摇动电弧窄间隙自由成形打底焊工艺研究
2024-10-31朱杰王世超王加友姜玉清胥国祥果琨皓
摘 要: 针对厚板坡口根部焊接难的问题,文中提出了一种采用摇动电弧的窄间隙坡口自由成形打底焊接方法,通过控制电弧做圆弧形轨迹摇动来调整电弧热分布,使焊接熔池自由凝固成形.进行了摇动电弧窄间隙自由成形打底焊接试验,研究了电弧摇动参数对打底焊缝自由成形的影响.结果表明:电弧摇动参数能显著影响打底焊缝自由成形,过小的摇动参数易使打底焊缝烧穿,适当增大电弧摇动参数可增强坡口侧壁与根部的熔透,过大的摇动参数会产生未焊透缺陷.
关键词: 摇动电弧;窄间隙熔化极电弧焊;打底焊接;自由成形
中图分类号:TG444"" 文献标志码:A"""" 文章编号:1673-4807(2024)02-036-05
Research on swing arc narrow gap free forming root welding process
Abstract:In view of the difficulty in root welding for thick plate grooves, this paper proposes a narrow gap free forming root welding method by swing arc, which adjusts the arc heat distribution by controlling the arc to swing circularly, so that the welding pool can solidify and form freely. The swing arc narrow gap free forming root welding experiments are carried out, and the influence of swing parameters on free forming root weld is investigated. The results indicate that the arc swing parameters significantly affect the free forming of root weld. The root weld is easy to be burnt through when the swing parameters are too small, and the penetration of groove sidewall and root can be enhanced by appropriately increasing the arc swing parameters. However, great swing parameters will lead to incomplete penetration defects.
Key words:swing arc, narrow gap metal arc welding, root welding, free forming
我国船舶、海工平台、压力容器等大型装备正在向着厚壁化发展,中厚板钢结构的应用越来越多[1-2],相应地对高效高质量的中厚板焊接技术需求日益凸显.窄间隙熔化极电弧焊方法具有坡口间隙小、焊接热输入低、接头力学性能好等优点,在厚板钢结构制造领域中受到越来越多关注[3-4].
为解决厚板窄间隙焊接坡口侧壁熔透和焊缝成形问题,先后开发了多种单丝窄间隙熔化极电弧焊工艺方法,典型的包括:蛇形焊丝焊接法[5]、高速旋转电弧焊接法[6-8]、摇动电弧焊接法[1-2, 9]、超窄间隙电弧焊接法[10]等.但是,对于密封、不易翻身和背面焊接空间狭小的厚板钢结构,上述窄间隙电弧焊工艺还不能实现自由成形打底焊接.
文中提出一种采用摇动电弧的窄间隙坡口自由成形打底焊接方法,通过控制电弧在坡口内做往复式圆弧形轨迹摇动,调节电弧热分布,使焊接熔池能自由凝固成形.文中介绍了摇动电弧窄间隙自由成形打底焊接系统及方法,并通过焊接试验研究了电弧摇动参数对打底焊缝自由成形的影响规律,为该方法的工程应用提供指导.
1 试验
1.1 试验系统
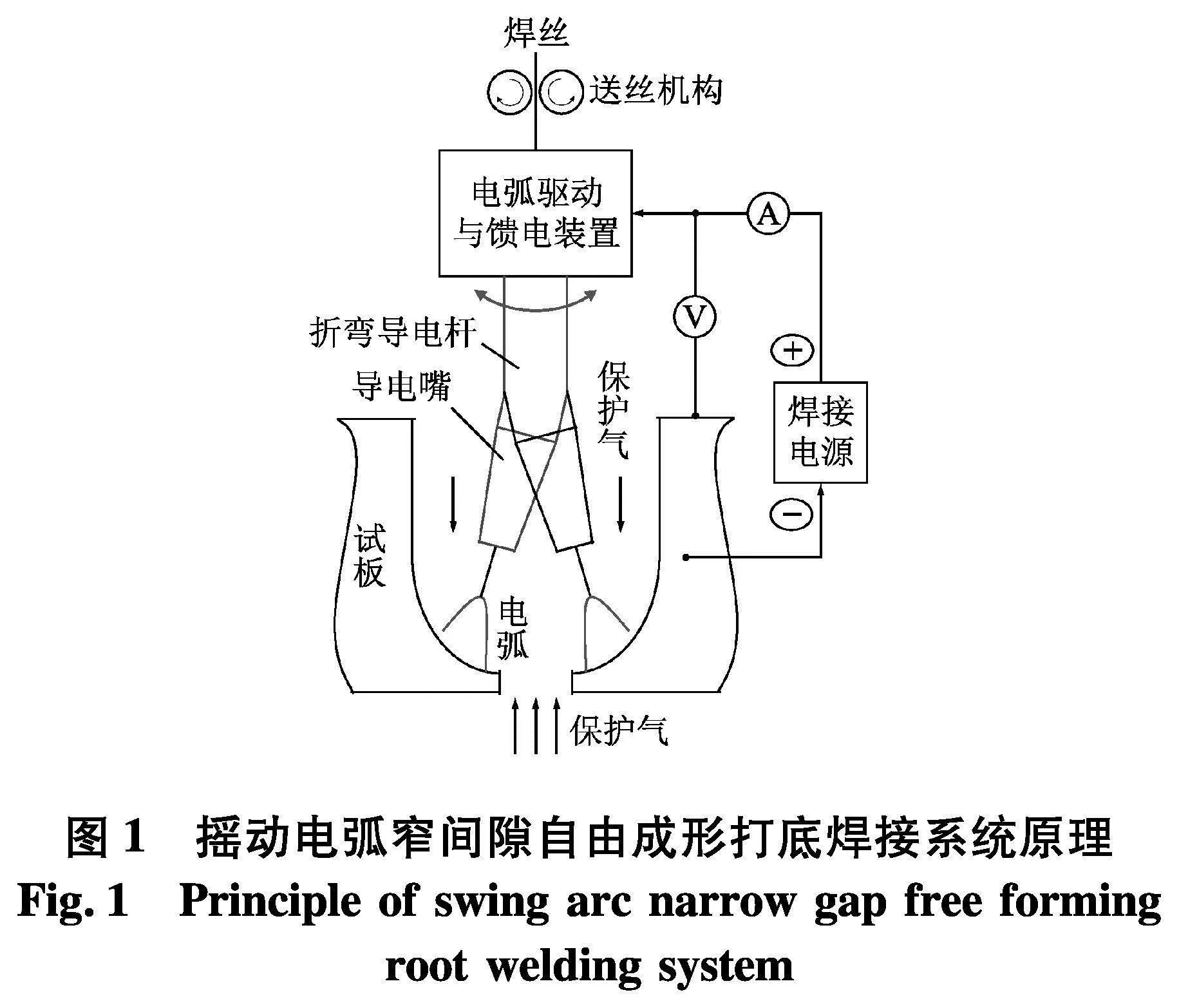
摇动电弧窄间隙自由成形打底焊接系统如图1,主要由摇动电弧窄间隙焊炬、焊接电源、送丝机构等构成,其中摇动电弧窄间隙焊炬又包括电弧驱动与馈电装置、折弯导电杆、导电嘴等.送丝机构送出的焊丝,依次穿过电弧驱动与馈电装置、折弯导电杆后,从导电嘴中心孔伸出至窄间隙坡口根部.
