抛光机磨头结构改进及其对振动的影响实验研究
2011-02-13邵俊鹏
邵俊鹏,徐 斌
(哈尔滨理工大学 机械动力工程学院,哈尔滨 150080)
陶瓷抛光砖是现代建筑装修工程中应用最为广泛的陶瓷制品之一,目前国外的陶瓷抛光砖加工技术比较成熟,Orts[1-10]等在陶瓷墙地砖的抛光质量的研究方面做了大量的工作。目前应用最为广泛的是摆动式瓷砖抛光机,其磨头工作原理[11]如图1所示。其原理为电机1通过带轮2、4带动主轴旋转,而后通过刚性连接带动主动齿轮3,带动从动齿轮6、凸轮5旋转。磨盘在公转的同时,通过差动轮系,使凸轮5相对磨盘产生一个相对运动,凸轮驱动主动摆杆7,主动摆杆又驱动从动摆杆11。使连接在摆杆上的磨块座8、12做往复的摆动。摆动式抛光机在抛光过程中也会出现表面粗糙度不均匀,瓷砖震碎、瓷砖甭角等情况。针对这些问题,汤迎红[12]等优化了抛光盘的凸轮曲线,解决了柔性冲击问题。吴南星[13]等用加水方法控制噪声。
近年来磨头振动导致瓷砖碎裂一直是企业的老大难问题。抛光机在抛光瓷砖的过程中,经常出现磨头振动异常剧烈的情况,操作人将磨头上的磨块去掉一个后,磨头振动便减小了。
受此现象的启发,本课题对摆动式抛光磨头进行改进,分析改进后的磨头对振动的影响,并进行试验。结果证明,改进后的磨头有很好的减振作用。

图1 摆动抛光磨头原理示意图Fig.1 Schematic diagram in kind of the swing-style tile lapping grinding head
1 改进后磨头结构及运行分析
1.1 改进后磨头结构
图2为改进后的磨头结构图。图中6是一个和磨块座形状相同的配重块。在运行过程中,这个配重块和其他磨块座一样,做摆动。其高度和磨块座的高度一样。1、2、3、4、5是装有磨块的磨块座。5个磨块座和1个配重块均匀分布在磨头的圆周上。磨头改进前6号位置是一个与5一样的磨块座。
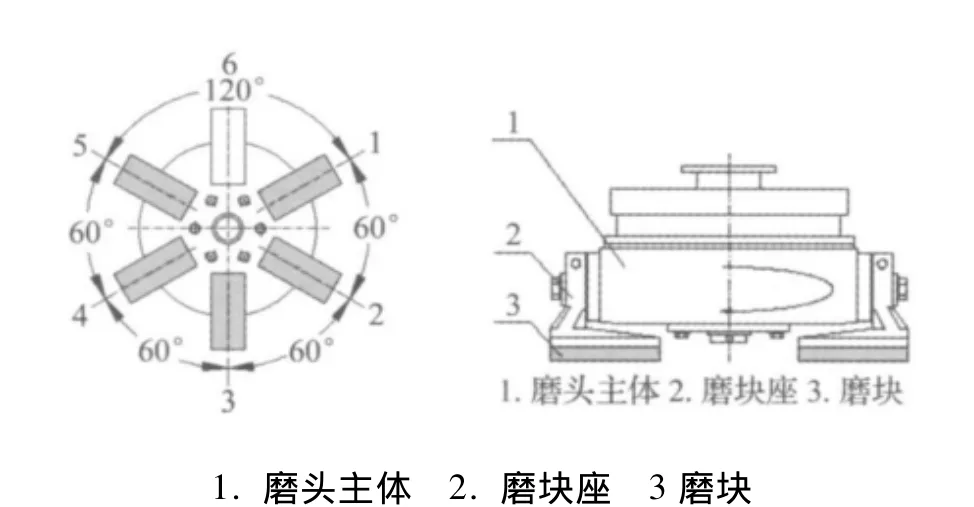
图2 磨头改进结构Fig.2 Schematic diagram of improved structure of grinding head
1.2 改进后磨头运行分析
根据摆动式磨头的原理可知,磨块座和磨块在运行中,绕着主轴旋转还绕着自身轴线摆动。从图3中可知,磨块是成对摆动,相互平衡的。凸轮波形一侧面驱动时,配重块6和磨块座5相对摆动相互平衡。凸轮波形另一测面驱动时,配重块6和磨块座1相对摆动相互平衡。由于配重块6的重量和磨块座的重量相等。配重块6只能平衡掉磨块座5自身重量产生的力,磨块的重量产生的力无法平衡掉。磨块座5在运行时,产生单独的摆动力。同理磨块座1也是单独摆动。
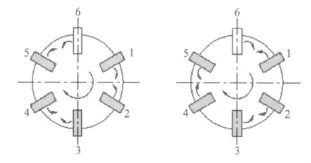
图3 磨头运行Fig.3 Schematic diagram of the workings of grinding head
2 改进后磨头激振力方程建立
2.1 磨头坐标系建立
因磨头工作时是水平放置在工作台上的。如图4所示。取磨头磨块底面所在平面的中心为坐标原点O;磨头的轴线方向为Z轴,Z轴与瓷砖面是垂直的;磨头摆动方向为Y轴;水平方向为X轴。磨头角速度方向的正向按照右手定则与Z轴正向一致。

