SnAgCu/SnBi混装焊点的热循环可靠性研究
2024-10-31王凤江董传淇

摘 要: Sn-Bi和Sn-Ag-Cu混装焊点是利用低熔点的Sn-58Bi锡膏将高熔点的Sn-3.0Ag-0.5Cu(SAC305)的小球回流焊接在印制电路板(PCB)上,从而实现高温芯片的低温焊接工艺.文中研究了SnAgCu/SnBi混装焊点在热循环条件下的可靠性并通过有限元模拟揭示了混装焊点热循环可靠性的应变演变行为.热循环试验发现混装焊点的寿命要优于SAC305无铅焊点.有限元计算表明,结构混装焊点内SnBi钎料层的添加能够减小最大非弹性应变范围,从而提升混装焊点的热循环可靠性.
关键词: 混装焊点;无铅钎料;可靠性;热循环;有限元
中图分类号:TG425"" 文献标志码:A"""" 文章编号:1673-4807(2024)02-031-05
Study on thermal cycling reliability in SnAgCu/SnBi mixed solder joints
Abstract:Mixed solder joints are the Sn-Ag-Cu bump with high melting point which is reflowed on PCB by Sn-Bi low temperature paste. This paper mainly studies the thermal cycling reliability of Sn-Ag-Cu/Sn-Bi structural mixed solder joints. Finite element method is employed to investigate the strain distribution in mixed solder joints. The results show that the thermal cycling reliability of the structural composite solder joint is better than that of Sn-Ag-Cu. This is mainly affected by the Sn-Bi solder layer which could narrow the range of non-elastic strain. The non-elastic strain range of structure composite solder joint with 50% Sn-Bi is lower than that of Sn-Ag-Cu solder joint.
Key words:mixed solder joint, Pb-free solder, reliability, thermal cycling, finite element method
混装焊点是指采用低熔点的锡膏来焊接高熔点的焊锡小球,它的出现依赖于封装焊点结构和封装材料的共同发展.在焊点结构方面,球栅阵列(BGA)结构的出现,使得器件需要先植球形成焊球后再进行组装;钎料合金的发展使得植球和组装选用钎料的种类多样化.例如,在2000年左右,出现了Sn-Ag-Cu钎料替代Sn-Pb钎料的局面,此时电子工业中仍然大量使用传统的Sn-Pb钎料合金,在对BGA器件的植球而言,可选择的焊球有Sn-Ag-Cu焊球和Sn-Pb焊球;在回流焊组装时,可选择的锡膏又有Sn-Ag-Cu和Sn-Pb两种,如果选择的BGA焊球和锡膏成分为同种合金,那么最终得到成分单一的Sn-Ag-Cu或Sn-Pb焊点,如果锡膏的成分与BGA焊球的成分不相同,那么将会形成混装焊点.在2010年左右,Sn-Pb钎料逐渐退出历史舞台,此时,Sn-Bi低温钎料被推向市场,又出现Sn-Bi和Sn-Ag-Cu之间的混装.Sn-Bi和Sn-Ag-Cu无铅混装焊点是利用Sn-Bi焊膏将Sn-Ag-Cu的焊球回流焊接在PCB板上,或是利用Sn-Ag-Cu的焊膏将Sn-Bi的焊球回流焊接到PCB板上,这一封装过程包含着组织、力学性能、可靠性的演变[1-5].
在混装过程中,由于Sn-Ag-Cu焊料熔点要高于Sn-Pb或Sn-Bi焊料,依据焊接温度混装焊点可以分为两类:结构混装焊点(焊接温度低于Sn-Ag-Cu熔点)和成分混装焊点(焊接温度高于Sn-Ag-Cu熔点).虽然混装焊点很早就出现在电子工业中,但混装焊点的可靠性近年来才得以关注.文献[6]对比了BGA器件采用结构混装、成分混装焊点与Sn-Pb焊点在0~100 ℃下的热循环可靠性,发现结构混装焊点的热循环可靠性要优于成分混装焊点的热循环可靠性,但均高于Sn-Pb焊点.文献[7]给出了热循环参数对混装焊点可靠性的影响,通过研究结构混装与成分混装BGA焊点分别在0~100 ℃和-40~125 ℃的热循环寿命,发现焊点在0~100 ℃条件下的可靠性要优于-40~125 ℃条件但与结构混合还是成分混合影响不大.另外,混装焊点的热循环可靠性也受到无铅焊球与有铅锡膏混合百分比及器件尺寸的影响[8-11].文献[12]对Sn-Pb、Sn-Ag-Cu及混装焊点的随机振动可靠性进行了研究并考虑了不同焊盘镀层的影响,结果表明了Sn-Pb焊点的振动可靠性要高于混装焊点,而Sn-Ag-Cu无铅焊点与混装焊点相比则取决于焊盘镀层成分.文献[13]研究了成分混合倒装焊点在电流密度为1×104 A/cm2,温度为120 ℃的电迁移行为,同样观察到了阳极处IMC的长大及Pb富集和阴极处Ni金属层的溶解和空洞导致的焊点失效.
从以上混装焊点研究现状可以发现,目前,混装焊点的研究还处于起步阶段,对于混装焊点中的成分复合焊点的报道比较多,包括焊点的跌落可靠性、热循环可靠性.但对于结构复合焊点,目前SnAgCu/SnPb结构混合焊点跌落可靠性较差,热循环可靠性逊于Sn-Ag-Cu单一焊点.对于SnAgCu/SnBi混装焊点可靠性的相关研究工作接近空白,因此文中主要研究了SnAgCu/SnBi混装体系的热循环可靠性.