焊接时,通过控制电弧驱动与馈电装置来转动折弯导电杆和导电嘴,带动焊丝端部的电弧在窄间隙坡口内围绕焊炬中心做周期性往复式圆弧形摇动,并在坡口两侧壁处做短暂停留,以充分熔透坡口侧壁.焊接保护气体同时从坡口正上方和背面对焊接区域进行保护,焊接熔池在电弧力、表面张力及重力的共同作用下自由凝固,实现摇动电弧窄间隙自由成形打底焊接.
1.2 试验方法
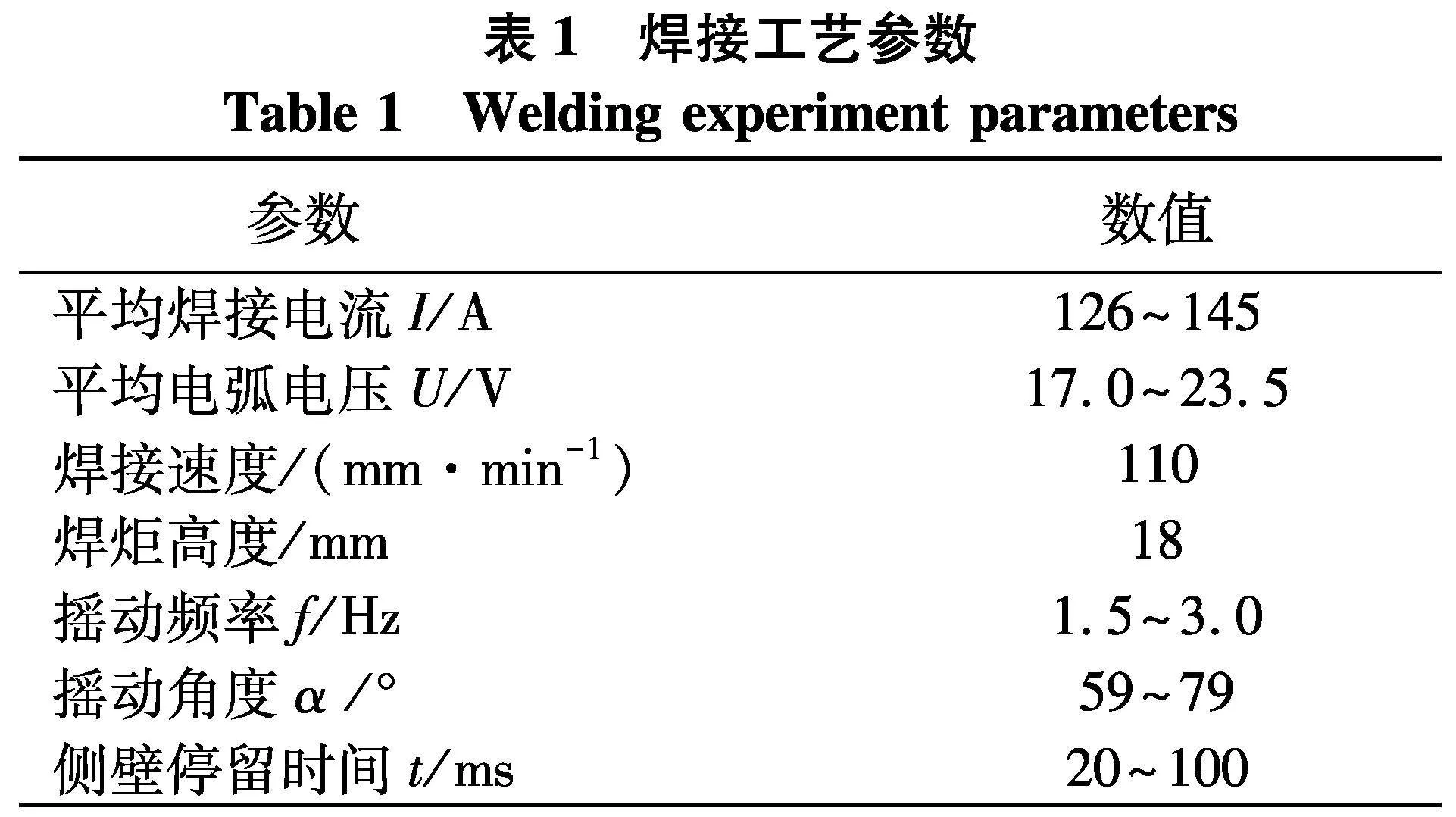
试验所用焊接工艺参数如表1.试验过程中,仅改变电弧摇动参数(摇动频率、摇动角度、侧壁停留时间),并同步记录焊接电流和电弧电压,来研究电弧摇动工艺对窄间隙熔化极电弧打底焊缝自由成形的影响规律.
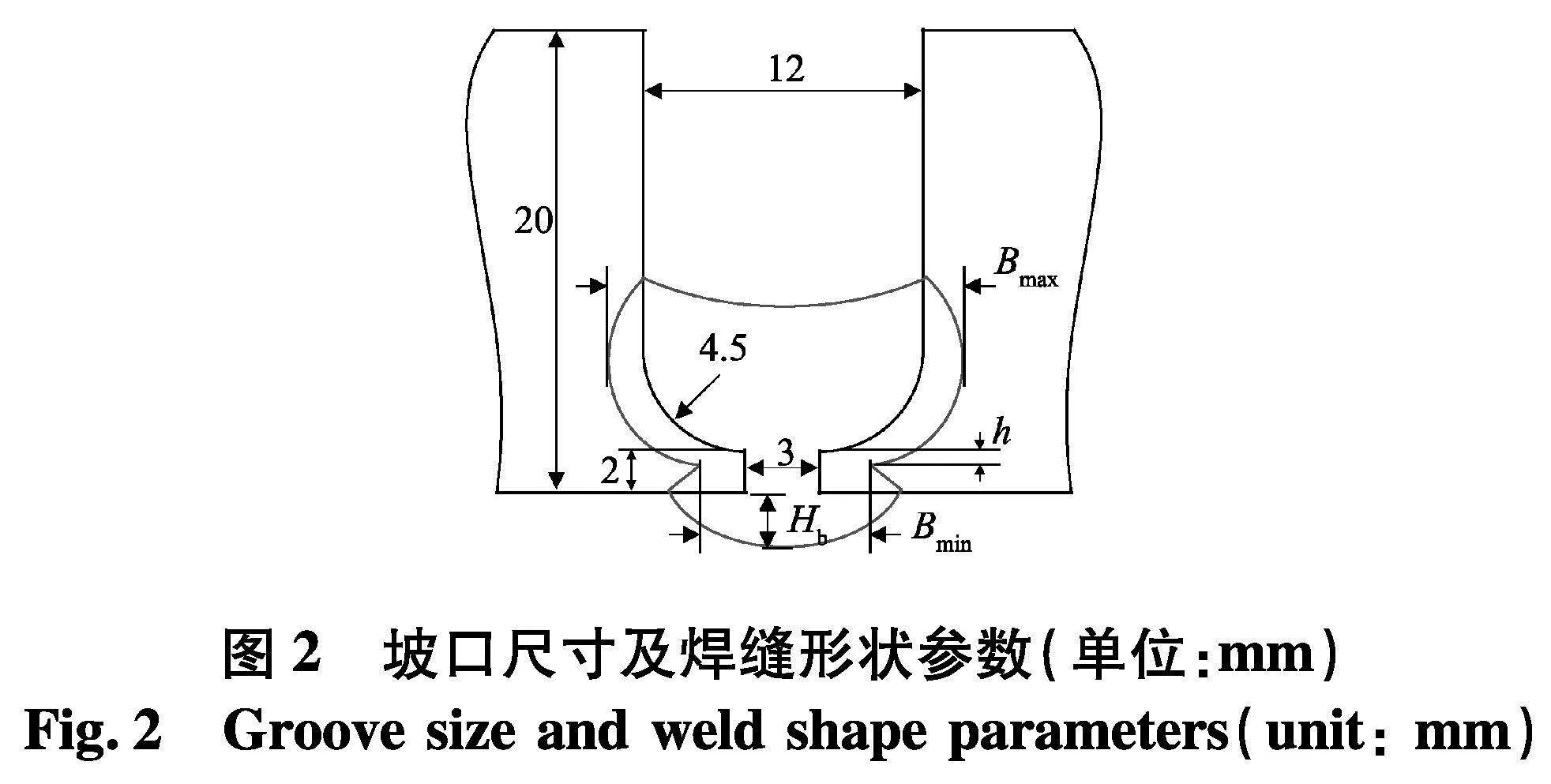
焊接试板材质为Q370,单块试板尺寸为230 mm×26 mm×20 mm,坡口形式为窄间隙单U形坡口,如图2.其中,坡口间隙为12 mm,根部间隙为3 mm,钝边厚度为2 mm,坡口根部圆弧半径为4.5 mm.所用焊接材料为直径1.2 mm的实心焊丝,牌号为MG50-6.焊接保护气为Ar+20%CO2,流量为20 L/min.
