浆料与水质 油剂等因素对喷水织造的影响
2011-01-19陈一飞高慧英
陈一飞,高慧英,陈 文( , )
1 前言
喷水织造 (WJL )中水质与水温是影响织造的重要因素,它包括水的性质、浆料、上浆纱、落浆、生物性因素等。
2 浆料和水质
2.1 水质和精练 退浆性
在喷水织造中,水质和精练、退浆有着密切的关系,在精练、退浆过程中要考虑到下述各项因素:
(1)喷注水、调浆水的水质(多元金属离子);
(2)精练条件(浸渍时间、温度、碱浓度、精练剂浓度);
(3)织物密度;
(4)调节温度。
喷注水的硬度为30 ppm以下时,精练和退浆效果是理想的。
在聚合物的分子间能够结合多元金属增大分子量,由于聚合的水溶性低下,所以精练不良。
2.2 落浆和喷水
当水温高、水质硬度高时,可判断落浆数量有增加的倾向。当水温低,水质硬度高时可判断有硬落浆的倾向。
3 上浆与织造
3.1 上浆时的注意事项
3.1.1优良的水质调浆
不管是普通织机或喷水织机用的浆料,在调浆时尽可能使用经过软化处理后的水,一定要使用不含有Ca2+,Mg2+,Fe3+等离子的水。含上述离子的水,随着离子浓度增高带来浆料本身的不溶化、落浆、精练不良等问题。
3.1.2要注意浆槽(桶)内的清洁
长时间的上浆,由于原丝油剂的脱落,在油剂与浆料间常发生浮渣滓。平时也要注意浆槽(桶)内的清洁,一定要除去浆皮膜和浮渣等。设置过滤器是除去浆皮膜及浮渣的有效方法。
3.1.3安装场所
储存槽→给浆槽
给桨槽→上浆槽
上浆槽→给浆槽
100~200目 mesh 过滤器。
