网印胶刮的选择及使用
2010-10-13石家庄市吉美橡塑制品有限公司丁国强
石家庄市吉美橡塑制品有限公司 丁国强
网印胶刮的选择及使用
石家庄市吉美橡塑制品有限公司 丁国强
胶刮在网印中的使用,既是一门科学,也是一门技术,只有认真理解和掌握它才能提高网印质量。随着网印业的快速发展,胶刮在印刷当中已占有相当大的比重,是网印中最重要的环节之一。
怎样选择胶刮及正确使用胶刮呢?胶刮的选择及使用直接关系到网版印刷的质量,所以胶刮在网印中至关重要。
胶刮的种类分为:金属胶刮、橡胶胶刮、CPU聚氨酯胶刮等,今天重点介绍新型CPU胶刮。
CPU胶刮原料分为:TDI系列、MDI环保系列和NDI系列。
TDI系列为普通型,国内外通用;环保型MDI系列正迅速铺开;NDI系列国内也生产,国外生产较多,NDI系列胶刮在国内也迅速形成,易研磨,耐溶剂强,溶胀率低,第二次使用方便。

胶刮品种:水性胶刮、普通型胶刮胶刮、溶剂型胶刮、强溶剂型胶刮、高品质胶刮。
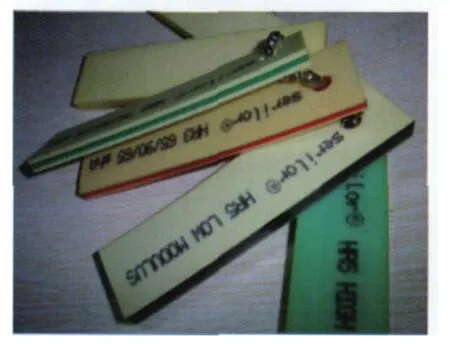
经过十几年的努力,吉美胶刮生产现状已与国外飞马优力相媲美。高端印刷已采用HQ,HH,ND系列产品。自1994年苏州展会世界上只有法国飞马公司三层式胶刮亮相,吉美公司在1995年首创胶刮长度为100英寸以上,也在国内展会上首次推出独特三层式胶刮,解决了三层式胶刮只能进口的局面。三层式胶刮为复合式胶刮,中间硬度为90~95度,起支撑作用,两边为65~75度。

最近几年国内、国际在胶刮品种、质量上都有较大的突破,和网印同步发展。MDI系列为环保型,抗静电,防紫外线,防黄变,防老化。国内外胶刮市场你追我赶,新品种层出不穷。使用既耐磨又易研磨的胶刮品种,突破蒙拖土纳米型胶刮在吉美公司已问世,UV油墨环保型胶刮、AA系列胶刮在国内印刷行业中已形成规模。高品质胶刮必须有原材料保证。
国际上法国、德国和美国企业生产的高品质胶刮所使用的原材料及工艺,吉美公司用了3年的时间争取到亚洲的独家代理权。吉美公司生产的HQ,HH,BD和ND系列产品与欧美名牌胶刮所使用的工艺与原材料相同。所以中国3年前已生产出高端高品质的胶刮产品,并能与法国飞马、中国台湾优力和美国的普莱格产品相媲美。
一、胶刮的作用
1.使网版在胶刮合适角度、最佳压力下均匀与承印物接触。
2.保证丝网与承印物表面相适应,在充墨区让承印物附着色。
3.最佳压力让油墨过网印刷。
4.手工、机用胶刮去掉网版上的油墨,二次印刷。
二、选择胶刮的两条标准
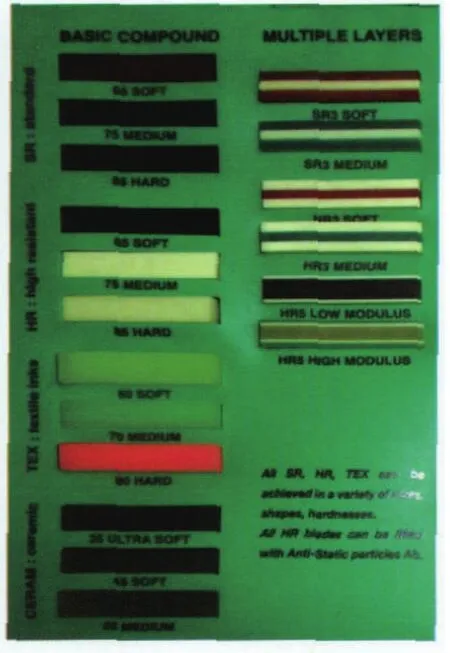
1.胶刮硬度
★ 55°~65°为软性
★ 70°~75°为中性
★ 80°~85°为硬性
★ 90°~95°为特硬性
胶刮的硬度测试应在室温25℃下为标准硬度,测试方法:在压力均匀的情况下,取5个检测点的平均值为胶刮的正确硬度。