焊后,在距离引弧100 mm处截取厚度10 mm的试样,用于观测焊缝横截面成形.为研究电弧摇动参数对打底焊缝成形的影响规律,定义了焊缝横截面成形参数,如图2.其中:① Bmax为最大熔宽,用于评价坡口侧壁的熔透;② Bmin为最小熔宽,用于评价钝边在坡口宽度方向上的熔透;③ h为钝边上端熔深,用于评价钝边在坡口深度方向上的熔透;④ Hb为背面余高,用于评价坡口根部的熔透.
2 结果与分析
2.1 摇动频率的影响
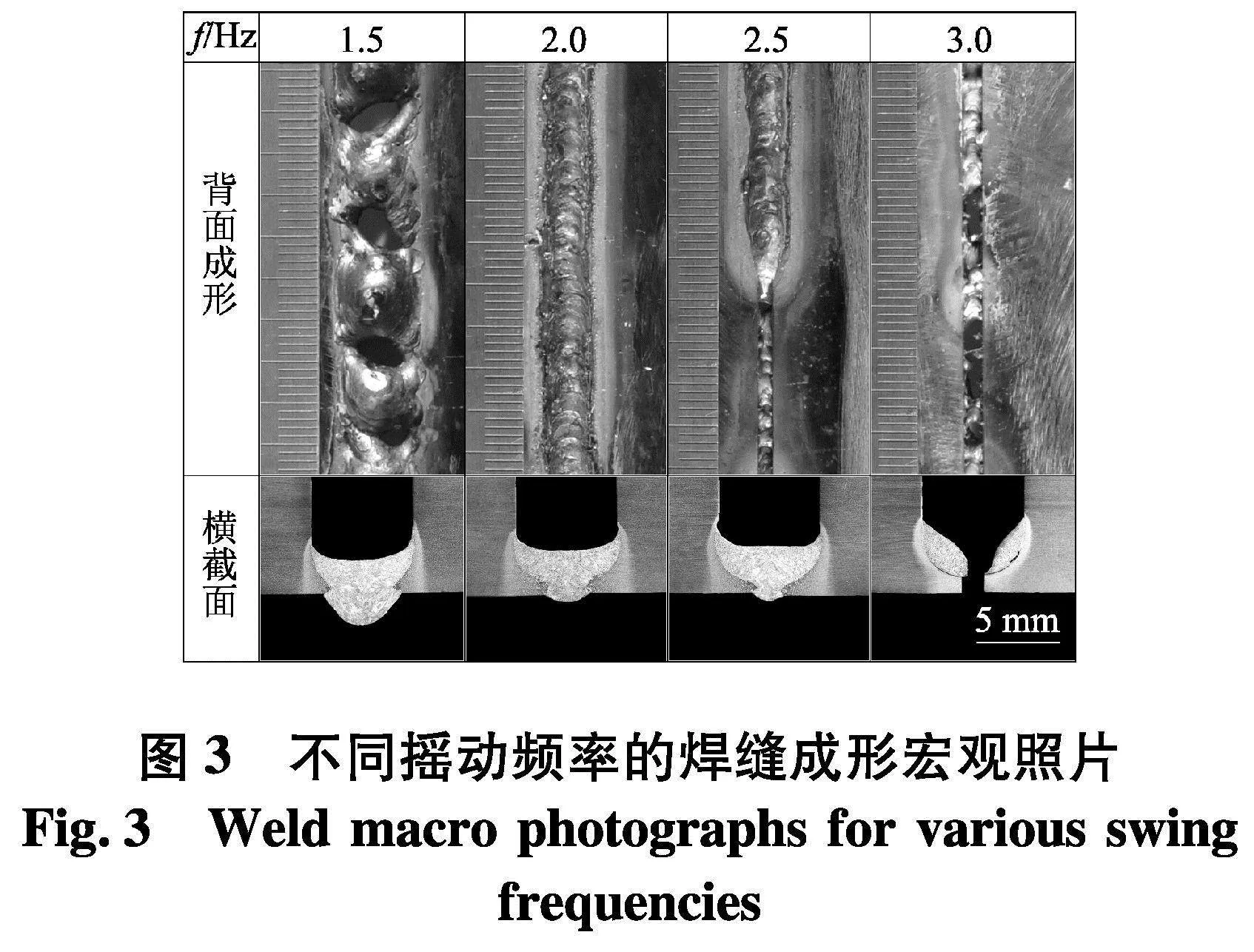
图3为不同摇动频率的焊缝宏观成形照片,其中摇动角度α为69°,单个侧壁停留时间t为60 ms.从图中可以看出,调节摇动频率f显著改变了摇动电弧打底焊缝成形.摇动频率f为1.5 Hz时,打底焊缝烧穿明显,背面成形断续;摇动频率f提高到2.0 Hz后,打底焊缝背面成形连续稳定,坡口根部熔透好;但继续增大摇动频率f后,打底焊缝的背面成形和熔透均变差,并在摇动频率f为3.0 Hz时出现明显未焊透.
