输送带收卷装置设计及其恒张力控制研究*
2021-03-23张立冬寇子明金书奎张利男
张立冬,寇子明*,吴 娟,金书奎,张利男
(1.太原理工大学 机械与运载工程学院,山西 太原 030024;2.山西省矿山流体控制工程实验室,山西 太原 030024;3.矿山流体控制国家地方联合工程实验室,山西 太原 030024)
0 引 言
带式输送机在工业物料输送系统中发挥着重要作用。带式输送机的输送带在运行过程中,由于不断的磨损并逐渐老化,很容易造成断带事故[1]。因此,输送带的不定期更换成为保障带式输送机安全运行的必要条件。
为了便于存储、运输,更换下来的旧输送带一般都会使用卷带装置进行收卷。目前常用的输送带收卷方式有中心收卷和表面收卷[2]。
中心收卷方式采用电机连接减速器,直接驱动卷带芯轴对输送带进行收卷。采用这种方式的卷带装置结构简单,并且卷取量大。然而,由于卷带芯轴转速不变,随着收卷半径逐渐增大,卷带线速度也会增大,容易导致出现以下问题:(1)当卷带线速度小于或等于换带设备吐带速度时,收卷张力较小,出现松卷;(2)当卷带线速度大于换带设备吐带速度时,收卷张力会逐渐增大,容易造成电机过载。
表面收卷方式采用电机连接减速器,带动表面卷取辊进行收卷,依靠输送带自身重力使得表面卷取辊与输送带表面产生摩擦力,来驱动卷带。这种方式虽能保持卷带线速度稳定,但在收卷初期由于收卷的输送带较少,重力较小,会导致摩擦驱动力不足,容易出现打滑现象,从而造成松卷。
对于卷取量大、较厚的输送带,通常采用中心收卷方式。宋黎光[3]设计了一款由驱动电机通过减速箱减速后驱动卷带芯轴收卷的输送带收卷装置,该卷带装置结构简单、整体重量轻、成本低,适合于小型带式输送机输送带的收卷。王洪宾[4]通过分析不同阻力下开环输送带所需的牵引力,建立了牵引力计算模型,并应用于输送带收卷装置的设计。然而,在实际收卷过程中,由于各种因素卷带张力很难达到稳定,导致输送带收卷效果并不理想,会造成松卷、塌卷、电机过载等问题。
在收卷张力控制领域,郑刚[5]针对真空镀膜机收卷张力难以控制的问题,建立了张力模糊自适应PID控制系统,有效地减小了张力波动,实现了恒张力收卷。王东伟[6]通过卡尔曼滤波算法建立了带材收卷恒张力控制系统,提高了收卷张力的鲁棒性。然而针对输送带收卷恒张力控制研究较少,传统的中心收卷式卷带机为了避免上述问题的出现,需人工对收卷状态进行及时调整,卷带机需要频繁启停。因此,如何在卷带时保持收卷张力稳定,成为了亟待解决的问题。
本文依据卷带张力控制模型,设计一款采用中心收卷方式的卷带机,并通过Recurdyn与Colink对其恒张力收卷进行联合仿真,为样机制作及换带现场应用提供一定的参考。
1 收卷张力控制模型
主斜井倾斜带式输送机在更换输送带时,需要用换带设备匀速拉出旧输送带,放入新输送带。拉出的旧输送带通过卷带设备进行实时收卷。
带式输送机换带过程卷带设备的现场布置示意图如图1所示。

图1 换带过程卷带设备现场布置示意图
图1中,设换带设备吐带端吐带线速度为V1,卷带设备收卷端收卷线速度为V2,在时间Δt内,吐带端吐出的带长为V1×Δt,收卷端卷入带长为V2×Δt,输送带伸长量为(V2-V1)×Δt。
忽略张力波在输送带内部的传递,输送带的应变为:
(1)
得到的输送带单位张力数学模型为:
(2)
式中:E—输送带弹性模量,MPa;ω—卷带芯轴角速度,rad/s;r(t)—收卷半径随时间变化函数。
由此可以看出,输送带收卷张力与其弹性模量、卷带芯轴转速、收卷半径及吐带速度有关,要想实现恒张力收卷,在保证吐带端吐带速度V1不变的前提下,需控制收卷端线速度恒定。
根据式(2)建立的恒张力收卷控制框图如图2所示[7,8]。

图2 恒张力收卷控制框图
2 卷带机设计
2.1 整体结构设计
根据恒张力控制模型设计的中心收卷式卷带机结构示意图,如图3所示。
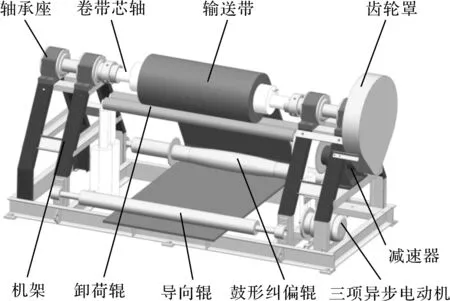
图3 中心收卷式卷带机结构示意图
图3中的卷带机由三相异步电动机通过二级减速后,驱动卷带芯轴进行收卷。其中,鼓形纠偏辊用于对收卷时输送带跑偏时的及时调整,保证成卷输送带的齐整;卷带芯轴上设有棘轮机构,防止在收卷完成后成卷输送带倒转造成松带。
其卸荷辊工作示意图如图4所示。