1 实验材料与方法
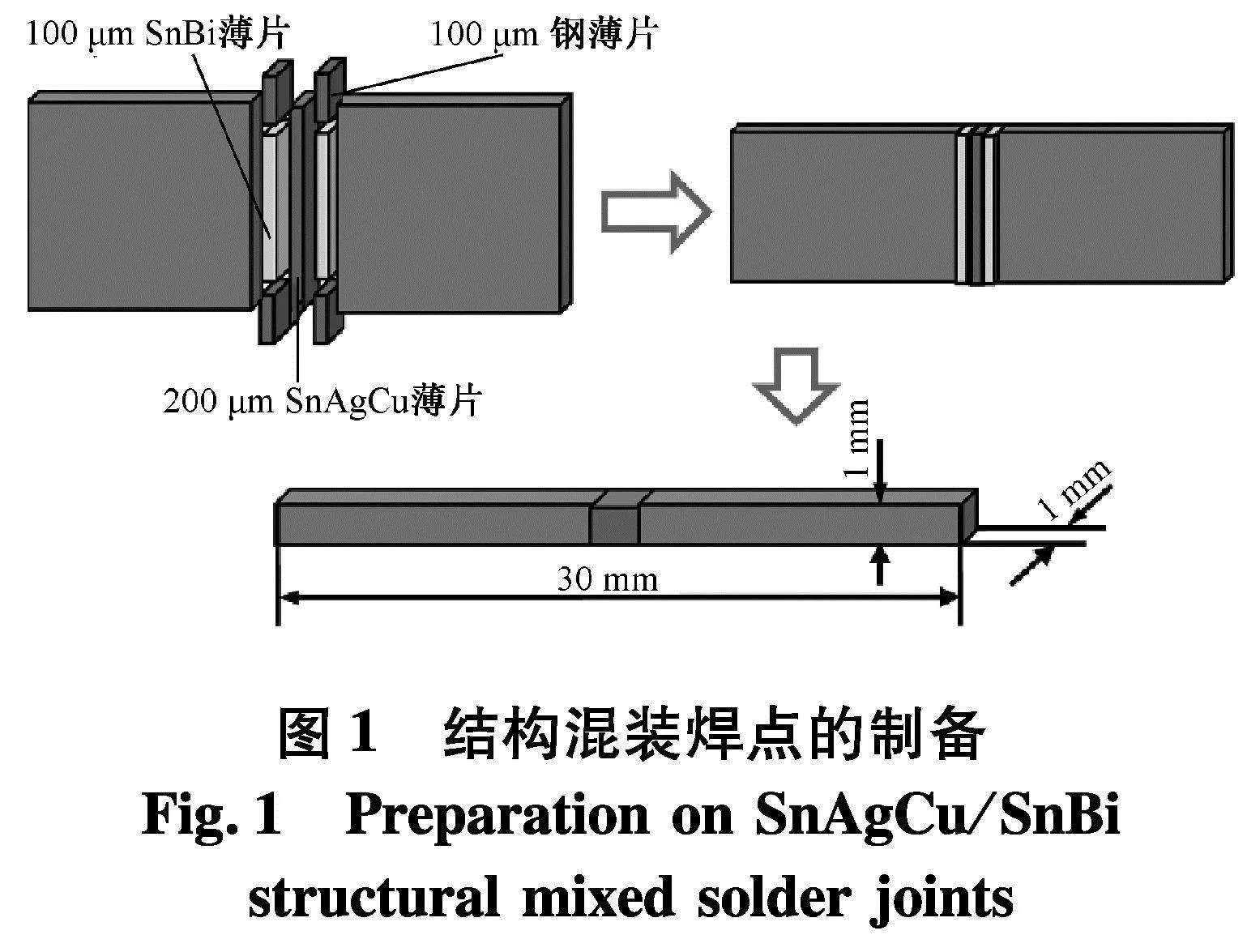
本研究采用的钎料为Sn-3.0Ag-0.5Cu(SAC305)和Sn-58Bi(SB)薄片,钎料厚度分别为200和100 μm.由于SAC305和SB钎料的熔点分别为221和138 ℃,回流焊过程中峰值焊接温度为150 ℃,从而保证SAC305钎料不熔化,而Sn-Bi钎料熔化并润湿Cu基板.结构混装焊点的制备流程如图1,在焊点制作过程中,为防止Sn-Bi熔化后引起未熔化的SAC305薄片偏移,用100 μm的钢片固定在Cu片和SAC305薄片之间,整体固定后进行回流焊接得到结构混装焊点;最后通过线切割加工得到需要的独立焊点,独立焊点的尺寸为1 mm×1 mm,长度为30 mm.另一方面,也选择了焊接温度为260 ℃,并对混装焊点进行焊接,由于SAC305与Sn-Bi钎料均发生熔化,从而产生了成分混装焊点,记作为SB-50SAC成分混装焊点,并用于可靠性对比.
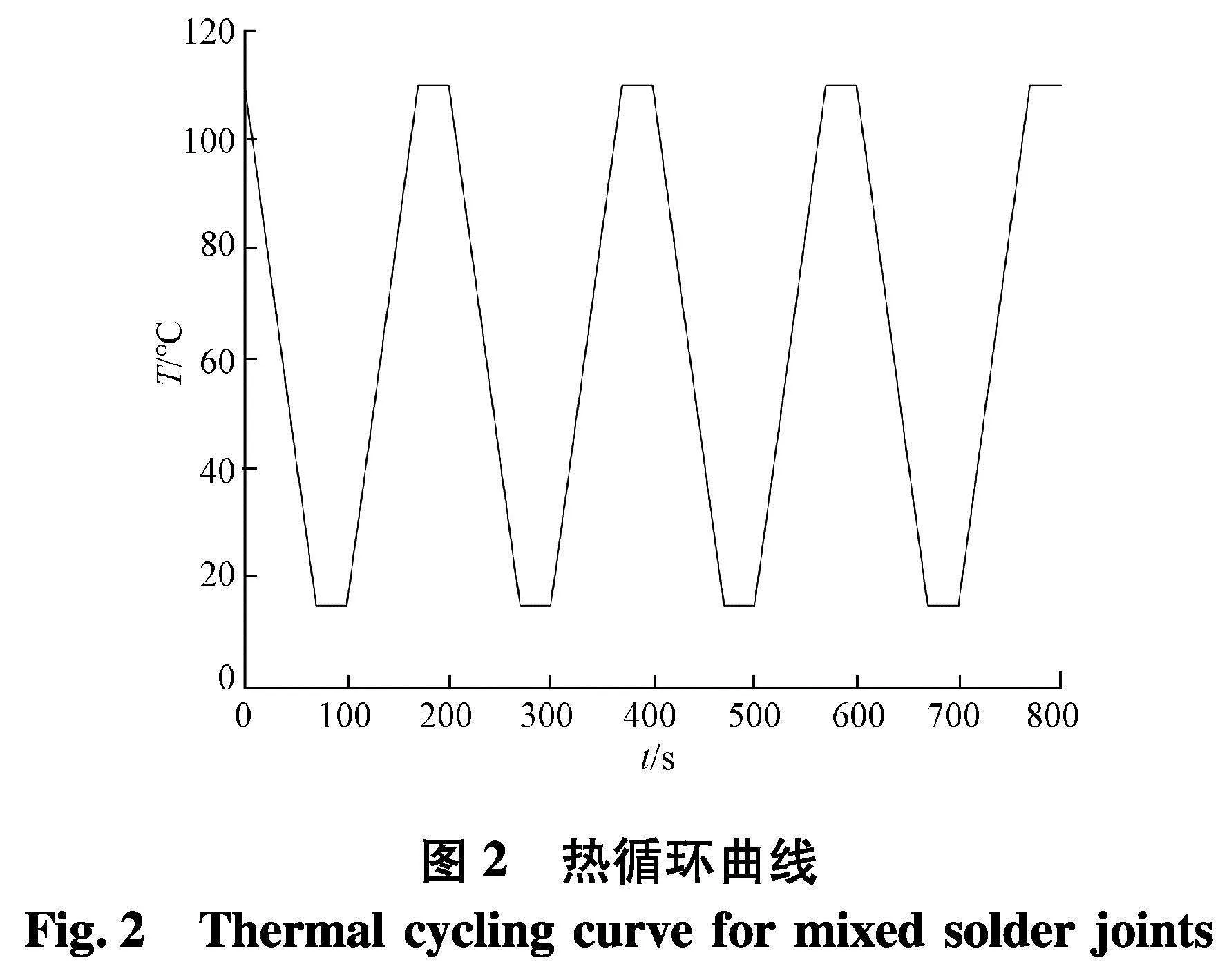
热循环可靠性测试时低温为15 ℃,高温为110 ℃,一个热循环周期为200 s,高温和低温停留时间各为30 s,高低温升降时间为70 s,热循环曲线如图2.热循环次数分别为500、1 000和2 000次.