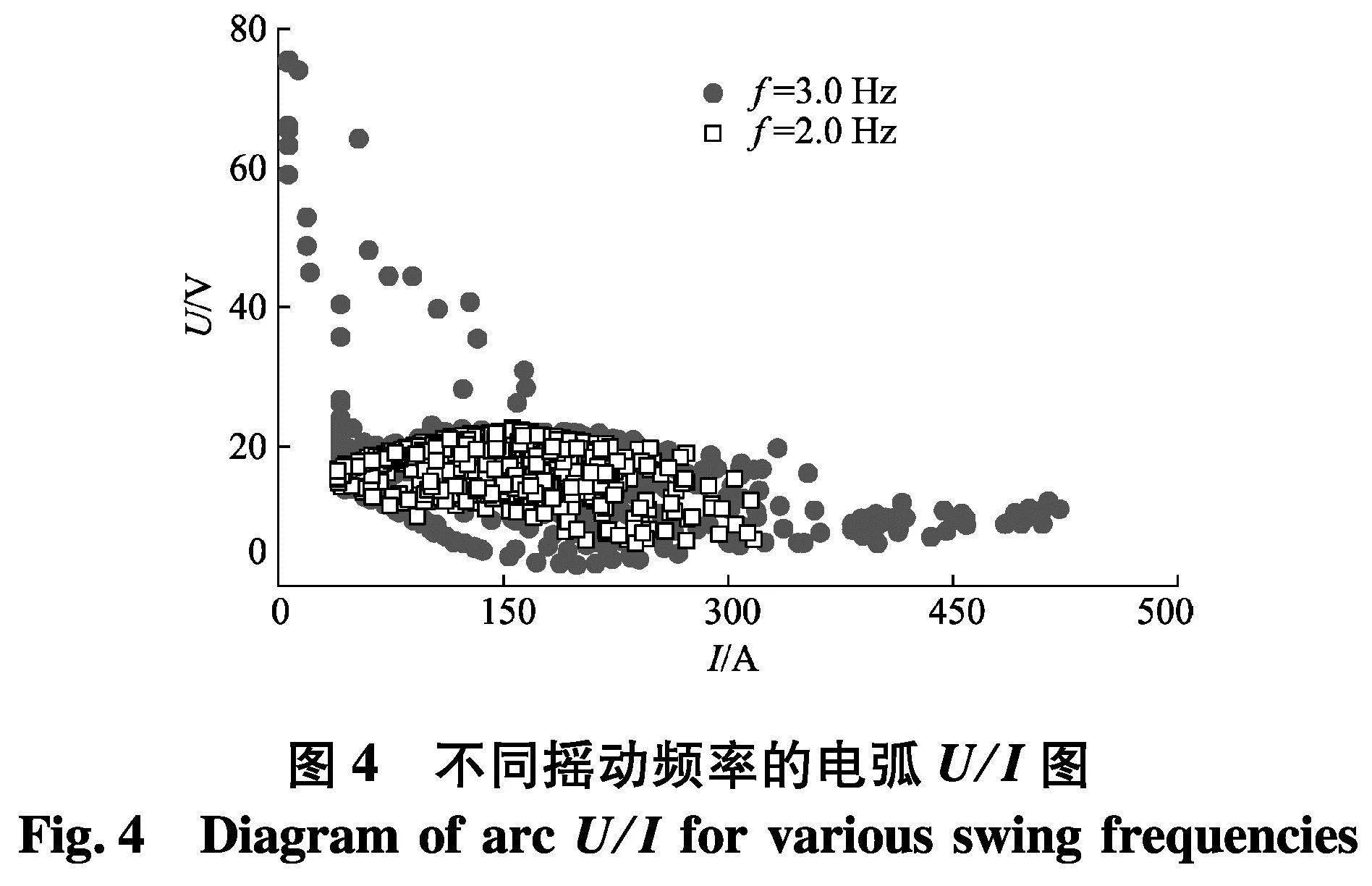
图4为不同摇动频率的电弧U/I图,该图反映了焊接过程中的电弧稳定性.摇动频率f从2.0 Hz增大到3.0 Hz后,电弧熄灭与重新引燃次数明显增多,短路电流明显增大,电弧U/I分布明显分散,表明此时电弧稳定性下降.其它条件一定时,提高摇动频率使得电弧摇动期间的移动速度增大,坡口两侧熔池来不及搭接就已凝固,打底焊缝背面成形连续性变差,从而电弧易在坡口中心熄灭并在坡口两侧壁处重新引燃,电弧稳定性下降,对坡口侧壁加热作用减弱(图5),最终导致最大熔宽Bmax减小(图6).
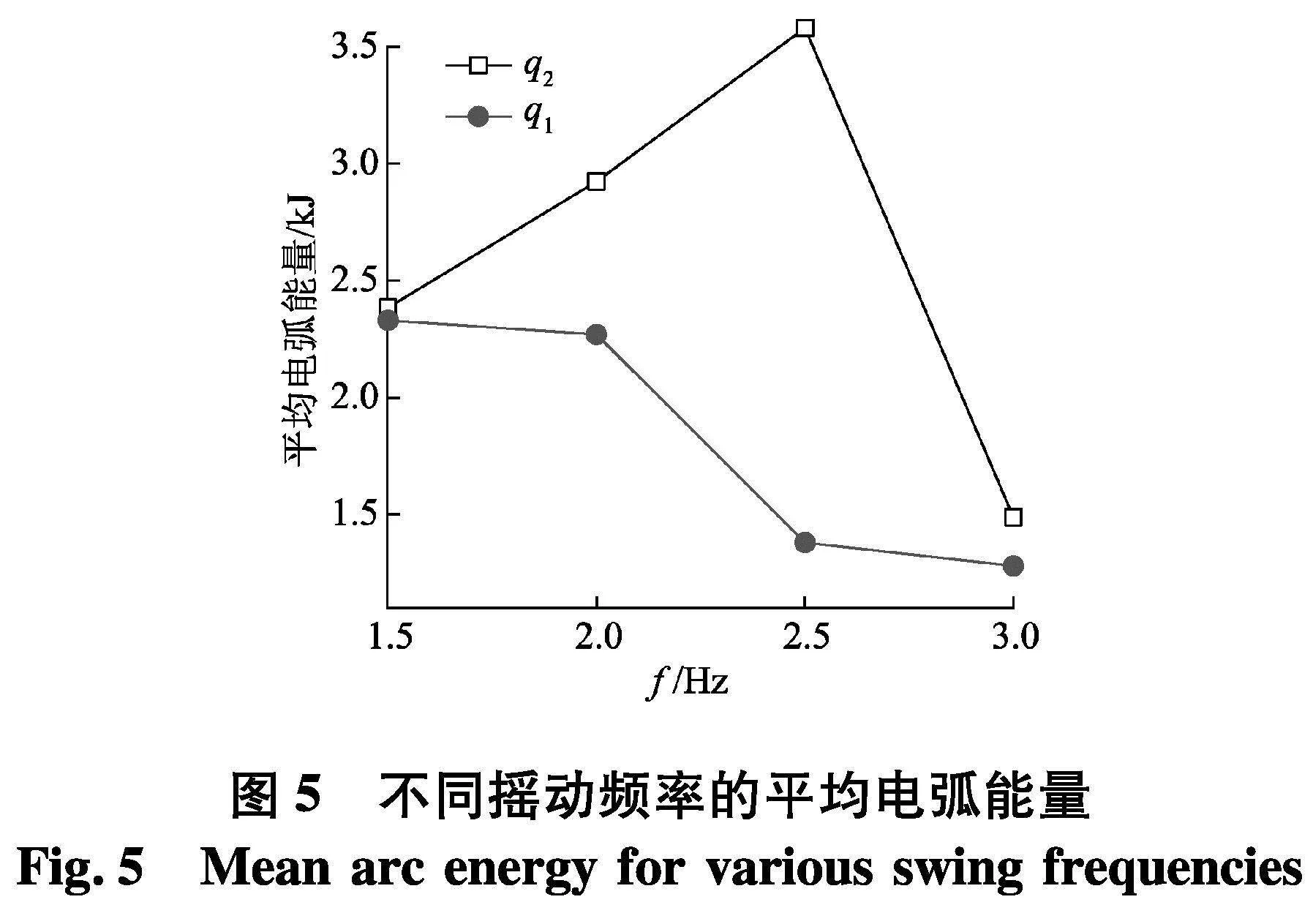
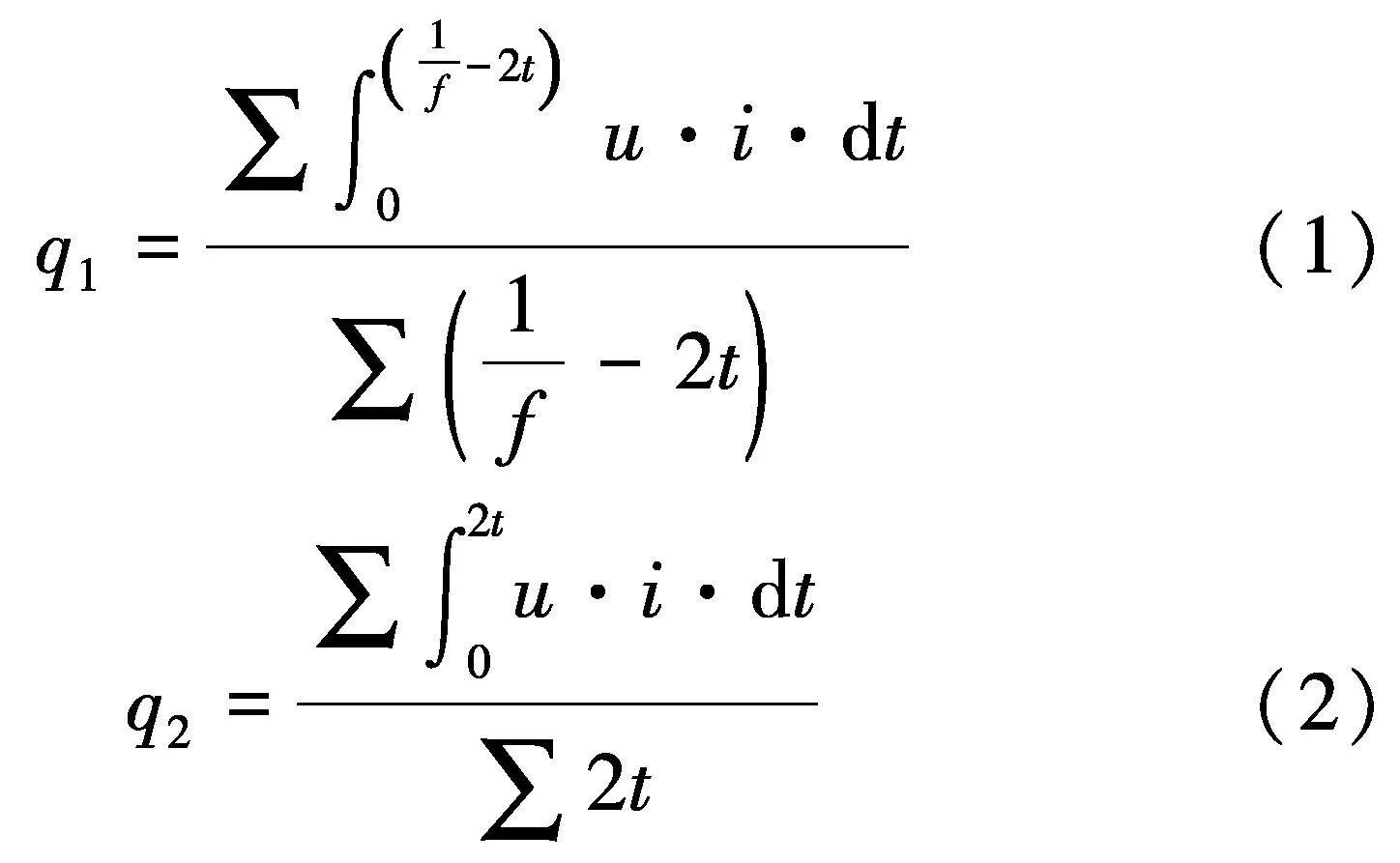