胶刮的硬度随气候、温度的变化而微变,选购时按季节变化再定,硬度2°~3°之间,硬度差距大的胶刮有质量问题。胶刮硬度通常用邵氏硬度表示,硬度范围在55°~95°,这一范围在网印行业作为硬度衡量的标准。
吉美胶刮的硬度从最高到最低以5个邵氏度为等速递减,保证了印刷质量的稳定性。胶刮的硬度对胶刮的变形和受损起着重要的作用,胶刮弹性系数会因胶刮制造商的不同而不同,这一点可以在胶刮进行印刷时表现出来。胶刮的硬度影响胶刮与承印物对齐的方式,并决定在胶刮上应施加多大的压力以使油墨流过丝网版。胶刮越软,胶刮与网版表面的相适应性越好,所需要的印刷压力越小。

2.胶刮切面形状
胶刮的切面形状是指胶刮与网版接触一端的横切面的形状,这一切面形状决定了承印材料表面所承受的压力大小。不同的切面可以使油墨流过量多或少,从而影响印刷油墨层的厚度。胶刮的切面形状还决定了胶刮与承印材料表面的相适应性,并直接影响印刷墨量和印刷图像的精细度。
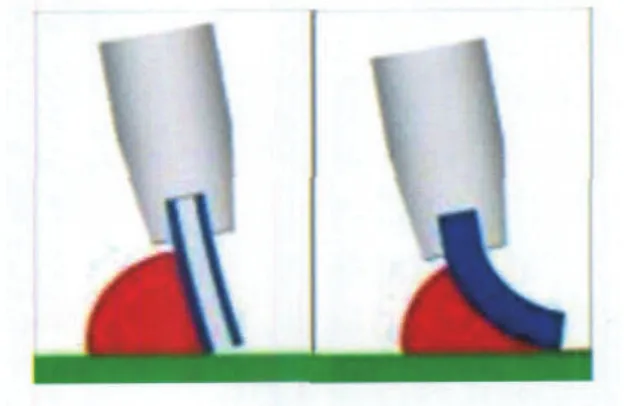
胶刮印刷端越锋利,油墨流过量越少,印刷图像的解像力越好,印刷清晰度越好,没有锋利的胶刮会使印刷油墨层增厚。
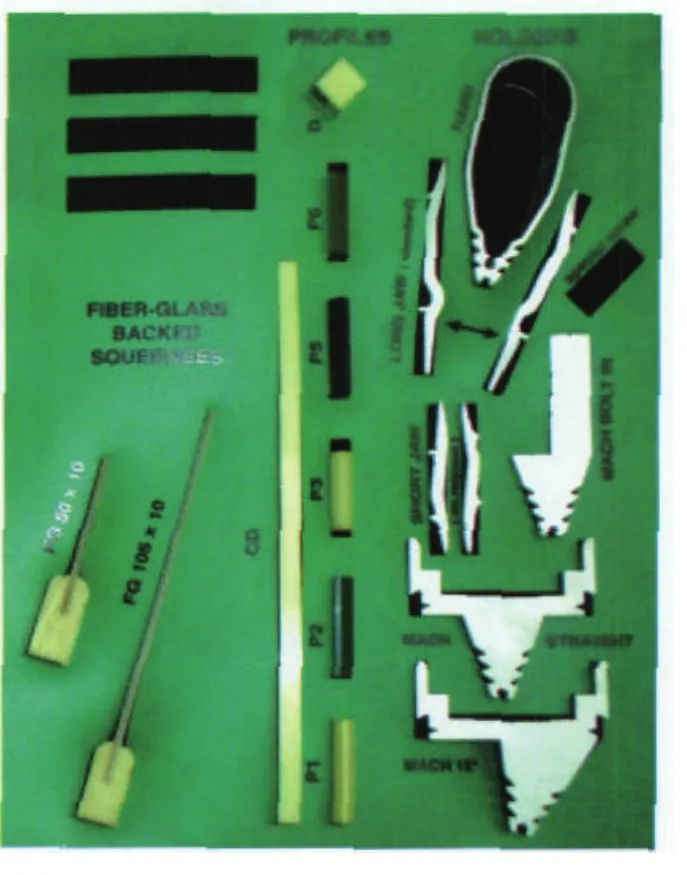
三、胶刮的型号选择
胶刮的刀口型号共有12种不同型号供用户选择,下面是如何选择12种刀口的详细说明,供大家参考。
G1:平口型胶刮,印刷压力大,过墨少,适应精密图案。特殊介绍一下正方型胶刮,9.5×9.5mm,10.5×10.5mm规格,印刷电路板专用胶刮,胶刮在刮柄上不弯曲。

G2~G3:45°坡口型和60°坡口型胶刮,适用于印刷网子大,不规则图案印刷,网版与承印材料接触面大,过墨量大。
G4~G5:45°尖口型和60°尖口型胶刮,适用于曲面印刷,以及细致的文字图案效果好。
G6~G7:45°双钝角型和60°双钝角型胶刮,印刷压力大时,也能很好地控制印刷角度。
G8~G9:45°单钝型和60°单钝型胶刮,印刷压力大时,控制角度理想,是油墨量适中过网。特单钝角15mm大坡口,是当前客户需求产品,印塑胶产品等等。

G10:半圆口型胶刮,适用于纺织品印刷,油墨堆积量大,容易过网,台湾、德国、奥地利多色印花机使用。
G11:两层型胶刮,一边软,一边硬,胶刮在网距合理,压力大不会卷起,能降低网版压力,协助保持胶刮的最佳角度,通常用于UV油墨印刷,不坏网,图案清晰。
G12:三层式胶刮,两边软中间夹心层硬,使胶刮不发生弯曲,不变形,保证印刷图案清晰,适用在全自动丝网印刷机上进行四色网点印刷,强溶剂油墨印刷。
四、标牌、面板的胶刮选择
1.金属标牌,面板为不锈钢板、钢板和铝板。
2.塑料标牌,面板及薄膜开关,分注塑标牌,面板ABS、PC和塑料片材、PVC、PET、PMMA等。