将焊点镶嵌并利用砂纸对试样进行预磨,然后采用抛光液对试样进行抛光,利用光学显微镜和扫描电镜观察钎料合金的显微组织及裂纹扩展.
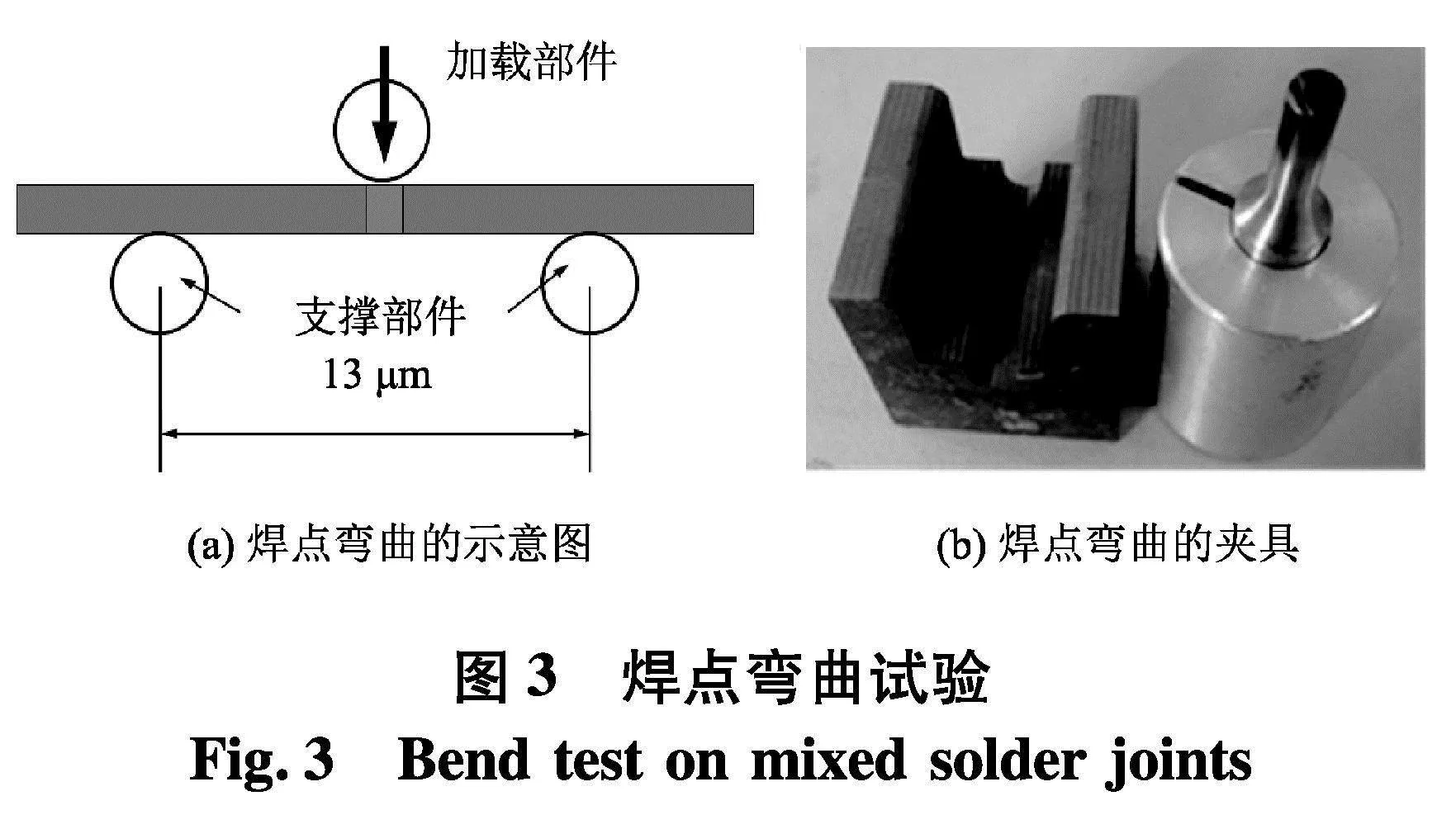
为了评估焊点经过热循环后的力学性能,采用三点弯曲方法对焊点的力学性能进行测定,焊点弯曲示意见图3(a),弯曲夹具如图3(b),其中弯曲跨距为13 mm.
2 结果与分析
2.1 热循环对混装焊点性能的影响
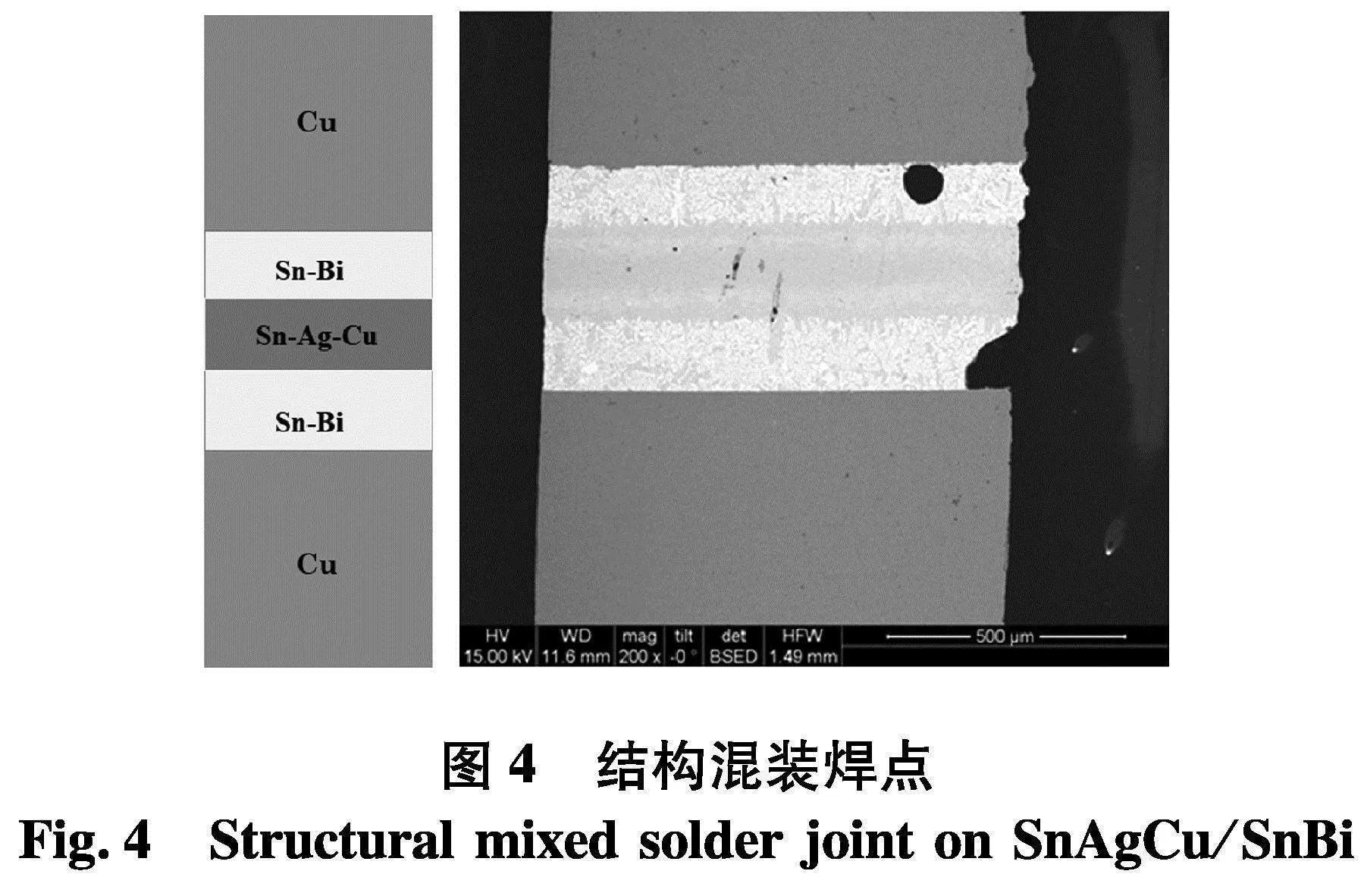
SnAgCu/SnBi结构混装焊点组织如图4,组织内可以观察到SnBi/SnAgCu/SnBi三层钎料,SAC305钎料保持未熔化状态,而Sn-Bi钎料则与Cu基板实现了焊接,从而构成结构混装焊点.