图5为不同摇动频率的平均电弧能量,其中q1为电弧摇动期间的平均电弧能量,q2为电弧侧壁停留期间的平均电弧能量,如式(1)和式(2):
随着摇动频率f的增大,单位时间内电弧直接加热侧壁频次增多,同时电弧摇动期间的移动速度增大,导致电弧侧壁停留期间的平均电弧能量q2增加,而电弧摇动期间的平均电弧能量q1减小.
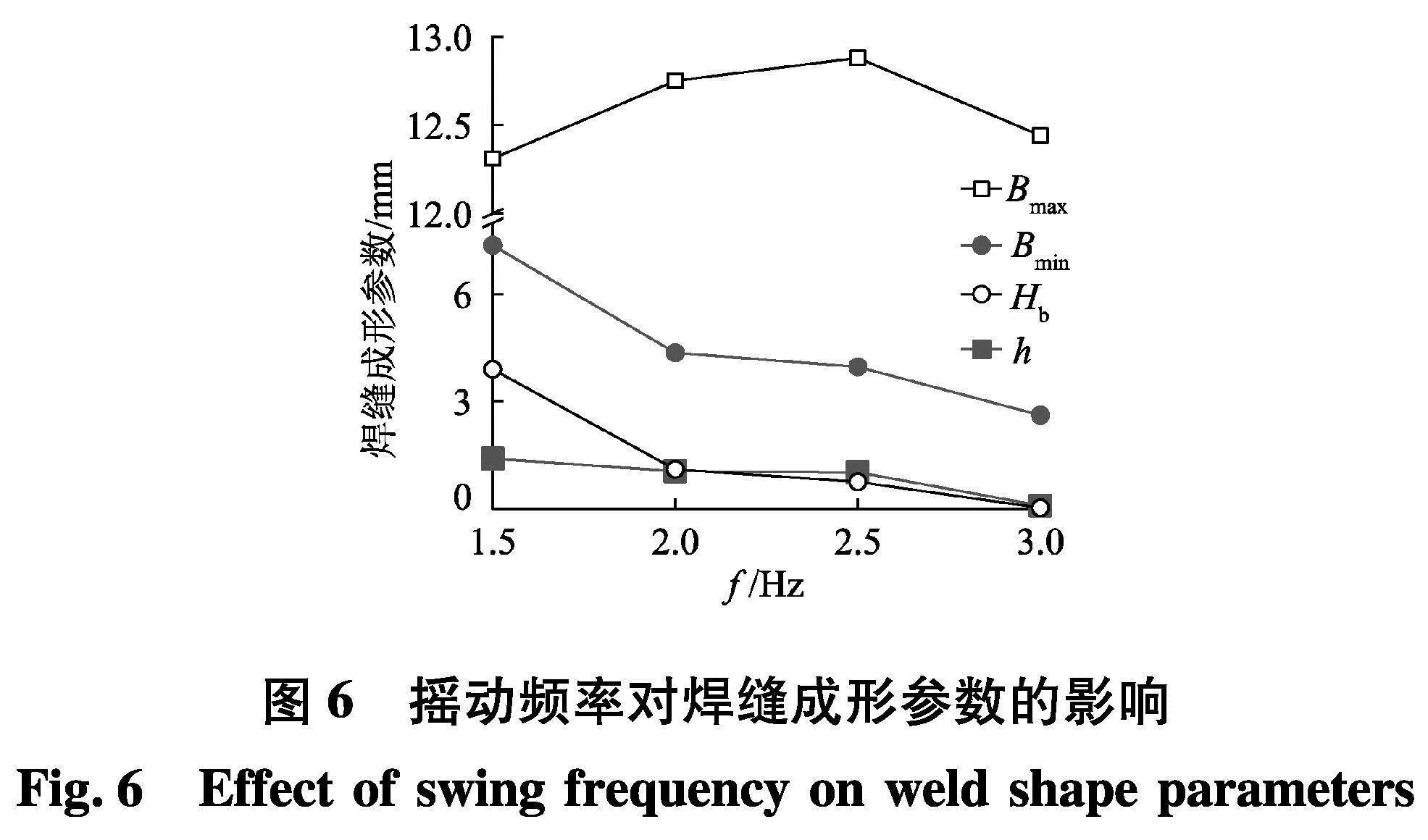
图6为摇动频率对焊缝成形参数的影响.摇动频率f增大后,电弧对坡口侧壁的加热作用增强,而对坡口中心区域的加热作用减弱,最终最大熔宽Bmax先增大后减小,而最小熔宽Bmin、钝边上端熔深h和背面余高Hb均逐渐减小.摇动频率f增大至3.0 Hz后,钝边上端熔深h和背面余高Hb减小到几乎为0,同时最小熔宽Bmin因焊接热变形而略小于初始根部间隙,表明此时坡口钝边几乎未熔化,坡口根部产生未焊透.
