及PG1、PG2发出的脉冲信号估计收卷卷径与张力值,进而实现无张力传感器及可适应卷径大范围变化的卷绕过程V-F协调控制。

式中,R0为收卷轴半径(m),r为牵引轴半径(m),J20为收卷电机惯量与收卷轴惯量之和,L1与1分别为从牵引点到收卷点间的卷绕物有效长度(m)与运行时间(s)。

图2 卷绕过程V-F协调控制系统的数学模型框图
1.2 收卷半径估计算法与张力锥度控制算法
设图1中的PG1、PG2输出的脉冲频率及其当量分别为f1(Hz)、f2(Hz)、α1(m/P)、α2(r/P);收卷张力的锥度系数为λ,其取值范围是0.1~0.9,F、F、Rmax分别为初始张力设定值(N)、当前卷径下的张力设定值(N)、最大收卷半径(m)。则当前的卷绕半径R与收卷张力设定值F的锥度为:

1.3 收卷张力软检测算法
收卷张力由式1的定积分关系决定,因为在高速生产中,1=L1/V1很小,且在1时间内,可认为V1、V2基本不变,故式1也可近似为相对速差关系,由此作为张力的软检测算法。
1.4 最高速度约束下的收卷自整定控制算法
图2中收卷子系统控制器的算法结构框图如图3所示,WAFR(p)、WASR(p)为收卷电机分别在力矩方式与调速方式下的控制器传递函数。在运行中,要使收卷电机的V2<K0V,以防止收卷电机的“飞车”:在正常运行时,开关S1→a,该控制器工作在张力软检测的张力闭环的力矩控制方式;而当异常时,收卷子系统的线速度可能超出由牵引速度决定的允许最高值,即V2>K0V时,开关S1→b,则该控制器工作在由牵引速度决定的最高收卷速度的速度控制方式,以上的切换控制均由图3中的判断选择环节完成。