3.1.4浆泡
通常上浆浓度高,有捻纱上浆时容易发生浆泡。有浆渣滓和浆泡容易混淆,而其发生的原因及应对措施见表1。
3.2 上浆时常见的问题
3.2.1并经时发生静电
当并经发生静电时,首先需了解是剥离静电或是卷取时发生的静电,两者的处理方式说明如下。
(1)剥离静电
①检查烘干温度是否正常(w.P.U.是否偏高);②后上油的影响(转速及后上油对浆膜的影响);③浆纱机COOLER是否正常;④盘头卷取硬度是否偏高;⑤原丝油剂的影响(原丝LOT);⑥除电棒的运作。
(2)卷取静电
①增加空气中的湿度;②检查除电棒;③机台是否接地良好;④增加后上油的转速;⑤添加静电防止剂。
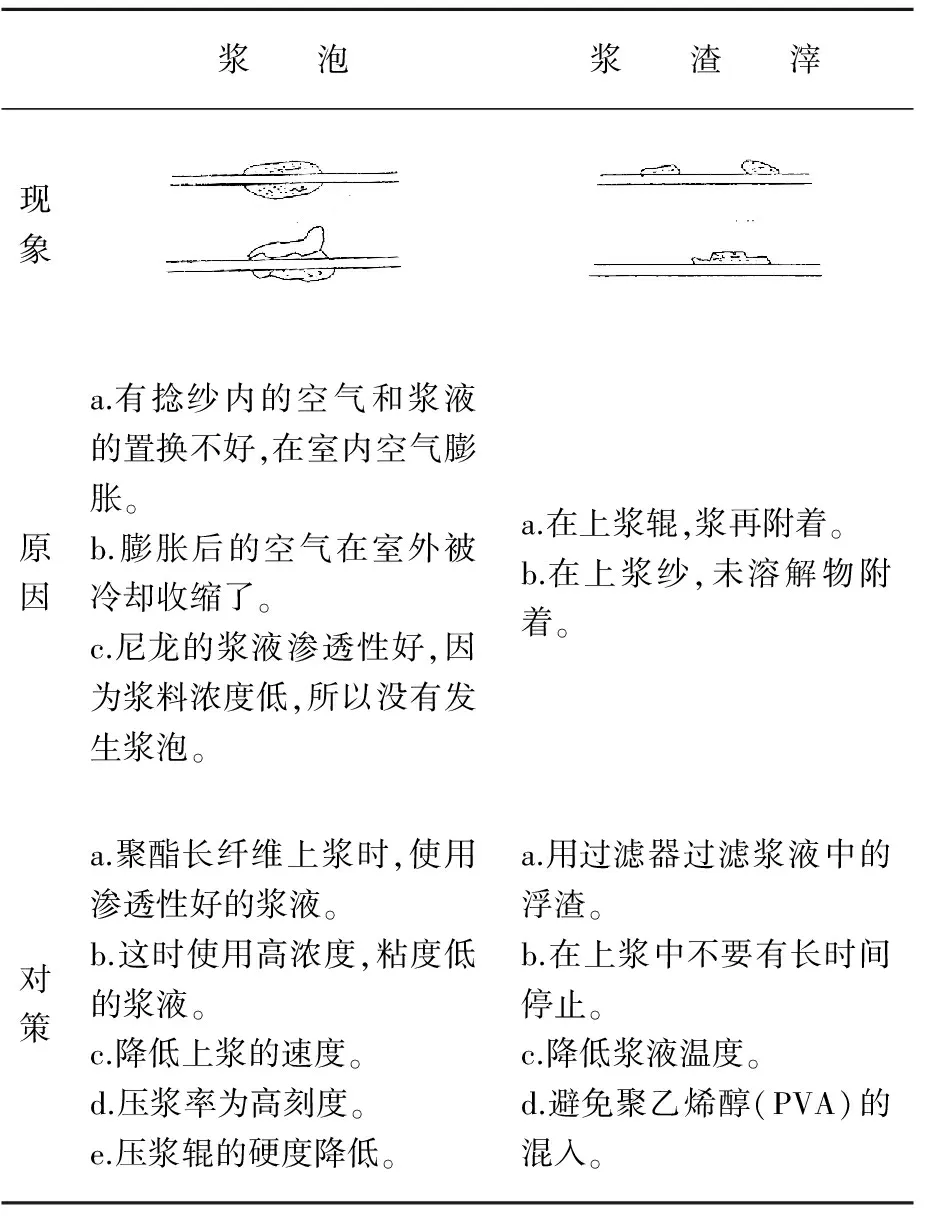
表1 浆泡及浆渣滓形成的原因及应对措施
3.2.2浆槽起泡多的问题
①调浆槽温度是否过高(维持在50℃以下);②浆料循环马达及管路的检查(是否有破洞);③原丝油剂的影响(原丝lot);④添加消泡剂。
3.3 织造时的主要问题
织造时,尼龙上浆纱的“织虫”现象的原因及解决办法见表2。
4 免上浆网络丝(NSY)织造
4.1 高速化织造的主要注意事项
高速化织造的主要注意事项如下:
①钢筘磨耗减低;②浮渣减低;③毛羽发生率减低;④等级提高。其中①项的钢筘磨耗减低是最主要的要求特性之一。
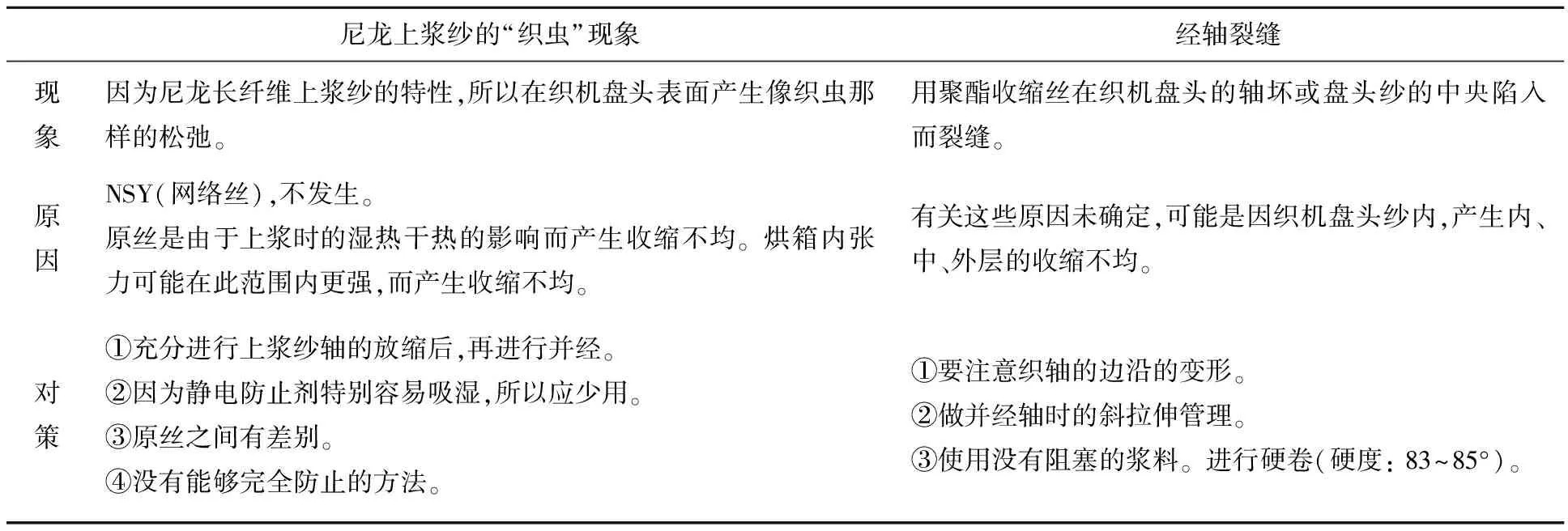
表2 织造时存在的主要问题产生的原因及应对措施
4.2 织造油剂的作用
