石英玻璃棒退火弯曲度的分析
2010-02-23中国建筑材料检验认证中心北京100024
王 冬 孔 敏(中国建筑材料检验认证中心,北京100024)
1 前言
石英玻璃以其高纯、耐高温、热的稳定性、高的光透过、良好的化学稳定性和低的热膨胀等一系列优良的理化性能而成为一种重要的基础材料,广泛应用于微电子、光纤通讯、激光、传感器等高新技术领域。在光纤制造中,石英玻璃材料是重要的配套、消耗性材料,如光纤预制棒制备中应用的沉积管、尾管、接棒、引棒、VAD工艺用的把持棒等。在上述应用中石英棒如果弯曲会严重影响其使用。本文主要介绍石英棒在退火过程产生的弯曲问题。
2 石英玻璃棒制备工艺
通常情况下光纤行业用石英玻璃棒尺寸较大、规格各异、因此需要经过特殊的加工工艺,本工作是采用石英坨经过中频炉熔拉成为毛坯棒材,然后经过机械精密冷加工,成为外形尺寸合格的棒,再经过氢氧焰火焰抛光、退火处理得到表面洁净的透明把持棒。流程见图1。
在加工过程中,会产生两种应力,一是冷加工过程中产生的机械应力,可以通过酸洗工序去处,具体方法是在5%~10%的氢氟酸浸泡一定的时间即可。二是抛光过程中产生的热应力,必须通过热处理及退火进行消除。
3 热处理(退火)的机理
石英玻璃的热处理是指在转变温度和应变温度之间进行的退火过程,旨在消除制备过程中产生的热应力,玻璃的热应力分为暂时应力和永久应力。当玻璃处于弹性形变范围内进行加热和冷却时,由于玻璃不是传热良导体,因此会在它的内外层之间产生一定的温差从而产生热应力。玻璃退火实质上是由两个过程组成的,其一是应力的减弱和消失,其二是防止产生新的应力。应力的消除是以应力的松弛为依据,J.C.Maxwell[1]指出在某一温度T下应力σ与松弛时间t呈指数变化关系:

L.H.Adams和E.D.williamson[2]认为在退火温度范围内,玻璃的应力取决于给定温度下的保温时间:
1/σ-1/σ0=Kt
其中:K为退火常数,σ0、σ为初始及经t时间后的内应力。
由此可见,应力松弛速度与给定的退火温度T及在T下的保温时间t有关。在玻璃退火处理过程中控制冷却速度是另一重要的环节,L.H.Adams和E.D.williamson[2]提出了内应力与冷却速度的关系,见图2。

图1 石英玻璃棒加工流程图
σ=αEv(R2-3x2)/[6λ(1-μ)]
其中:α—玻璃的膨胀系数,E—玻璃的弹性模量,
λ—玻璃的导热系数,μ—玻璃的泊松比,
v—冷却速度,R—玻璃棒的半径,x—所测点离中心的距离。
在冷却过程中温度梯度的大小是产生内应力的主要原因,冷却速度愈慢温度梯度愈小,产生的内应力就越小。另外,内应力的产生与应力松弛有关,如果在一定温度下松弛速度很慢以至内应力得不到消散,则在任何冷却速度和温度梯度下玻璃中都不产生永久应力。
4 石英玻璃退火工艺实验
石英玻璃高温退火过程中容易出现的一个问题是产生析晶,致使石英棒变得疏松不透明,同时,在高温下,石英棒开始软化,在自身重力作用下容易产生弯曲,此时弯曲度和棒材的直径Ф和长度L有很大关系:直径越大,长度越短,石英棒越不容易弯曲,直径越小,长度越长,石英棒越容易弯曲;而且在同一温度下,退火时间越长弯曲度越容易超标。理论上气炼透明石英玻璃的退火温度范围为1050~1200℃。因此在退火过程中,为减少弯曲的产生,温度不宜过高,时间不宜过长。但温度如果不够高,又不能完全消除热应力,如果应力过大,用户使用时会发生炸裂的情况。因此,我们在热处理之前,将棒材进行氢氟酸处理,去离子水清洗棒材表面,以减少高温下表面析晶的可能性,同时根据退火机理针对不同规格的棒材采用相应的退火温度和保温时间以消除热应力。经过大量的试验,总结出了不同规格石英棒材的退火温度和保温时间(见表1)。