2.2 摇动角度的影响
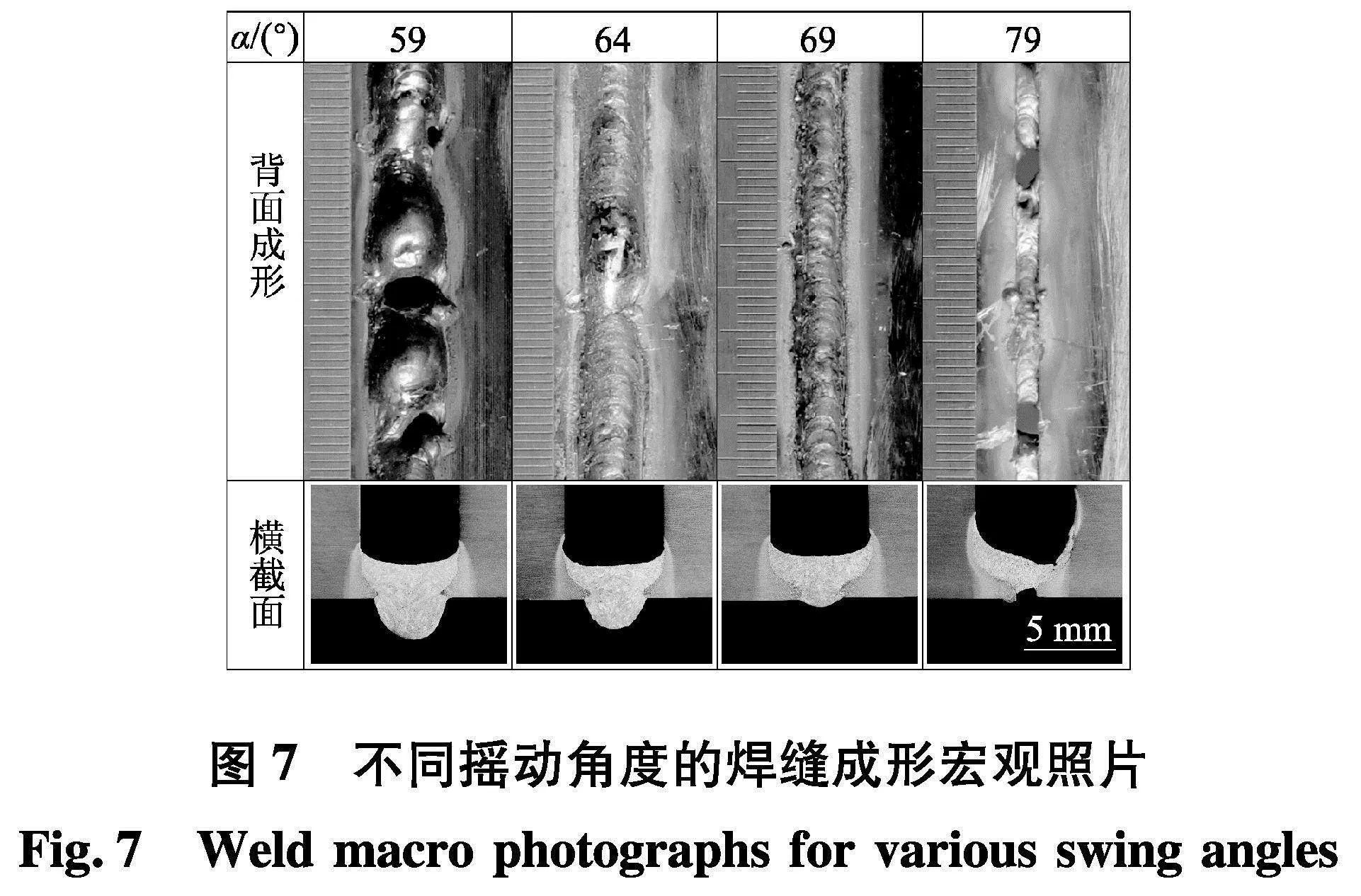
图7为不同摇动角度的焊缝宏观成形照片,其中摇动频率f为2.0 Hz,单个侧壁停留时间为60 ms.从图中可以看出,改变摇动角度也会影响打底焊缝的熔透状态.摇动角度α为59°时,打底焊缝烧穿明显,背面成形断续,存在大尺寸焊瘤;摇动角度α增大到69°后,打底焊缝背面成形连续稳定,坡口根部熔透良好,焊瘤消失;继续增大摇动角度α至79°后,仅钝边上端少量熔化,打底焊缝背面成形连续性被破坏,出现明显未焊透.
