传统火花塞电极间隙在线测量方法的优化
2010-04-11王伟
王 伟
WANG WEI
(中航工业航空动力机械研究所,株洲 412002)
传统火花塞电极间隙在线测量方法的优化
Optimization of measurement method online for electrode gap of traditional spark plug
王 伟
WANG WEI
(中航工业航空动力机械研究所,株洲 412002)
在传统火花塞成品自动化生产线生产过程中,有一道工序是检测火花塞中心电极与侧电极的间隙。该工序是检验上道侧电极压弯成型工序的产品是否符合产品的设计要求。本论文所表述的是对原检测工艺进行改进优化,采用视觉系统替代人工在线检测,再配置以PLC可编程控制器,以控制相应的机械传动及机械手分选机构,可自动实现火花塞电极间隙的在线检测并完成零件的分类分流。运用该优化后的测量系统,较好地解决了因人工检测所致的产品质量的不确定性,并将成品与次品分流;也节约了人力成本;同时对产品计算机辅助质量系统(CAQ)提供了大量数字化信息依据。
传统;火花塞;电极间隙;测量方法;优化
1 原间隙检测工艺流程及其弊端
在传统火花塞(见图1)成品自动化生产线生产过程中,有一道工序是检测火花塞中心电极与侧电极的间隙(见图2)。该工序是检验上道工序(即侧电极压弯成型)的产品是否符合产品的设计要求。

图1 传统火花塞
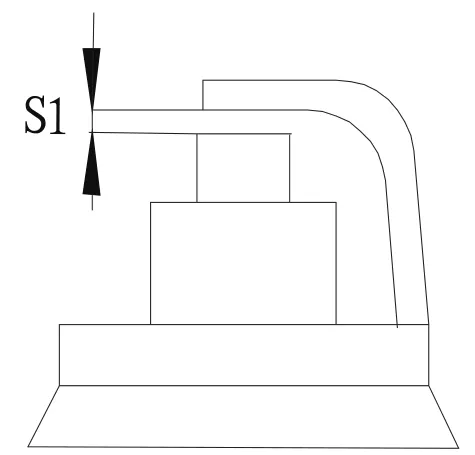
图2 侧电极与中心电极间的间隙
原检测方法是在压弯成型机后的输送线上安排2-3人用标准的过规止规进行手工检测,对合格品放行,合格品随输送线流入下道工序;对不合格品,人工剔除并放入不合格品容器内。该检测方法流程如图3所示。

图3 原检测工艺流程
使用该方法的弊端是:第一,人工耗费大;第二,因人为因素易将不合格产品混入合格品中;第三,人工劳动强度大,易疲劳,导致产品漏检;第四,检测出不合格的产品后,不能即时地进行返工修补,降低了有效产品的产量。
2 改进优化后的新工艺
针对原检测工艺及检测方法所带来的不足,我们对原工艺进行了分析研究,提出了一种新的工艺方法。即:第一,在原侧电极压弯成型的工位通过调整捶打压力使之成型功能改为预压成型;第二,在该工序完成之后,安装一自动检测分流系统,该系统由人工上料,实现自动识别摆放工件的正误、冲压成型、视觉系统检测并准确的已检产品合理分流。其工艺流程如图4所示。