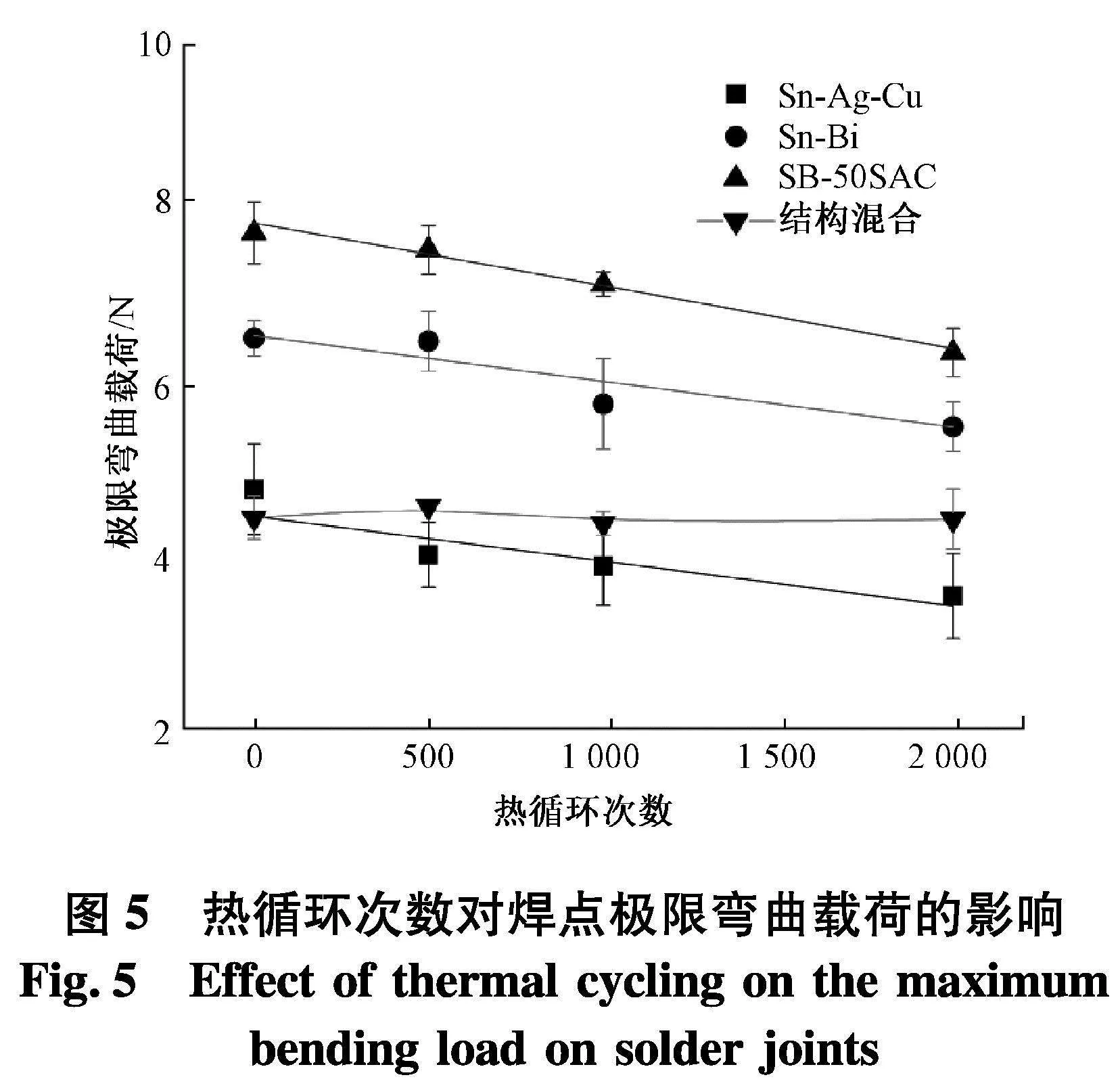
热循环会降低焊点的寿命与力学性能,图5为热循环次数对SAC/SB结构混装焊点、Sn-Bi焊点、SAC305焊点和SB-50SAC成分混装焊点极限弯曲载荷的影响.可以发现,SB-50SAC成分混装焊点、SAC305、Sn-58Bi和的极限弯曲载荷均随着热循环次数的增加而下降,其中下降速度最快的是SB-50SAC成分混装焊点,Sn-Bi焊点的下降速度较慢,但SAC/SB结构混装焊点的力学极限弯曲载荷基本不随热循环次数的增加而下降,均能维持在4.5 N左右.在热循环过程中,结构混装焊点的力学性能退化较小.焊点的热循环可靠性排序为:SB-50SAC成分混装焊点gt; Sn-58Bi焊点gt;SAC/SB结构混装焊点gt; SAC305焊点.