图4 磨头坐标系Fig.4 Coordinate system of grinding head

图5 磨头激振力Fig.5 Exciting force of grinding head

图6 磨块激振力与激振力矩Fig.6 Exciting force and moment of grinding block
2.2 磨头运行时产生的激振力
通过改进后磨头的结构和运行分析得知,磨头磨块3和配重块6不对称误差造成磨头的不平衡激振力。磨头上各个磨块的轴向反力除了大小有变化外,其合力的中心并不通过磨头旋转轴的中心线,因此对磨头轴中心产生一个轴向反力Fz和一个弯矩。这个弯矩可以分解为y、x方向的力矩Mx、My。如图5所示。同理,磨头各个磨块的旋转阻力的合力不等于零,形成了侧向分力。这个合力可以分解为y、x方向的分力Fy、Fx。
因此,磨头在运行时,所受到的力和力矩有:Fx、Fy、Fz、Mx、Mz、My。如图 5 所示。
2.3 磨头激振力方程建立
图6为磨头激振力和激振力矩模型,图中表示磨头中第i个磨块在转角θi位置,取半径为r与r+dr间宽度为dr的磨块体。
轴向反力dFzi和切向阻力dPi为:

式中,Fz(r,θi)dr和Pi(r,θi)dr分别在半径r处、转角为θi时单位宽度磨块体所受的轴向反力和切向阻力。
轴向反力dFzi作用在离磨头中心为r的位置上,对磨头产生的力矩为r·dFzi,该力矩可以分解为绕着x轴的弯矩dMxi和绕着y轴的弯矩dMyi为:

切向阻力对磨头产生一个反扭矩dMzi,同时对磨头有一个侧向力作用,这个力可以在x、y轴方向分解为dFxi、dFyi。因此切向阻力产生总的分量为:

将式(1)、式(2)、式(3)得到的3个激振力和3个激振力矩对半径r进行积分得磨头激振力方程为:

式中,r0为磨块底端距离磨头中心处的距离,如图6所示;R为磨块边缘距离磨头中心处距离,如图6所示;z为磨块数。
周期性变化的轴向反力会引起磨头垂直方向振动,即Z方向的振动。转矩会引起磨头的扭转振动。切向阻力和弯矩引起磨头的横向振动,由于轴向反力远远大于切向阻力[14,15],因此切向阻力和弯矩引起的横向振动可以忽略。
改进后磨头的主要振动为垂直方向振动和转矩引起的扭转振动。
3 改进后磨头减振机理
3.1 磨块摆动对扭转振动进行减振
通过改进后磨头的运行分析可知,磨头运行时,会产生单独的磨块摆动运行,无法平衡。其摆动极限如图7所示。

图7 磨块1摆动极限Fig.7 Schematic diagram of wigwag limit of grinding block1
将图7磨块1摆动系统简化为,一个在圆盘(磨头主体)上距传动轴线为r(磨块靠近轴线的那个面距中心的距离),摆长为L(磨块长度),质量为m(磨块质量)的一个单摆,其悬挂点为A。如图8所示。

图8 磨块1摆动简化模型Fig.8 Schematic diagram of simplified model of grinding block1
磨头等效圆盘以等速Ω做回转运动,设来自等效圆盘上轻微的扭转干扰力矩T=Msinωt,引起等效圆盘角速度Ω的轻微波动θ2。
该等效系统的运动学方程[16,17]为:

式中,r为磨块靠近轴线一侧到磨头轴线的距离;L为磨块长度;Ω为磨头等效系统转动角速度;m为磨块的等效质量;M为干扰力矩的幅值;J2为磨头的等效转动惯量;θ2为等效圆盘的扭转角;θ1为磨块等效摆的角速度,k为磨头系统的等效刚度。
方程组(5)的解为:

将式(6)代入式(5)得出确定振幅的矩阵方程:

解矩阵得振幅:

设:ω2/Ω2=r/l,得出等效系统的振幅为:

已知(5)式中的:

设 θ2=0,代入式(10)得:

由式(11)得出:

由式(9),式(12)所表达的关系得出:
当等效摆的固有频率f等于干扰力的频率ω时,磨头等效圆盘的振幅A2=0。摆动磨块的惯性反力矩正好与磨头的扭转干扰力矩平衡,达到减振的效果。
3.2 垂直方向振动的减振
图9为磨头垂直振动简化模型,磨块座和磨块合体简化成为刀体,磨头简化为刀座。

图9 磨头垂直振动简化模型Fig.9 Schematic diagram of simplified model of vertical vibration of grinding head
磨块一点0的动态切削力T分解为垂直切削力Fz和切削阻力P。Fz远远大于P。由于磨头存在着垂直方向的振动Z(t)而引起动态磨削力的变化[18,19],其变化值为:

式中,Ω为磨头的角速度;T为磨头每转时间;k1为磨削厚度系数;μ为重叠系数,μ≤1.0;z1为同时工作的磨块数;z2为磨块总数,z1=z2;K为切入系数;Z(t)为磨头垂直方向的扰动;Z为垂直方向。

表1 磨头振动加速度实验参数Tab.1 Vibration acceleration experimental parameter of grinding head
从式(13)中可以看出,动态磨削力的变化和磨块数成正比关系。改进后的磨头磨块数减少,垂直方向的动态磨削力减小,磨削力平稳。达到了垂直方向振动减小的目的。
4 改进后磨头振动试验
为了验证改进后磨头的减振机理,按照表1参数进行了磨削振动试验并按照表1的参数与改进前的磨头进行了对比。对其减振性进行了检验。机床为SD-281型12磨头的瓷砖抛光机。


实验时按照表1的参数,利用压电式传感器测量X、Y、Z三个方向的振动加速度。所用仪器和测试系统简图如图10所示。按照表的条件进行抛光瓷砖,取磨头上所得的振动加速度信号,相邻12个峰值的平均值。其结果如表2所示。改进前后磨头振动加速度幅值如图11、图12所示。

图12 改进后磨头振动加速度实测幅值图Fig.12 Schematic diagram of vibration acceleration amplitude of after improvement grinding head
从图11、图12可以看出,改进后的磨头振动幅值明显小很多。激振能量分散在各个频率上。而改进前的激振能量集中在几个频率上。同时验证了改进后磨头的减振机理的理论分析得出的结论。
通过对比表2中的改进前和改进后磨头振动加速度值,改进后磨头的振动加速度显著减小。在X方向振动加速度值小的只是改进前的50%。

表2 磨头振动加速值对比表Tab.2 Numerical contrast of vibration acceleration of grinding head
5 结论
通过理论分析和实验得出:改进后的磨头减振明显。同时也验证了一线工人在磨头振动很大的时候,拿掉一个磨头振动减小的事实。也证明了利用改进后的磨头减小振动的可行性。
[1] Orts M J S’anchez E,Gareia-Ten J,et al.Porcelain tile behavior during polishing[J]. Bol. delasoe. EsP.de Ceramieay Vidrio,2001,40:447-455.
[2] Hutchings I M,Xu Y,Sanchez’E,et al.Porcelain tile microstructure:implications for polishability[J].Journal of the European Ceramie Society,2006,26:1035-1042.
[3]Hutchings I M,Adachi K,Xu Y.Analysis and laboratory simulation of an industrial polishing proeess for porcelain ceramic tiles[J].Journal of the European Ceramic Society,2005,25:3151-3156.
[4] Sanchez E,Ibanez M J,Garcia Ten J,et al.Porcelain tile microstructure:implications for polished tile propertyes[J].Joumalofthe European Ceramic Society,2006,26:2533-2540.
[5] Fabio J P,Jan Sousa,Aurich C,et al.Kine-matics of a single abrasive particle during the industrial polishing process of porcelain stoneware tiles[J].Journal of the European Ceramic Society,2007,27:3183-3190.
[6] Xu X P,Huang H,Gao Y,et al.Processes for the generation of glossiness on ground granites and ceramies[J].Key Eng.Mater,2003,238(2):99-104.
[7] Wang C Y,Kang T C,Qin Z,et al.How abrasive machining affects surface Charaeteristics of vitreous ceramic tile[J] .American Ceramic Soeiety Bulletin,2003,82(10):9201-9208.
[8] Tucci A,Esposito L,Malmusi L,et al.Wear resistance and stain resistance of porcelain stoneware tiles[J].Key Engineer Mater,2002,206(2):1759-1762.
[9]Hutchings M,Adachi K,Xu Y.Analysis and laboratory simulation of an industrial polishing process for porcelain ceramic tiles[J].Journal of the European Ceramic Society,2005,25:3151-3156.
[10] Braganca S R,Bergmann C P. A view of whitewares mechanicalstrength and microstructure[J]. Ceramics Intemational,2003,29:801-806.
[11]邓小明,隋旭东,陈仲正,等.新型抛光磨头摆杆装置[S].中国:ZL200920051304.5.2009:12,16.
[12]汤迎红,吴运新,周 鹏.陶瓷抛光机抛光盘凸轮的改进设计[J].机械设计,2006,(3):58-60.
[13]吴南星,朱金贵,肖任贤.陶瓷用抛光机磨头声-结构分析及噪声控制[J].陶瓷学报,2009,30(1):101-105.
[14]任敬心,康仁科,史兴宽.难加工材料的磨削[M].北京:国防工业出版社,1999:19-20.
[15]陈之炎.船舶推进轴系振动[M].上海:上海交通出版社,1987:48-53.
[16]林 鹤.机械振动理论及应用[M].北京:冶金工业出版社,1990:77-82.
[17]何渝声,魏克严,洪宗林,等.汽车振动学[M].北京:人民交通出版社,1990:174-177.
[18]杨 橚,唐恒龄,廖伯瑜.机床动力学[M].北京:机械工业出版社,1983:199-205.
[19]徐耀信.机床振动学[M].江西:江西高校出版社,1991:251-260.