图4 改进后的新工艺
改进优化后的新工艺方法及流程,采用视觉识别系统对产品精确地检测,与原检测流程相比,不合格品大大的降低,显著地提高了产品的检测质量。在保证原生产线正常生产效率的前提下,同时减少了操作人员1-2名,节约人工成本50-67%。
3 实现新工艺的在线测量系统
为解决上述问题,我们对生产线进行了工艺优化改进,并按新的工艺方法采用视觉系统实现自动识别产品的合格与否,同时PLC控制相应的执行机构对合格或不合格产品进行分流。
3.1 系统组成
本系统原理示意图如图5所示,由机架7、转盘机构3;火花塞放置方向正误判别机构2;侧电极冲压机构4;视觉测量系统5、6;旋转机械手8、10;出料通道及控制系统构成。
3.2 系统工作原理描述
本系统安置在火花塞电极预先压制成型后的输出传送带的一侧,在一个专用的转盘周边设置有各执行机构。人工上料将火花塞按预定的角度摆放(Ⅰ-Ⅵ工位),在冲压工位上Ⅷ通过气缸冲压将侧电极冲压成型(每个零件的冲压次数不大于3次,实际生产中可选择冲压次数),在固定的工位Ⅹ,通过专用的光学投射头5,向电极投射一束窄光源,其背面设计有一线性CCD图象传感器6接收投射过来的光,光线通过电极后,电极间隙透光部分和非透光部分在CCD图像传感器上就会被记录下来,通过专用电路及计算测试系统的数据分析,可以精确地测量出电极的间隙并做出合格与否的判别。视觉系统将处理的结果传输给PLC控制系统。PLC控制系统对各机械传动及机械手分选分类机构的运动进行控制。
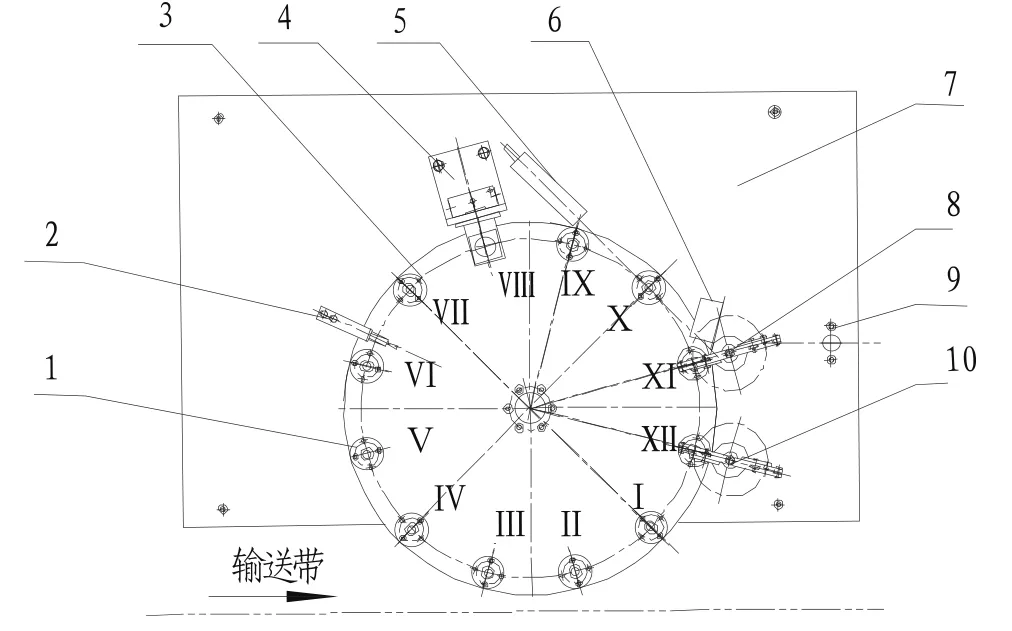
图5 测量系统原理示意图
测量后,根据测试结果,机械手分选分类机构将火花塞分成三类,即:合格、大于上差、小于下差。通过机械手10将合格品转移至通道一,流入合格品传送带上,确保生产线输出为合格的产品;对于大于上差的不合格产品,将继续随转盘旋转进行第二次冲压,如仍不能冲压合格的由机械手8将该不合格品送至通道二;对于小于下差的不合格品也通过机械手8将该类产品送入通道二。在通道二内设置有一摆动活门,通过控制改变摆动活门的方向实现大于上差或小于下差的不合格产品分流至相应的不合格品存放容器内。
3.3 火花间隙值实测图例
图6所示为CCD检测结果参数,其输出为合格产品信号;图7所示为CCD检测结果参数,其输出为小于下差的不合格产品。

图6 合格产品

图7 小于下差(不合格品)
4 结论
通过对传统火花塞侧电极与中心电极的测量原工艺进行优化改进,采用CCD视觉系统,再配置以PLC可编程控制器,以控制相应的机械传动及机械手分选机构,可自动完成火花塞电极间隙的在线检测并完成零件的分类分流。该系统的优化是成功的。
运用该优化后的测量系统,较好的解决了因人工检测所致的产品质量的不确定性,并将成品与次品分类分流;也节约了人力成本;同时对产品计算机辅助质量系统(CAQ)提供了大量数字化信息依据。
[1] 桑克,等.艾海舟,武勃,译.图象处理分析与机器视觉[M].人民邮电出版社,2003.
[2] 辛德(Snyder,W.E.),等.林学訚,等译.机器视觉教程[M].机械工业出版社,2005.
[3] 1200例实用自动化机械与机构技术咨询图册.湖南省技协微机工业技术交流中心,1989.
TP277
B
1009-0134(2010)09-0050-03
10.3969/j.issn.1009-0134.2010.09.14
2009-12-05
王伟(1966 -),男,湖南长沙人,高级工程师,硕士,研究方向为机电产品开发。