以上金属或各种塑料、塑胶、皮革,一般用胶刮都采用溶剂型和强溶剂型,一般溶剂包括UV油墨稀释剂,各种光油稀释剂,普通溶剂。
强溶剂包括丙烯酸酯、HDDA、异佛尔酮783、环己酮CYC、二甲基甲酰胺DMT、丙酮、开油水、洗网水、开孔剂、甲苯、二甲苯、PVC溶剂、塑胶溶剂、UV溶剂等,都为溶剂,有的腐蚀性极强,对胶刮有着一定的破坏作用。
3.在金属或塑料表面直接印图案,一般用硬度为70A、75A平口型产品,应选择溶剂浸泡24小时后溶胀率低的产品,可选用价格高的进口产品,例如:法国飞马、英国独角兽、中国台湾优力、日本美诺,也可选择价格适中的V系列、AA系列、HQ系列产品、手工印刷可以选择价格适中的S系列产品。满版无图形网印湿膜,用硬度为60A、65A、70A平口型产品,可采用S系列、AA系列;满版无图形网印厚膜,手工印刷建议采用坡口型胶刮;机用建议采用单盾,双盾。按印刷手法和实际操作,机用也可采用环保型MD系列,AA系列产品,但是HQ系列为最佳选择对象。
4.网印底色一般采用平口型70A、75A胶刮,一般溶剂型S系列,AA系列均可。

5.UV光油、UV油墨,含有一种特殊成分,损坏胶刮的耐磨度,应选用UV光油专用胶刮,英国Hyperlast公司亚洲唯一经销商吉美公司HQ系列是UV系列的首选胶刮。另外RR系列也适用于UV光油印刷。胶刮的选择并非价格越高越好,越高级越好,应该根据不同承印材料及产品的技术要求和使用环境来选择合适的胶刮。
我们固然重视胶刮的硬度、型号、角度、但也不能忽视以下几个问题。
1、胶刮的平直度
胶刮切面重要,胶刮的平直性也不例外。当胶刮角度设定好准备印刷时,如果胶刮边缘不直,有变形,则导致压力的变化。印刷图像墨层厚度将不均匀,这种现象尤其在进行四色印刷UV油墨印刷时很容易被观察到。电路板印刷质量也会因墨层印刷厚度不均匀而受到影响。
2.胶刮的锐度
注意,不要将胶刮的锐度与胶刮形状搞混,胶刮锐度表征的是胶刮刀刃口边缘锐利的程度,比如同样是尖口的胶刮可以有不同的胶刮锐度,胶刮锐度决定着最终转移到承印材料上的油墨量。锐度越高,转移的油墨量愈少,越适合较高分辨率图像的印刷;锐度低的胶刮,可以显著增价透过丝网印版的油墨量,因此较适用于大面积的印刷。胶刮锐度是有时间寿命的,锐度低的胶刮要及时研磨和更换。
印刷网距,印刷速度,胶刮压力,胶刮尺寸不再一一讨论。
谈谈胶刮的研磨和修整:
1.国内有沙带研磨机和砂轮研磨机,现已有半自动,自动研磨机,有2.3米大型砂轮研磨机。
2.手工印,可选用400目沙带条,粘合在平台上慢慢研磨,但只能使用承印物低档印刷。
3.切削法好,国内外已有使用,德国THIEME 公司推出了完全新型的胶刮切割器,并获得了专利,但投入太大。在国内,吉美也有自己的胶刮切割器。