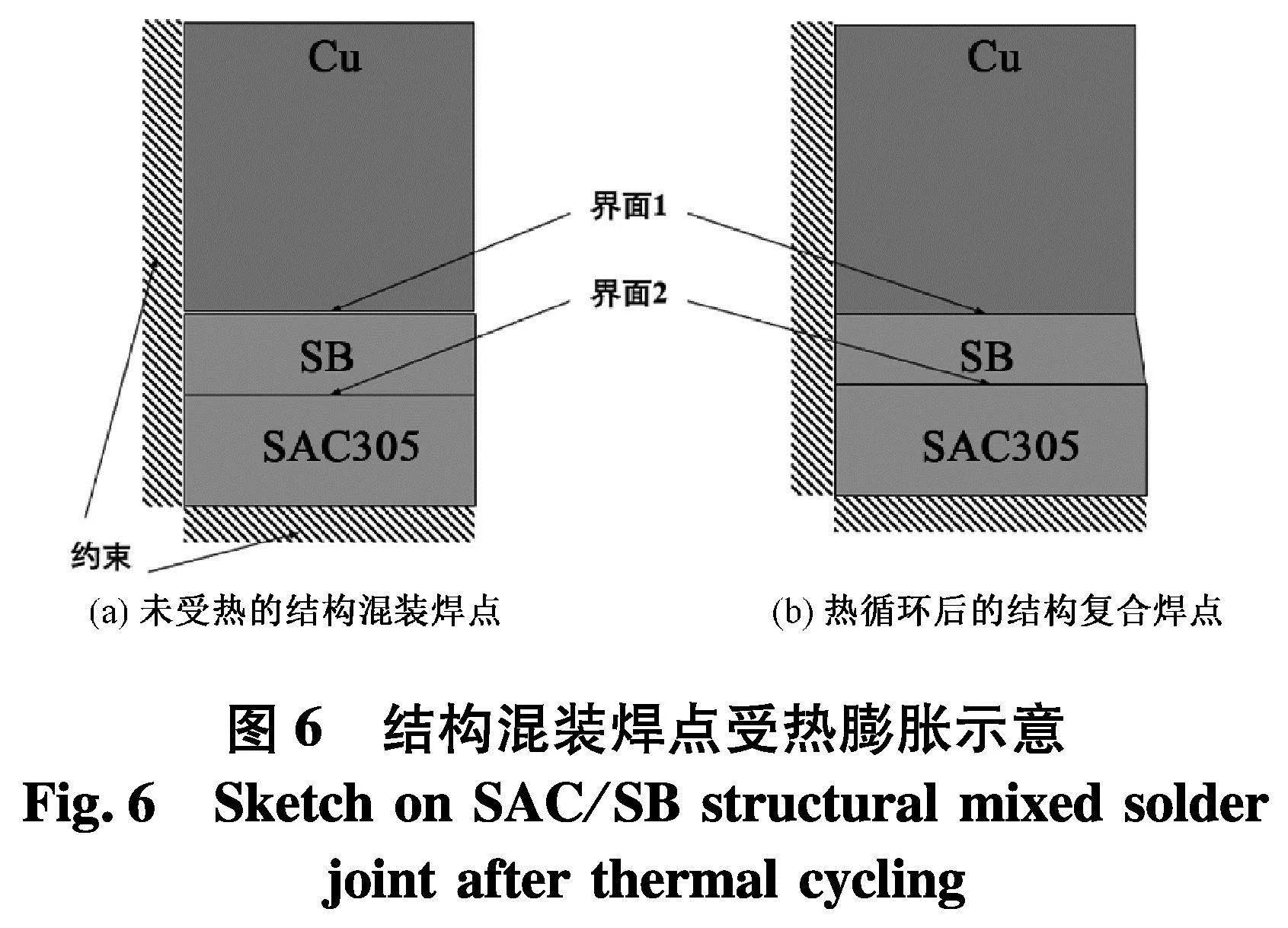
图6为结构混装焊点在热循环过程中由于材料热膨胀系数差异引起的变形示意,其中图6(a)为初始状态下的结构混装焊点,图6(b)为热循环后的结构混装焊点.热循环过程中,由于Sn-58Bi钎料与铜的热膨胀系数差异,以及Sn-Bi钎料和SAC305钎料热胀系数的差异,在界面1和界面2上产生应力.对于界面1而言,由于Sn-Bi与铜之间的热胀系数差异,容易产生应力集中,对于Sn-Bi与SAC305界面而言,由于较小的热膨胀系数差异,且Sn-Bi的弹性模量比铜小,因此Sn-Bi/Sn-Ag-Cu界面的应力集中程度比Cu/Sn-Ag-Cu要小,这种热膨胀系数的梯度分布和Sn-Bi钎料合金较小的弹性模量,将导致结构混装焊点热循环可靠性比SAC305单一钎料焊点高.下文将通过有限元模拟来揭示结构混装焊点高热循环可靠性的原因.
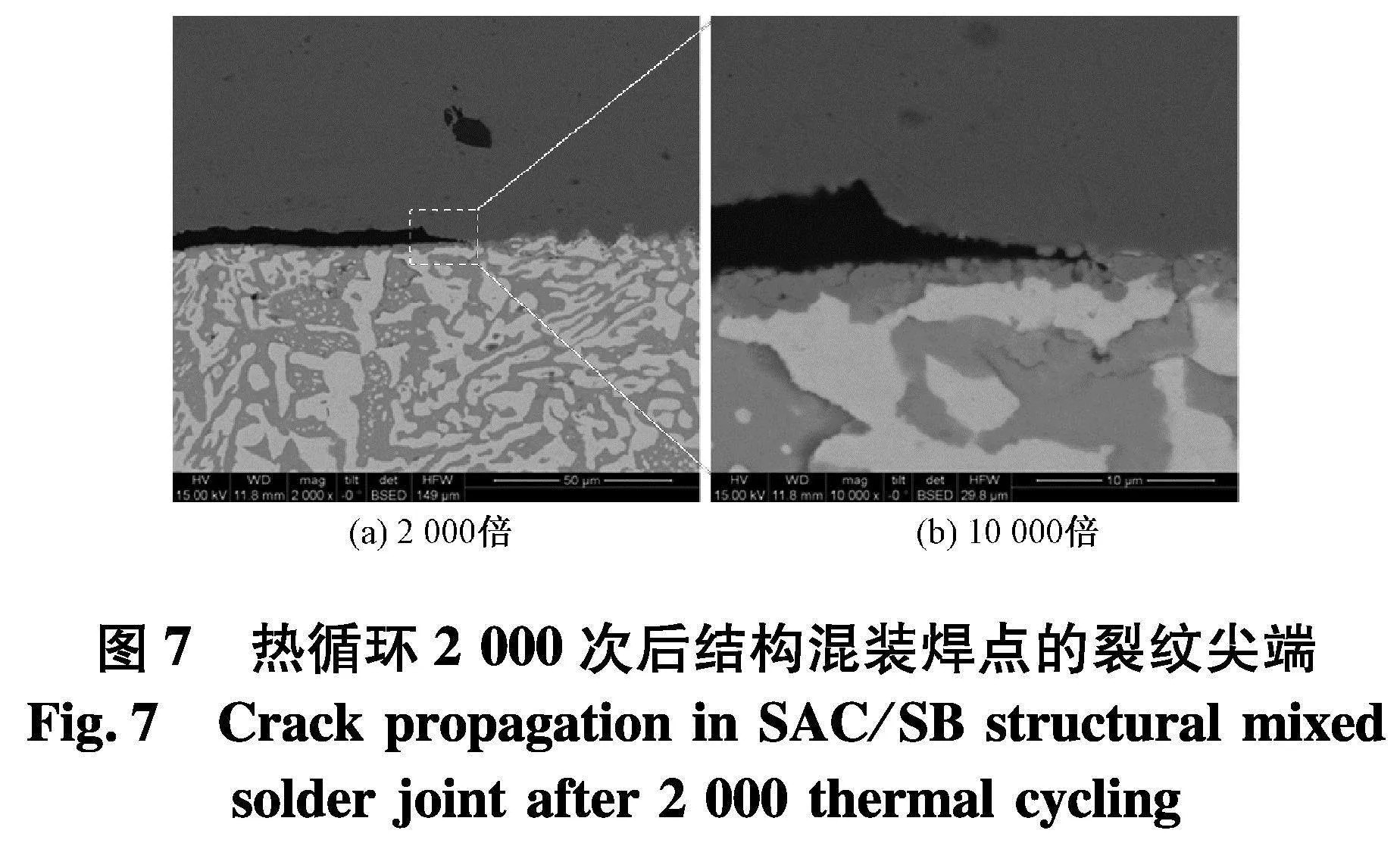
结构混装焊点弯曲过程中,由于Cu/Sn-Bi界面的应力集中程度较大,裂纹容易在该界面上萌生和扩展,图7为热循环2000次后的裂纹尖端形貌,裂纹在Cu/Sn-Bi界面上扩展,从而验证了以上观点.