免上浆织造(NSY)中原丝油剂和织造油剂有密切的关系。以400 rpm的织造速度,只是原丝油剂就可以织造,而对高速化织造则更加要求织造油剂的作用。
4.2.1可提高耐水性
用高速织机每单位小时增加喷水消费量,经纱的原丝油剂因钢筘、综丝的加速磨擦撞击经纱,所以容易脱落,织造油剂和原丝油剂相溶,失去乳化作用的平衡,因此需提高油剂全部的耐水性。
4.2.2降低行走磨擦
上油后的经纱通常在湿的状态,而油剂会因含水而粘度增加,导致行走磨擦提高,成为浮渣的脱落、钢筘磨损、综丝粘着的原因。一定要降低经纱织造油剂的加水粘度。
4.2.3降低F/F的磨擦
如能形成油膜的话,F/F静磨擦就下降,由于在综丝至钢筘间的经纱相互间的磨擦降低,可防止产生毛羽。
4.2.4降低钢筘磨损
由于耐水性的提高,油剂由机上脱落不容易。采用高张力、高压的措施,使得钢筘的损伤不大。
5 结语
喷水织造上浆浆料与水质、油剂等因素对退浆有很大的影响。即使是水质处理不良,也会造成织布工程很大的困扰, 对于织物种类、机械、浆料类别,人员素质,技术、品质重点等须靠日常不断的实践,从错误中不断地修正以达到追求高品质、高效率、低成本的目的。
[1] 陈一飞.低聚丙烯酸钠螯合分散剂在染整上的应用 [J].印染助剂,2001,(3):19—21.
[2] 韩世洪.纺织浆料的现状与发展趋势 [J].纺织导报,2008,(2):39—43.
[3] 范雪荣,荣瑞萍等.纺织浆料检测技术 [M].北京:中国纺织出版社,2007.
[4] 陈一飞.聚丙烯酸系合成增稠剂印花糊料的应用 [J].江苏丝绸,2003,(3):18—20.