胶刮的抗磨损和抗化学腐蚀性能也是非常重要的。我们知道,胶刮在使用过程中要接触油墨和溶剂,例如乙醇,汽油等,胶刮接触了油墨和溶剂后会发生不同程度的变化,从而影响胶刮的抗磨损和抗化学腐蚀性能。然而,这两个性能很难定量化,至今仍然没有这方面的测试标准。因此这就需要大家在生产中注意积累,对使用过的胶刮材料性能进行记录归档和评价,这样就可以建立一个资料库,从而帮助决定针对某个印件选用哪种胶刮材料性能最好。另外还可以确定某种胶刮对特定油墨的使用寿命,然后定期研磨与更换。
胶刮的保养和储存
要想最有效地发挥胶刮的性能还需要有效地保养和正确储存胶刮,以下是一些保养和储存胶刮的常见注意事项。
1.将胶刮平放而不要成卷存放,不能受压,避光通风保存。
2.组装好的胶刮应该是胶刮朝上放置,胶刮刀口在存放过程中不得与任何东西接触。
3.使用过后的胶刮应该立即认真清洗,胶刮刃口上不能存有溶剂或油墨。
4.虽然胶刮有抗溶剂性能,但是最好不要将胶刮放在溶剂中浸泡,因为这样会导致胶刮发生轻微的膨胀,长久下去会丧失弹性。
5.没有装配支撑的胶刮在使用后应该卸下来,并更换支撑方向,以防胶刮发生永久性变形。
6.最好两把胶刮轮流使用,胶刮放置10小时,使胶刮性能恢复,增长胶刮寿命。
7.胶刮存放远离溶剂,避免阳光、强光照射。
8.随着使用时间的增加,胶刮会老化、发硬,因此建议,不要使用比出厂时的硬度提高10°的胶刮,这种胶刮在使用过程中性能很不稳定,弹性小,耐摩擦性能也不好。
胶刮的自由法检测
在没有仪器、设备或检测工具的情况下,需要如何凭借经验检测胶刮?
1.硬度
(1)测硬度或再次选购时带上已正常使用合适的样品,以原来硬度标准照手感定硬度。
(2)硬度在常温25°为标准测试温度,外形尺寸一般为50mm宽×9mm厚,胶刮硬度范围应在要求范围的±0.2°内。但具体操作时间,冬夏尤为北方温差较大,夏季应使用高几度胶刮,冬季应使用低几度胶刮。
(3)测胶刮溶涨率是使用胶刮前第一道工序。用油墨稀释剂将胶刮浸泡两个小时。一级胶刮的溶涨率在10%以下;二级胶刮的溶涨率在18%以下,在面板,时刻,薄膜开关,电路PVC,塑胶类印刷中使用最佳。
2.弹性,看回弹率
(1)手两层压;
(2)牙咬印看恢复时间;
弹性不好,原因有二,未硫化好或超温硫化,这样的胶刮老化快,寿命短。
3.产品自然硫化处理
冬夏,南北方分明,达不到一致性,胶刮必须经过温室硫化处理,这一步也相当重要。
4.温度对胶刮的影响
冬夏南北方温度对胶刮的影响,工作室常温和自然温度也对胶刮的使用有相当的影响,一般正常质量胶刮也存在高温30℃以上,硬度低1~2度,低温在10℃度以下或零下10℃度,胶刮硬度有2~3°之差,刃尖上一般为90°以下使用,对印刷没多大影响,但低档胶刮低温发脆发硬,是胶刮质量有问题。一旦选购只能用在低档承印材料手工印刷,但使用时必须常温25 ℃以上才能使用,胶刮发硬可用温度为60℃的水浸泡,待硬度恢复后也可使用。
5.溶剂测试
24小时后看增厚比例,溶涨率检测相当重要,决定胶刮的适应性,主要是胶刮的溶涨率。