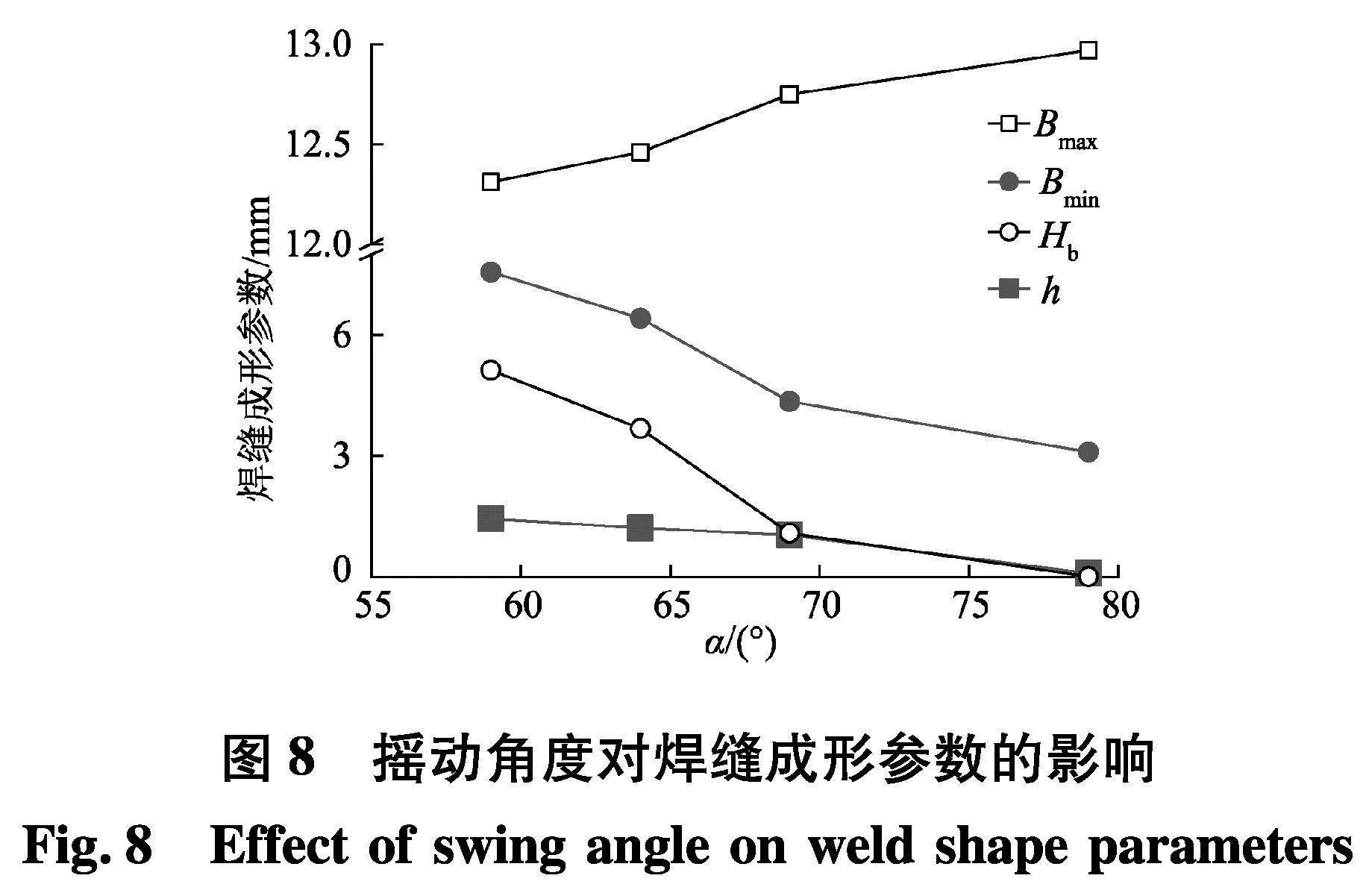
图8为摇动角度对焊缝成形参数的影响.随着摇动角度α的增大,电弧在侧壁处停留时距离坡口侧壁更近,对坡口侧壁的加热作用增强,从而促进坡口侧壁熔透,使最大熔宽Bmax增大;同时,电弧的热作用范围变宽,坡口中心的电弧热作用减弱,导致根部钝边在坡口宽度和深度方向上的熔透效果均逐渐降低,相应地,最小熔宽Bmin、钝边上端熔深h和背面余高Hb均减小.当摇动角度α为79°时,钝边上端熔深h和背面余高Hb几乎为0,同时最小熔宽Bmin几乎等于初始根部间隙,表明此时坡口钝边近似未熔化,坡口根部未焊透现象明显.
2.3 侧壁停留时间的影响
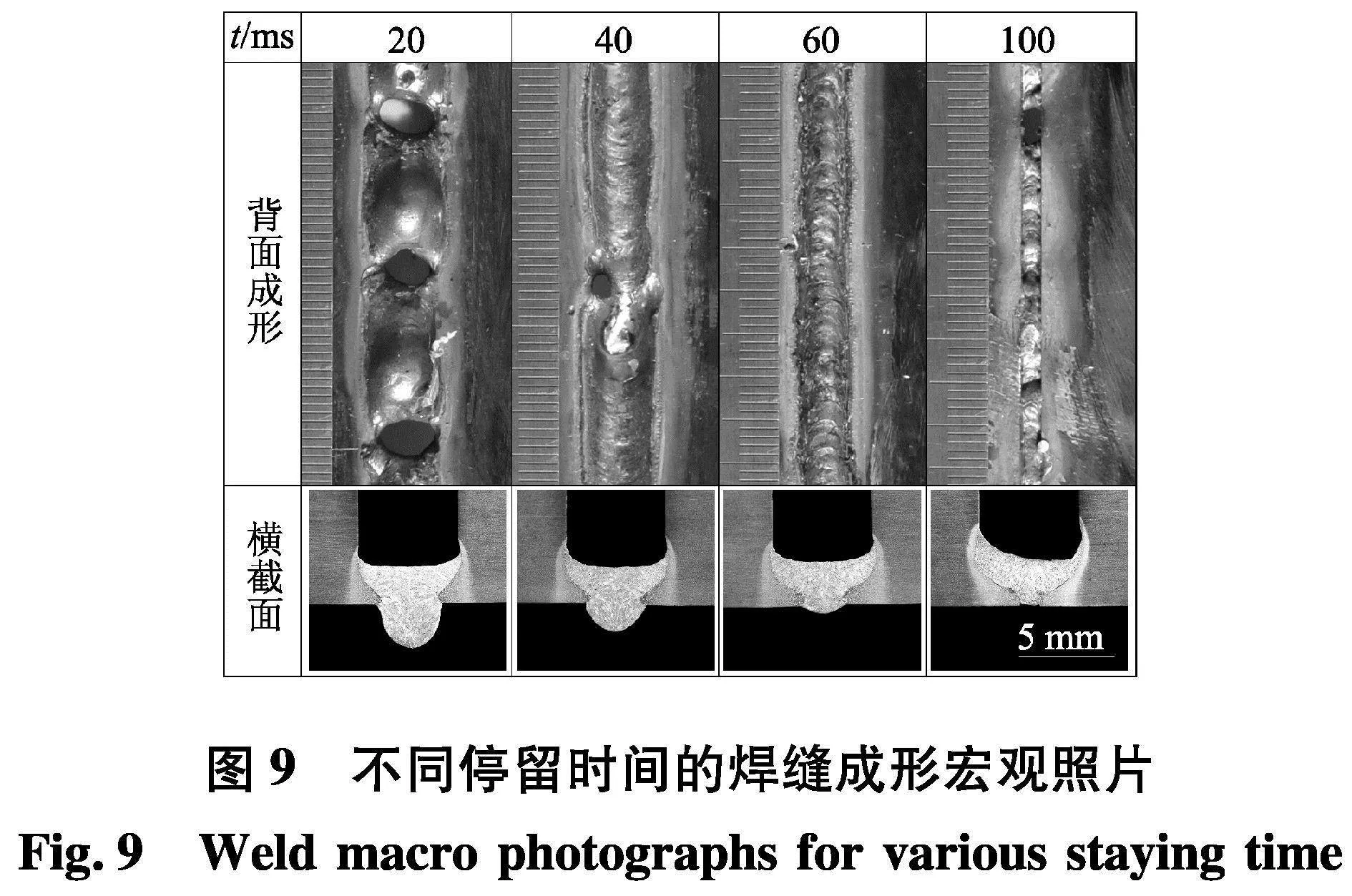
图9为不同停留时间的焊缝宏观成形照片,其中摇动频率f为2.0 Hz,摇动角度α为69°.从图中可以看出,类似地,改变侧壁停留时间也显著影响了打底焊缝的熔透成形.当单个侧壁停留时间为20 ms时,打底焊缝烧穿明显,背面成形出现了大尺寸焊瘤;停留时间从20 ms增大到60 ms后,打底焊缝背面成形逐渐连续,熔透逐渐稳定;继续增大停留时间后,部分焊接熔池流淌至根部间隙内凝固,仅钝边上端少量熔化,坡口根部未焊透现象明显.