图4 卸荷辊工作示意图
图4中,笔者设计的卸荷辊与带卷最外侧紧密接触,一方面可以感知收卷半径的变化,另一方面可以承担部分卷入输送带的重量,减少其对卷带芯轴造成的弯曲变形。
弹簧弹性系数可用以下公式选取:
k=A·(R-r)π·b·ρ
(3)
式中:A—承载系数(A<1),需要分担的重力越多,A就要越大;R—最终收卷半径,mm;r—卷轴半径,mm;b—带宽,mm;ρ—输送带密度,kg/mm3。
2.2 控制系统设计
卷带机控制系统示意图如图5所示。

图5 卷带机控制系统示意图
图5中,卷带机控制系统包括三相异步电机、变频器、PLC控制器、显示器、张力传感器及压力传感器。
其中,张力传感器设置在鼓形辊两侧,通过输送带对鼓形辊的压力间接测出输送带内部张力;压力传感器设置在卸荷辊弹簧下方,用来测量因收卷半径增加而引起的线性弹簧弹力变化,从而间接计算出收卷半径,通过各个传感器返回的数据经PLC控制器处理后,控制变频器对三相异步电动机进行PI调速[9];显示器用来显示设定张力与实际张力变化值,并且可以通过按键调节设定张力值以适应不同型号的输送带收卷。
3 卷带恒张力控制
3.1 仿真模型建立
在新一代多体动力学软件Recurdyn[10-11]中,笔者利用R2R2D(roller to roller 2D)模块建立卷带动力学仿真模型。
此处以ST-1250输送带为研究对象,卷带芯轴半径r为150 mm。根据式(3),设每个带卷卷绕10圈输送带,则最终收卷半径R为320 mm,选定承载系数A=0.3,则可以计算出线性弹簧刚度为k=0.24 N/mm。
卷带动力学仿真参数如表1所示。

表1 卷带动力学仿真参数
Recurdyn卷带动力学模型如图6所示。

图6 Recurdyn卷带动力学模型
在现场换带过程中,换带设备吐带速度一般为70 mm/s。为了模拟换带过程中换带设备因故障突然停机,此处设置吐带端速度在20 s之后,突然降为0。
根据图2中恒张力收卷控制框图,笔者设置收卷单位张力σ0为5 N/mm2,将t时刻张力传感器测得的值与设定值σ0之间的偏差经过PI调节后,来控制卷带芯轴角速度,从而实现恒张力收卷。
此处根据式(1)可以得出,在设定的单位张力下,收卷端线速度为70.13 mm/s。
通过PI控制策略,卷带芯轴实时角速度控制公式为:
(4)
式中:Kp—比例系数;Ki—积分系数;e(t)—单位张力偏差。
笔者根据式(4)搭建的Recurdyn与Colink联合仿真模型,如图7所示[12]。

图7 Recurdyn与Colink联合仿真模型
图7中,将卷带动力学模型的实时收卷半径的倒数和实时单位张力,作为Recurdyn模块的输出,将角速度作为Recurydn模块的输入,来调节收卷线速度。在Colink中,设置Gain值为70.13,Kp=0.28,Ki=0.3。
3.2 仿真结果分析
在收卷机的收卷过程中,输送带收卷半径会随着卷绕圈数增加而逐步增大。
收卷卷径随着卷绕圈数的变化图如图8所示。

图8 收卷卷径变化图
图8中,第一圈收卷半径理论上等于卷带芯轴半径R=150 mm,由于卸荷托辊重力影响,图中刚开始时要稍稍大于150 mm;7 s以后第二圈输送带开始卷入,因输送带较厚,收件时第一层与第二层衔接处有凸起现象,因此测得的卷径变化有短时的波动,随后稳定在167 mm。
通过Colink恒张力控制调节,输送带恒张力控制收卷结果如图9所示。

图9 输送带恒张力控制收卷结果
图9(a)中,刚开始由于收卷张力为零,卷带芯轴驱动角速度会从0迅速增大,输送带收卷张力也会迅速增加,达到预设收卷张力;而在0~5 s内出现超调,最大超调量出现在第3 s,约为8%(最大超调量定义为在正常收卷过程中单位张力最大值与设定值之差再除以设定值),随后稳定在设定张力5 N/mm2。
通过图9(b)卷带芯轴角速度调节曲线可以看出,角速度值随着收卷的进行,总体为减小的趋势。在20 s时,由于吐带端突然停止吐带,从而使得收卷张力迅速增加;张力监测器监测到该变化后,迅速调整卷带芯轴的角速度,最终实现停机,避免了收卷张力过大造成卷带机驱动电机过载而损坏,保证了整个收卷系统设备的安全。
卷带机恒张力控制收卷效果如图10所示。

图10 卷带机恒张力控制收卷效果
4 结束语
(1)本文根据卷带张力控制数学模型,设计了一款中心收卷式卷带机,并规划了一种采用PI变频调速控制卷带芯轴角速度,来实现恒张力收卷的控制策略。
(2)在Recurdyn-R2R2D模块中,本文通过搭建卷带动力学仿真模型,并运用Colink与Recurdyn联合仿真模拟了收卷恒张力控制策略。
仿真结果表明:基于恒张力控制模型设计的PI(Kp=0.28,Ki=0.3)调速恒张力控制策略,能够较好地实现恒张力收卷,并且能在吐带端出现故障或突然停机后迅速作出反应,让卷带设备也及时停机,有效防止了因张力不断增大造成的电机堵转,为卷带机的现场应用提供了参考依据。
接下来,如何提高卷带效率,卷带机上的成卷输送带如何迅速卸装,将成为卷带机今后的研究重点。