2.2 混装焊点的热循环模拟
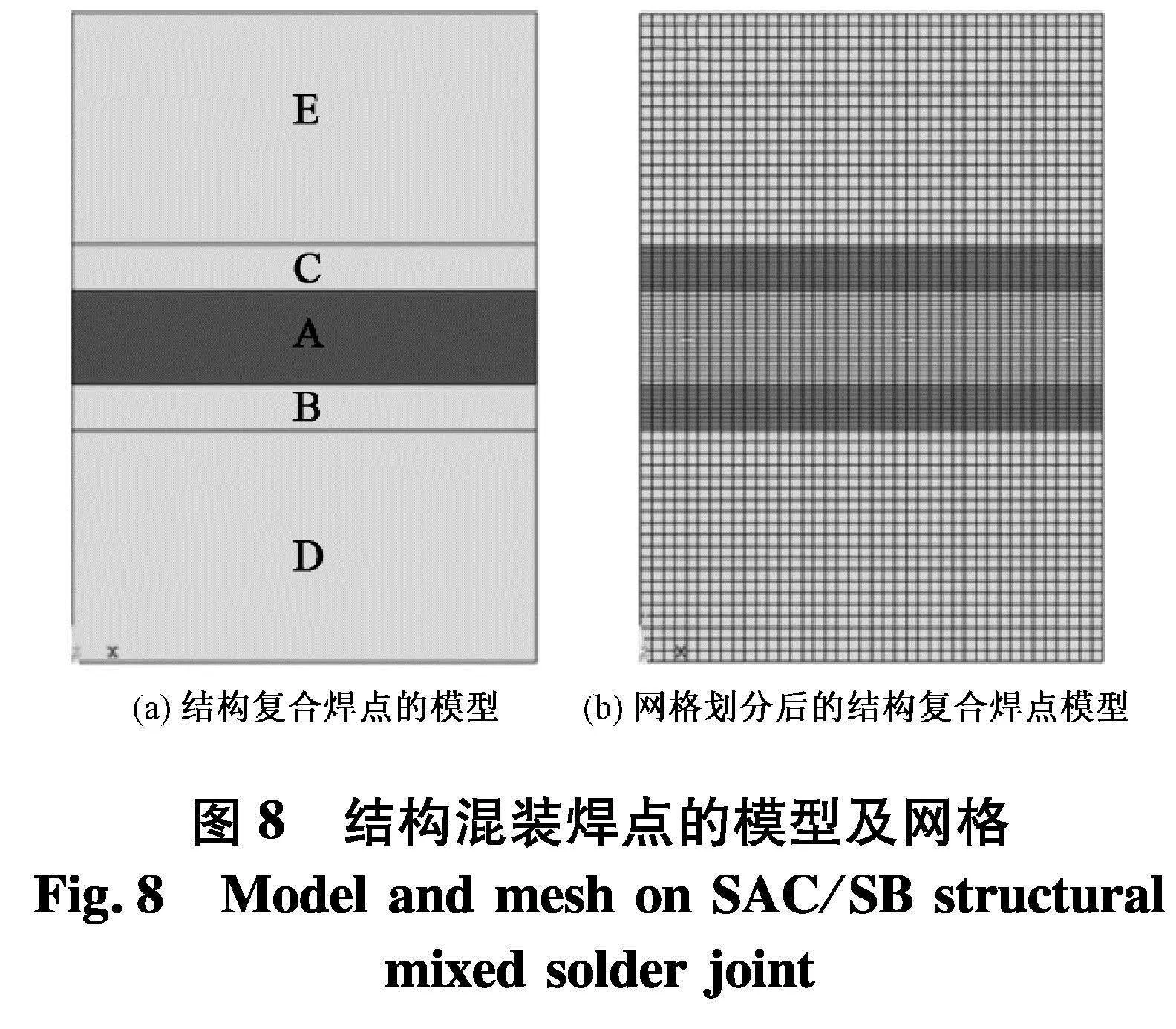
为了研究热循环对结构混装焊点的影响,文中采用了ANSYS软件对热循环过程中焊点内应变分布进行了模拟,并与SAC305焊点进行对比.结构混装焊点的模型和网格如图8,采用四面体网格进行划分,其中A区域的材料为SAC305,B和C区域的材料为Sn-58Bi,D和E区域的材料为铜.
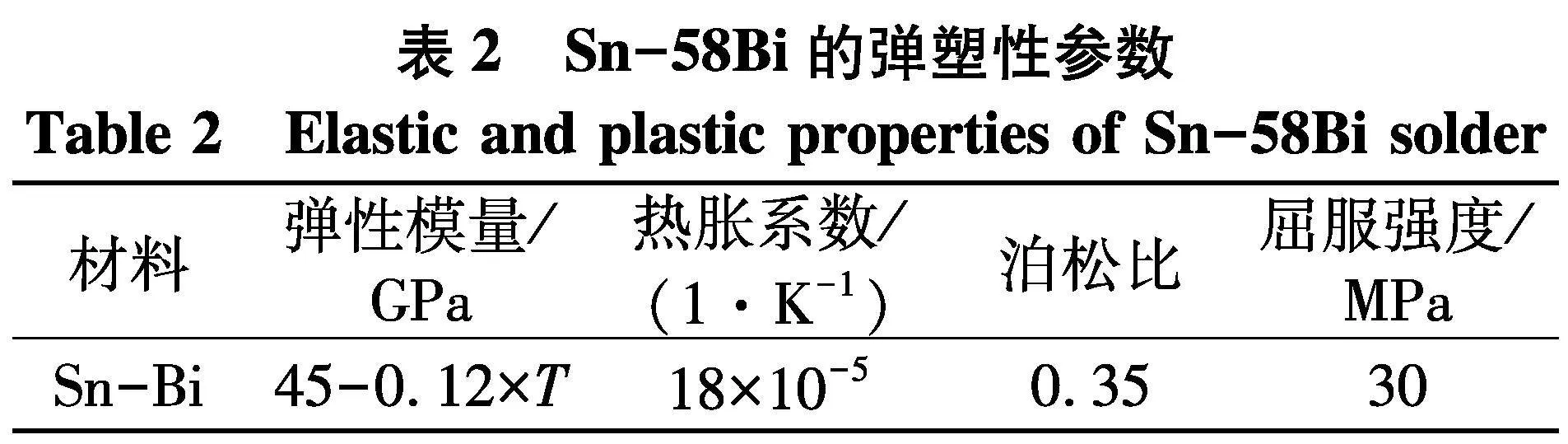
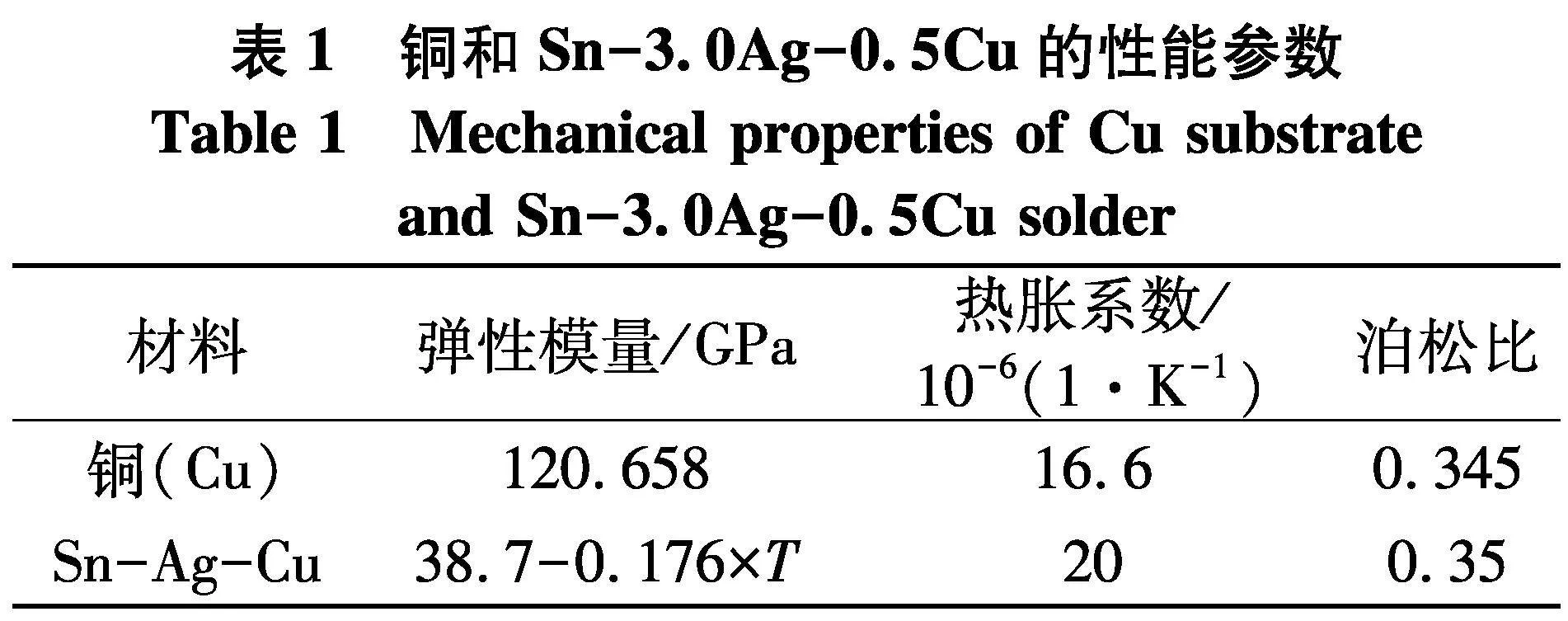