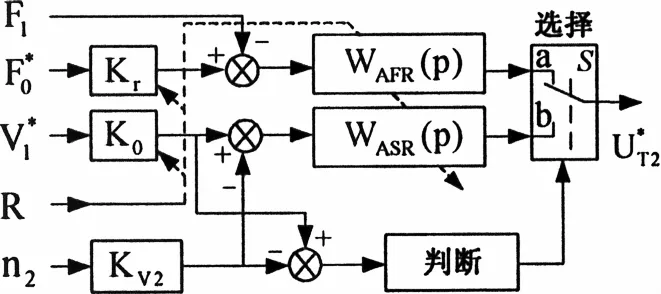
图3 收卷子系统控制器的算法结构框图
图3中主要算法如式6-10所示。式中,Kr为收卷张力锥度环节,R为平均收卷半径(m),调节器的参数整定采用基于卷绕半径R的自整定PI调节律[8,9],γ为控制器比例参数的自整定系数(γ=/R),kt0、kn0分别为两个调节器按收卷半径为时设置的比例系数,t、n分别为积分时间常数(s),t0、n0分别为滤波时间常数(s)。
1.5 牵引速度的控制
图1中的牵引调速系统宜采用带PG闭环的矢量变频调速系统以稳定整机运行线速度,在此基础上,V-F协调控制器只要根据设置的运行线速度V1*要求发出调速指令U*c1,但其升、降速过程必须遵循“S形”运动轨迹,以降低升、降速过程可能对张力产生的扰动。
2 系统的仿真分析
2.1 仿真条件
利用Matlab进行仿真,其涉及的参数为:(1)牵引电机的额定转速为940r/min、额定转矩为22.35Nm;收卷电机的额定转速为960r/min、额定转矩为54.71Nm;不用减速器(2)塑料薄膜材料参数厚度为0.06mm、密度为0.9g/cm3、门幅为1.3m、弹性模量为30×106;(3)相关的系统对象参数为Ks=10.94 Nm/V、Ts=0.05s、R0=0.05m;J20=0.357 Nm2;(4)张力调节器参数为kt0=0.133,t=0.06s,t0=0.01s;(5)因牵引调速系统工作于稳速状态,V1的升降速遵循S形规律,在仿真中设其稳态值为400m/min,升速与降速时间均为5s;(6)收卷张力初始值设为200N、锥度为0.5。
2.2 仿真结果
在R=0.05m,R=0.15m,R=0.5m的3个收卷半径点下的仿真结果如下(限于篇幅,略去响应曲线图):(1)张力控制效果:收卷张力阶跃响应的动态最大超调量分别为3.31%、3.53%、3.32%,过渡过程时间分别为0.391s、0.394s、0.388s;(2)速度协调效果:牵引单元线速度与收卷单元线速度间的动态最大相对速差分别为:4.55%、4.28%、4.44%。仿真结果表明,本文提出的控制方法及其初始参数整定方法能有效克服卷径大范围变化对系统性能的影响。
3 V-F协调控制器的实现方案
实现上述功能的无张力传感器的卷绕物收卷过程V-F协调控制器主要由主控电路板与人机交互操作界面电路板等组成,其中:(1)主控电路板以嵌入式CPU(MCF52235)为核心,实现所有的测控算法,其输入接口电路的作用是将外控的速度、张力及张力锥度指令转化为与该CPU的A/D口相适应的信号,而输出接口电路的作用是将两个PWM输出信号分别转换成图1中牵引电机矢量变频器VC1和收卷电机矢量变频器VC2要求的模拟量输入电压指令信号,模拟量I/O接口电路均以高性能的rail to rail型运放(TLC2264、TLC2262等)为主;开关量I/O接口信号主要有:系统“工作//停止”的使能输入开关信号(W//S=1:工作,W//S=0:停止)、及故障报警输出环节;(2)人机交互操作界面电路板主要由一个192×64点阵式LCD显示屏、若干个功能键、及若干各用于指示系统运行方式及其状态的发光二级管等组成。
4 结束语
本文提出的无张力传感器的收卷过程的V-F协调控制方法与技术实现方案,具有系统结构简单、收卷张力稳定、V-F协调控制性能好且基本不受收卷卷径大范围变化的影响等特点,已在塑料薄膜软包装材料加工生产中获得成功应用,具有良好的推广应用前景。
[1]陈德传,黎琦.织物生产设备的多轴线协调分部传动控制[J].纺织学报,2005,26(3):73-76.
[2]Chen Dechuan,Zhang Hao.An Intelligent Tension Control System in Strip Unwinging Process[C].Guangzhou,China,2007 IEEE Internation Conference on Control and Automation,2007:342-345.
[3]陈德传,程志林.力矩伺服式卷绕张力与速度协调控制系统[J].纺织学报,2009,30(6):118-121.
[4]Chen Dechuan,Wang Meifang.Adaptive Control of Linear Velocity and Tension in Winding System of Dry Plastic Film Laminating Machine[C].Hangzhou,China,International Technology and Innovation Conference2006,2006:188-193.
[5]Valenzuela M A,Bentley J M,Lorenz R D.Sensorless Tension Control in Paper Machines[J].IEEE Transactions on Industry Applications,2003,39(2):294~303.
[6]Takashi Imamura,Tetsuya Kuroiwa.Design and Tension Control of Filament Winding System[J].IEEE Transactions on Industry Applications,1999,12(1):660-665.
[7]Cheng C W,Hsiao C H.Observer-Based Tension Feedback Control of Direct Drive Web Transport System[C].Taipei,Taiwan,Proceedings of the 2005 IEEE International Conference On Mechatronics,2005:745-750.
[8]汤天浩.电力传动控制系统:运动控制系统[M].北京:机械工业出版社,2010:153-163.
[9]陈伯时.电力拖动自动控制系统:运动控制系统(第3版)[M].北京:机械工业出版社,2006:50-74.