表1 不同规格石英棒材的退火温度和保温时间

图2 石英玻璃棒中应力径向分布示意图
在表1所列的保温温度和时间下,既保证可以去除绝大部分热应力又可以保证大部分的石英棒弯曲度不超过标准。但是,由于退火炉本身温场的不均匀性以及石英棒直径和长度在高温下对弯曲度的影响,使每炉石英棒都会产生弯曲度超标的情况。对于退火炉温场的不均匀性,是由于炉体的保温材料以及加热区域设置等众多因素引起的,在现有的条件下,只能通过寻找其它途径来解决问题。经过分析,我们认为:寻找退火炉中使石英棒弯曲度变化最大的位置,并想办法使这些位置的石英棒弯曲度不超过用户要求是最佳的解决方案。我们选择了4个不同系列的具有代表性的棒材做出了退火统计情况表(见表2)。

表2 弯曲度与退火炉中位置关系
在图3中,横轴代表石英棒在退火炉中的位置,比如1就是(1,1)第1行第1列,5是(1,5)第1行第5列,6是(2,1)第2行第1列,11是(3,1)第3行第1列,16是(4,1)就是第4行第1列20是(4,5)第4行第5列。竖轴代表石英棒的弯曲度,通过图表分析如下:4个系列的石英棒材弯曲度主要集中在0.05~0.20之间,以0.20为界限,弯曲度超过0.20认为超标,小于0.20认为正常。在退火炉中位置(2,1)和位置(3,1)处4个系列的弯曲度均大于0.20,在退火炉中(2,4)和(2,5)位置处,除系列1超出0.20外,其余3个系列的弯曲度接近0.20。系列1在(1,2)、(1,5)、(4,4)位置处接近0.20,之所以系列一弯曲度比较大,原因是这个系列的石英支撑棒长度比较长,长度和直径之比大。系列4的弯曲度整体比较小,原因是本系列棒材长度和直径比值小,即使如此,系列4在位置(2,1)和(3,1)处仍然达到了临界值0.20。因此,除去个别偶然情况,我们认为退火炉在位置(2,1)和(3,1)处温场过高,在位置(2,4)和(2,5)需要特别注意 。基于以上结论,采取措施如下:退火前,在位置(2,1)、(3,1)、(2,4)、(2,5)处的石英托基体中分别放置3块石英垫片,削弱棒材本身重力的作用,确保石英棒中心在一个水平面上。措施改进后,退火后的石英棒材在其它位置弯曲度变化不大,在位置(2,1)、(3,1)、(2,4)、(2,5)处有比较明显的降低,变为0.15左右。
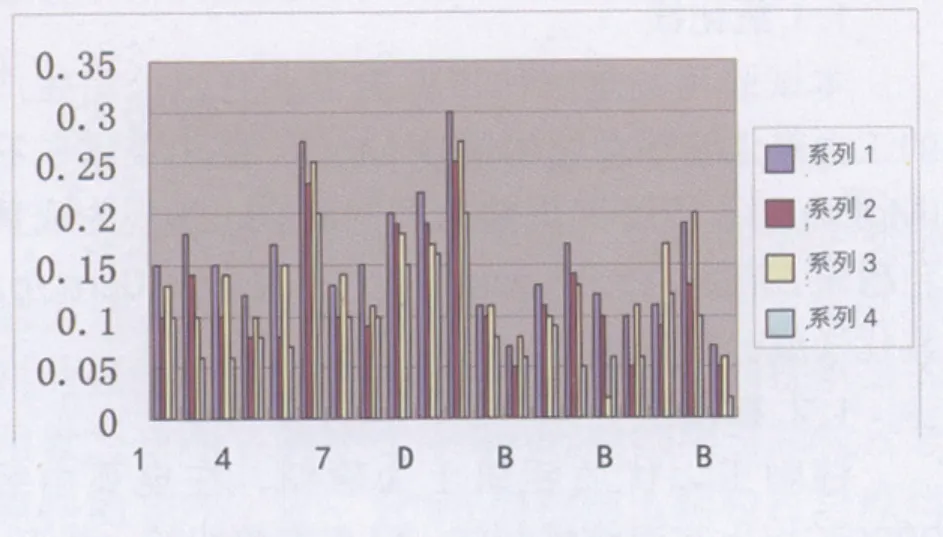
图3 弯曲度与退火炉中位置关系图
5 弯曲度校正实验
基于上述退火机理及实验,对于弯曲度超标的石英棒材,可对其反向处理进行校正。校正的方法是:在退火炉中,位置(2,1)和(3,1)是温场比较高的位置,这两点的实际温度比控温表显示的实际温度要高,因此棒材本身的重力作用比较明显,弯曲度容易超标,因此,将已经超标的石英棒逆时针或者顺时针旋转180度以后放在该位置,在高温和重力的作用下,即使弯曲度不能恢复到原来的大小,也可以减小超标的弯曲度,使弯曲度达到用户的使用标准。值得注意的是,在校正过程中不能在石英托中放置石英垫片,否则不能起到校正的作用。
通过大量的生产验证,本工作制定的退火制度是可行的,对弯曲棒的校正也行之有效,大大减少了因弯曲而造成的损失。
(略)