有限元模拟热循环温度在15~1 110 ℃之间变化,高、低温保温时间为30 s.Cu是纯弹性材料,其材料的参数见表1.SAC305钎料的基本力学性能参数也如表1[14].此外,由于Sn-58Bi钎料的本构模型参数较少,故采用弹塑性本构模型对其力学性能进行描述,其中屈服强度定义为30 MPa,见表2[14].
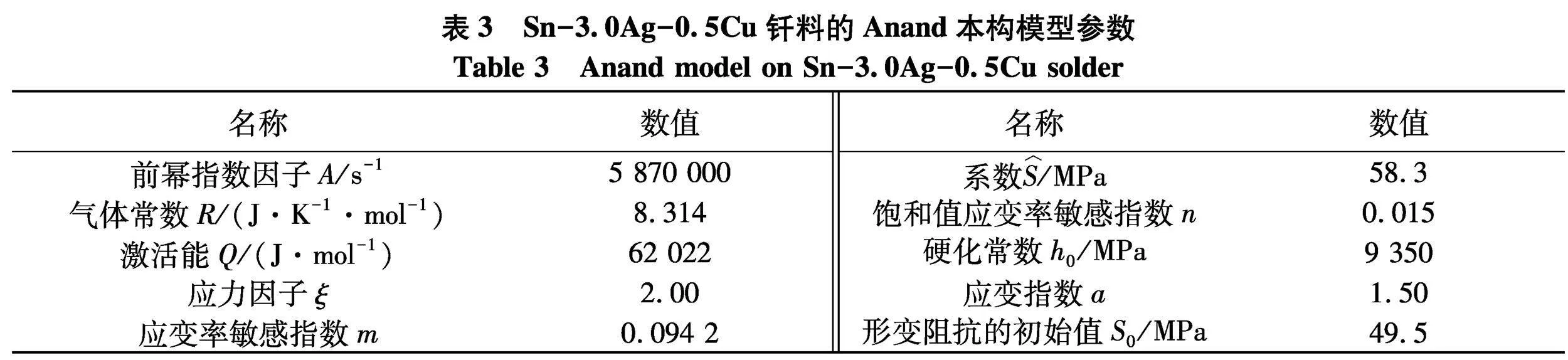
SAC305钎料的蠕变性能采用Anand本构模型,Anand模型可以反映粘塑性材料与应变速率、温度相关的变形行为,以及应变速率的历史效应、应变硬化和动态回复等特征,方程结构如下[14]:
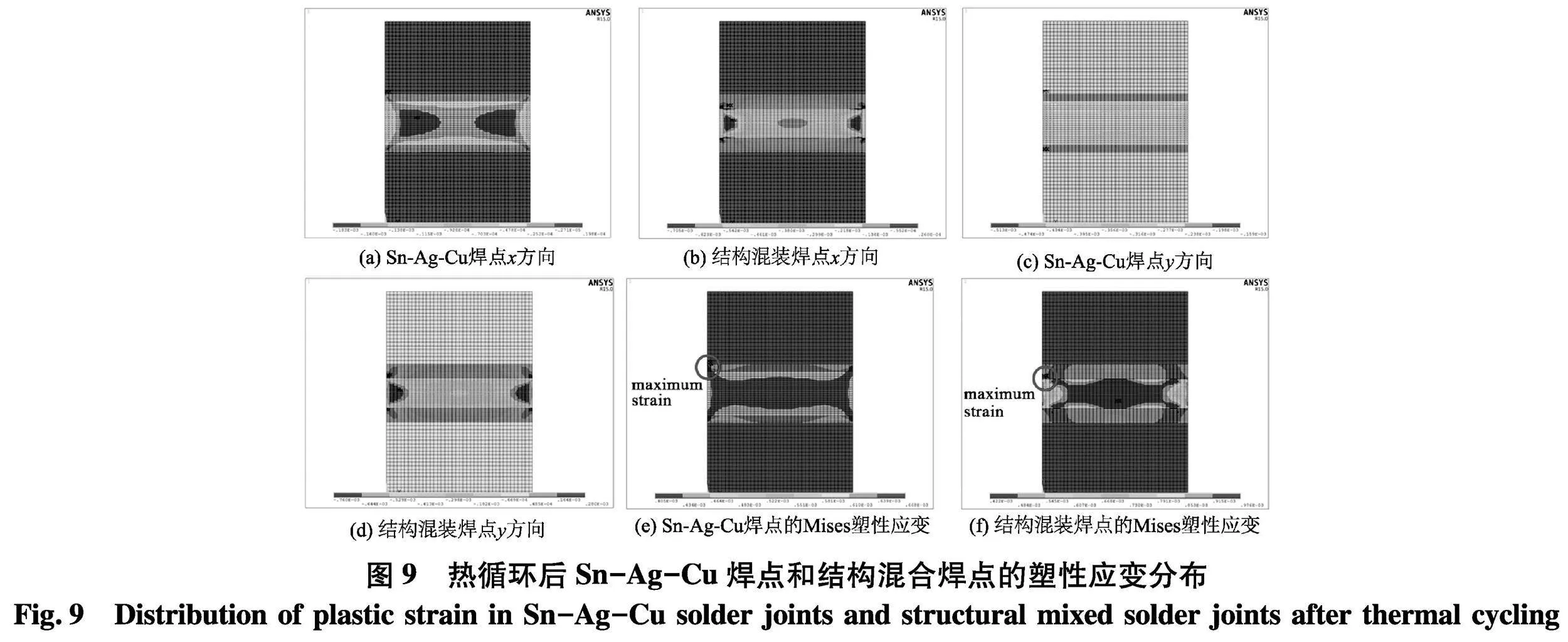
图9为有限元模拟得到的焊点内塑性应变分布图.