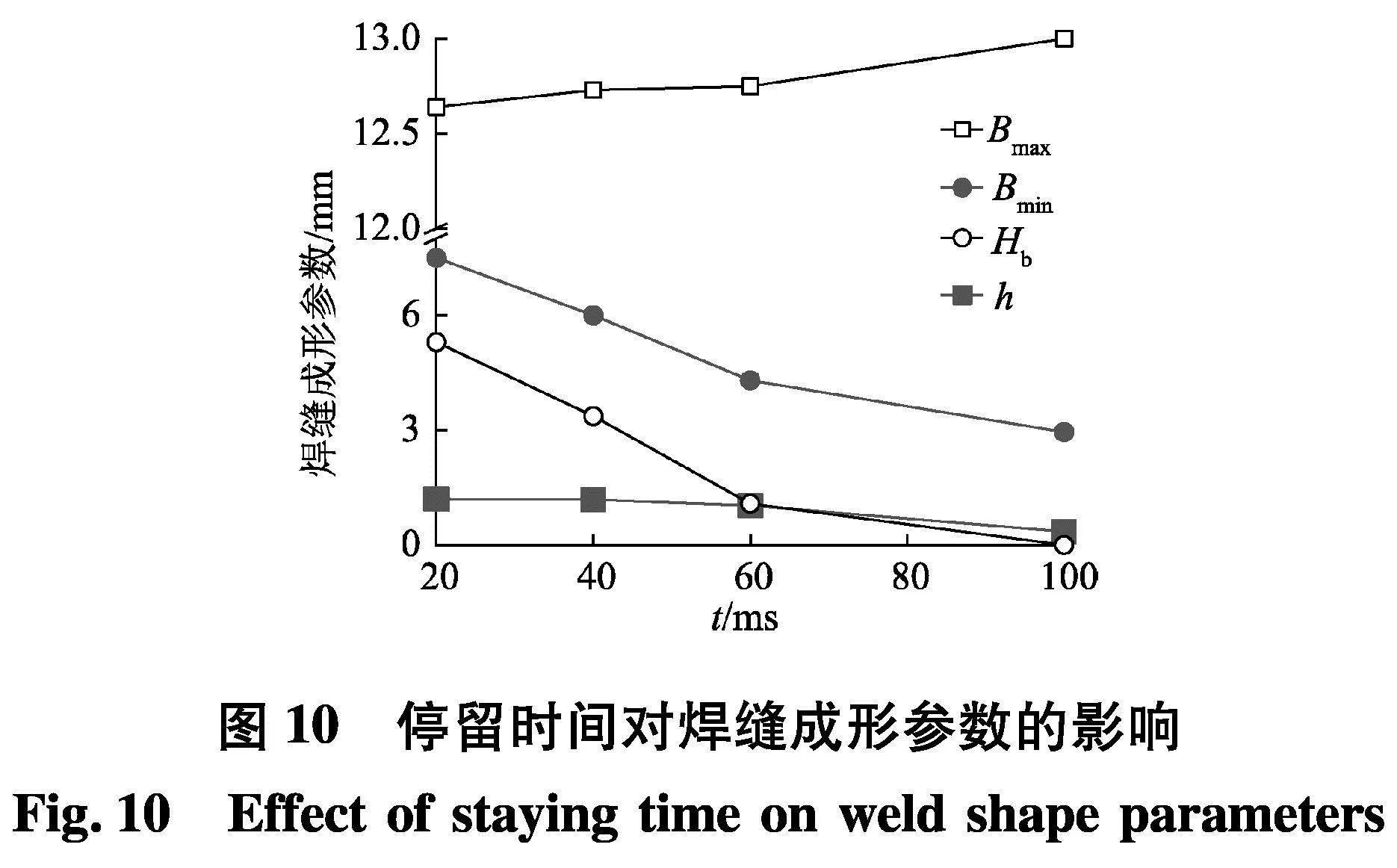
图10为侧壁停留时间对焊缝成形参数的影响.随着侧壁停留时间的增大,单个摇动周期内电弧直接加热坡口侧壁的时间增长,而对坡口中心区域的加热时间缩短,从而使得最大熔宽Bmax逐渐增大,最小熔宽Bmin、钝边上端熔深h和背面余高Hb逐渐减小.当停留时间增大到100 ms后,最小熔宽Bmin接近初始根部间隙,钝边上端熔深h和背面余高Hb减小到接近为0,表明此时坡口钝边几乎未熔化,坡口根部出现明显未焊透.
3 结论
(1) 提出了一种摇动电弧窄间隙自由成形打底焊方法,通过调节电弧摇动参数,可改变窄间隙坡口打底焊时的电弧热分布,使焊接熔池能自由凝固成形.
(2) 进行了摇动电弧窄间隙坡口自由成形打底焊接试验,电弧摇动参数过小易使打底焊缝烧穿,增大电弧摇动参数可增强坡口侧壁和根部的熔透,但过大的电弧摇动参数又会造成坡口根部未焊透.
(3) 电弧摇动频率过大时,电弧熄灭与重引燃次数增多,电弧稳定性明显下降,电弧加热作用显著减弱,不利于摇动电弧自由成形打底焊缝的熔透.
(4) 针对根部间隙3 mm、钝边厚度2 mm的窄间隙单U形坡口,在摇动频率为2.0 Hz、摇动角度为69°、单个侧壁停留时间为60 ms时,可获得熔透良好、无烧穿缺陷的自由成形打底焊缝.
参考文献(References)
[1] 王加友,朱征宇,任彦胜,等.窄间隙焊缝跟踪电弧传感方法及特性研究[J]. 江苏科技大学学报(自然科学版), 2007, 21(6): 17-20.
[2] WANG Jiayou, ZHU Jie, FU Ping, et al. A swing arc system for narrow gap GMA welding[J]. ISIJ International, 2012, 52(1): 110-114.
[3] XU W H, LIN S B, FAN C L, et al. Prediction and optimization of weld bead geometry in oscillating arc narrow gap all-position GMA welding[J]. International Journal of Advanced Manufacturing Technology, 2015, 79(1-4): 183-196.
[4] WANG Jiayou, ZHU Jie, ZHANG Cai, et al. Development of swing arc narrow gap vertical welding process[J]. ISIJ International, 2015, 55(5): 1076-1082.
[5] ONO Hi. Study on one-side narrow-gap MAG welding (Rept. I)[J]. Quarterly Journal of the Japan Welding Society, 1985, 3(2): 261-269.
[6] SUGITANI Y, KOBAYASHI Y, MURAYAMA M. Development and application of automatic high speed rotation arc welding[J]. Welding International, 1991, 5(7): 544-583.
[7] WANG J Y, REN Y S, YANG F, et al. Novel rotation arc system for narrow gap MAG welding[J]. Science and Technology of Welding and Joining, 2007, 12(6): 505-507.
[8] YANG C L, GUO N, LIN S B, et al. Application of rotating arc system to horizontal narrow gap welding[J]. Science and Technology of Welding and Joining, 2009, 14(2): 172-177.
[9] WANG Jiayou, ZHU Jie, ZHANG Cai, et al. Effect of arc swing parameters on narrow gap vertical GMA weld formation[J]. ISIJ International, 2016, 56(5): 844-850.
[10] ANANT R, GHOSH P K. Ultra-narrow gap welding of thick section of austenitic stainless steel to HSLA steel[J]. Journal of Materials Processing Technology, 2017, 239: 210-221.