左侧为SAC305焊点,右侧为SAC/SB结构混装焊点.x方向上,SAC305焊点的最大应变出现在Cu/Sn-Ag-Cu界面的边缘,而结构混合焊点在x方向上的最大塑性应变出现在Sn-Bi/Sn-Ag-Cu界面的边缘.SAC305焊点y方向的最大塑性应变出现在Cu/Sn-Ag-Cu界面的边缘,结构混合焊点y方向的最大塑性应变出现在Sn-Ag-Cu钎料内部.综合这两个方向的塑性应变,得到焊点的Mises应变分布图,从图中可以发现,SAC305焊点的最大塑性应变出现在Cu/Sn-Ag-Cu界面的边缘,而结构复合焊点的最大塑性应变出现在Sn-Bi/Sn-Ag-Cu界面的边缘.另一方面,在结构混装焊点内,其最大非弹性应变范围小于单一SAC305焊点,从而提升了混装焊点的热循环可靠性.
3 结论
采用低熔点Sn-58Bi锡膏焊接高熔点Sn-3.0Ag-0.5Cu成分的BGA球时可以构成SAC/SB混装焊点,并实现高温芯片的低温焊接工艺.按照焊接温度来区分,当焊接温度高于SAC305熔点时得到成分混装焊点,当焊接温度低于SAC305熔点而高于Sn-Bi钎料熔点时得到结构混装焊点.文中研究了SnAgCu/SnBi混装焊点在热循环条件下的可靠性并通过有限元模拟揭示了混装焊点热循环可靠性的应变演变行为,得到如下结论:
(1) 无论是结构混装焊点还是成分混装焊点,SAC/SB混装焊点的可靠性均优于Sn-3.0Ag-0.5Cu或Sn-58Bi焊点.
(2) 采用高温焊接得到的成分混装焊点热循环可靠性要优于低温焊接的结构混装焊点.
(3) 有限元研究结果表明, Sn-Bi层结构混装焊点的最大非弹性应变范围小于Sn-Ag-Cu焊点,从而也提升了混装焊点的热循环可靠性.
参考文献(References)
[1] BREWIN A, HUNT C, DUSEK M,et al. Reliability of joints formed with mixed alloy solders[R]. Teddington, UK: National Physical Laboratory, 2002.
[2] 张志杰, 宋彦霞, 耿遥祥,等. 原位观察Cu/OSP/Sn3.0Ag0.5Cu/Ni倒装焊点电迁移过程中的应力松弛现象 [J]. 江苏科技大学学报(自然科学版), 2020, 34(1): 13-17.
[3] SNUGOVSKY P, MCCORMICK H,BAGHERI S, et al. Microstructure, defects, and reliability of mixed Pb-free/Sn-Pb assemblies [J]. Journal of Electronic Materials,2009,38(2) :292-302.
[4] KANNABIRAN A, PANNERSELVAM E T, RAMKUMAR M . Forward and backward compatibility of solder alloys with component and board finishes [J].IEEE Transactions on Electronics Packaging Manufacturing, 2007,30(2):138-146.
[5] CHEN H T, WANG L, HAN J, et al. Microstructure, orientation and damage evolution in SnPb, SnAgCu, and mixed solder interconnects under thermomechanical stress [J].Microelectronic Engineering,2012, 96:82-91.
[6] SNUGOVSKY P, MCCORMICK H, BAGHERI S,et al. Microstructure, defects, and reliability of mixed Pb-free/Sn-Pb assemblies [J]. Journal of Electronic Materials, 2009,38(2) : 292-302.
[7] NANDAGOPAL B, ZEQUN M, SUE T. Microstructure and thermal fatigue life of BGAs with eutectic Sn-Ag-Cu balls assembled at 210℃ with eutectic Sn-Pb solder paste [C]∥IEEE 56th Electronic Components and Technology Conference, Institute of Electrical and Electronics Engineers Inc. San Diego, CA, United States:IEEE,2006:875-883.
[8] COYLE R, READ P, KUMMERL S D F. A comprehensive analysis of the thermal fatigue reliability of SnPb and Pb free plastic ball grid arrays (PBGA) using backward and forward compatible assembly processes [J]. Journal of Surface Mount Technology,2008, 21: 33-47.
[9] COYLE R, ASPANDIAR, VASUDEVAN S, et al. The effect of Pb mixing levels on solder joint reliability and failure mode of backward compatible, high density Ball Grid Array assemblies [C]∥ Proceedings of SMTA International. Fort Worth TX, USA:Surface Mount Technology Association, 2013: 403-414.
[10] VASUDEVAN V, COYLE R, ASPANDIAR R,et al. Thermal cycling reliability, microstructural characterization, and assembly challenges with backward compatible soldering of a large, high density ball grid array[C]∥2011 61st Electronic Components and Technology Conference. Lake Buena Vista, FL, United States: Institute of Electrical and Electronics Engineers Inc, 2011:954-964.
[11] 杭春进, 田艳红, 赵鑫,等. 混装BGA器件高温老化实验焊点微观组织研究 [J]. 金属学报, 2013, 49: 831-837
[12] PLAZA G, OSTERMAN M, PECHT M. Vibration Durability of Mixed Solder Interconnects [C]∥41st International Symposium on Microelectronics. Providence RI, USA:IEEE, 2008: 123-136.
[13] LIU B,TIAN Y,QIN J,et al.Degradation behaviors of micro ball grid array (μBGA) solder joints under the coupled effects of electromigration and thermal stress[J]. Journal of Materials Science: Materials in Electronics,2016:1-10.
[14] 盛重. QFP焊点可靠性研究及其热循环疲劳寿命预测[D]. 南京: 南京航空航天大学, 2010: 55-60.
