基于标准符合性的航空模压式端子压接多导线性能实践研究
2024-06-10马伟泽任剑晓
马伟泽 任剑晓
摘 要:飞机上的电气线路遍布飞机全身,连接着各种电子/电气设备,而端子压接是实现各电子/电气设备通过电气线路互相连接的重要方式,是保证EWIS可靠性的重要技术。为满足实际工作中的产品制造要求,通过实验研究模压式接线端子中同时压接4~5根导线的可行性,以满足最终产品的符合性要求。
关键词:符合性,模压式,端子压接,多导线
DOI编码:10.3969/j.issn.1002-5944.2024.09.037
0 引 言
电气线路互联系统(E l e c t r i c a l W i r i n gInterconnection Systems,简称“EWIS”),指安装在飞机任何区域的各种电线、端接器件、布线器件或其组合,用来在两个或多个端接点之间传输电能(包括数据和信号),被比喻为飞机的血管和神经系统。随着飞机进行电气化以来,EWIS承担的任务也就越来越多,不仅担负着传统的输配电功能,还需担负着飞控、发动机、起落架、航电等重要系统的信息传输功能。目前,飞机正向多电全电方向发展,更多的电气线路将替代传统液压和气源管路;更多复合材料机身结构的使用,也需要更多电气线路来代替传统金属机身,实现电气回路功能及加强全机闪电和电磁环境防护。未来,飞机电气线路将更加重要和复杂[1]。
1 问题的提出
执行某通航飞机线束组件制造任务时,发现飞机线束设计中出现了4~5根导线连接同一接线端子(模压式,下同)的情况。根据相关经验,一个接线端子一般只压接一根导线;当导线截面积太小的时候,可以将导线回折或同时压接两根导线。压接是通过施加一定的机械外力,使电线和端子紧密结合的一种连接方式。良好的压接端子不仅具有牢固的紧密性,良好的导电性,而且能够减小电阻,减少压接部位氧化。端子压接技术是飞机线束EWIS设计中的重要技术,端子压接制造工艺的可靠性,直接影响着EWIS系统高效稳定的安全运行。但同一接线端子压接4~5根是否可行,压接后机械性能和电性能是否满足要求需研究确认。
2 国内外标准符合性对比分析
2.1 国内端子压接标准
国内航空线束压接方面遵循的标准一般是GJB5020—2001《压接连接技术要求》,其中对于导线和端子的组合规定如下:
(1)应优先选择一个压线筒内压接一根导线;
(2)只要能满足使用要求,坑压式压接连接一个压线筒内最多允许压接2根导线,模压式压接连接一个压线筒内最多允许压接3根导线[2]。
航天行业标准(QJ 2633—1994,模压式压接连接通用技术条件)对于模压式压接规定为:对闭式压线筒,每个压线筒最多允许同时压接三根同样材质、构造的线芯[3]。
2.2 国外端子压接标准
国际汽车工程师协会(SA E)标准A S 5 0 881《航空航天器的布线》中对于多线压接的规定如下:“Multiple wire may be crimped in the crimpbarrel of terminal lugs or splices, provided that theirtotal circular mil area is within the range of the crimpbarrel and are crimped under proper process control.The wires shall fit into the diameters of the insulationsupport without altering their insulation. Multiple wireterminations in terminal lugs and splices shall not beused for primary power distribution.[4]”即“如果多根导线总的截面积在压接筒适用截面积范围内并采用合适的工艺控制,压接多根导线是可以的。在不改变绝缘的情况下,多根导线需符合端子绝缘支撑直径,多导线压接不能用于主电源线路”。
2.3 符合性结果分析
通过对比国内外相关压接标准中对于端子和导线组合的规定可以发现,行业内一般都允许同一端子压接筒中压接多根导线,主要差别在于国内标准规定了允许导线的最多根数,而国外标准中无具体根数的规定。所以单从标准分析,同时压接4~5根导线符合AS50881的规定,但不符合国内GJB5020—2001及航天行业标准要求。为了从性能上进行验证,通过开展压接实验,对端子和导线压接后的外观、机械性能、电性能等进行了分析。
3 实验开展与分析
3.1 实验方法
严格按照标准GJB 5020—2001的要求开展实验,实验测试项目包括外观、电压降、抗电强度、耐拉力和截面分析。主要实验要求如下。
3.1.1 端子外观
外观检查采用目检的方式,根据压接连接件尺寸大小借助4~10倍放大鏡对其进行检查,其主要判定依据为:压接部位无杂质,压痕清晰,压接筒均匀变形,压接筒及镀层无破裂损坏。
3.1.2 电压降
电压降测量时,首先应剥除离压接筒尾部1. 5mm处的导线绝缘层,测量端子外接部分与压接筒交界部位的两点间电压降(U),并记录两点间长度。接着在压接导线的中部,按压接连接电压降测量点间距离的长度,随机测量四个电压降读数,取其平均值,作为相同长度被压接导线的电压降(U 0)。将U、U 0代入公式(1)计算出ΔU,即为端子电压降增量,单位为mV。
ΔU = U - U 0 ( 1)
式中:
ΔU ——电压降增量,mV;
U ——压接部分电压降,mV;
U 0——相同长度被压接导线的电压降,mV。
3.1.3 抗电强度
除压接部分外,压接试件其余部分均采用热缩套管密封。将密封好的试件浸入事先配好的5%浓度的盐水中至完全淹没,在导线和预绝缘套(盐水)之间,以平稳速度施加电压直至1500 V,并保持60 s,观察并记录试件压接部位有无飞弧、放电或击穿现象。
3.1.4 耐拉力
耐拉力试验在精度为0.1 N的小型拉力试验机上进行,夹具夹紧端子尾部一根导线;同时,端子与测力计相连接,控制试验装置以25 mm/min的速率沿轴向均匀施加荷载,直至导线被拉脱或拉断为止,记录负荷峰值与失效模式。
3.1.5 截面分析
沿压接部位的法向切割试件,以获得完整压接断面;保持压接断面垂直于抛光轮,使用抛光砂纸对其进行研磨直到压接截面完全暴露。完成抛光后,采用清洗剂和电解笔对表面进行轻度的化学腐蚀,以获得清晰的压接截面。将处理好的压接截面试件安放在金相显微镜上,观察压线筒、导线的变形情况以及是否有损伤,利用分析软件处理压接截面图像并记录端子压接空隙率。
3.2 实验过程
3.2.1 实验对象选取
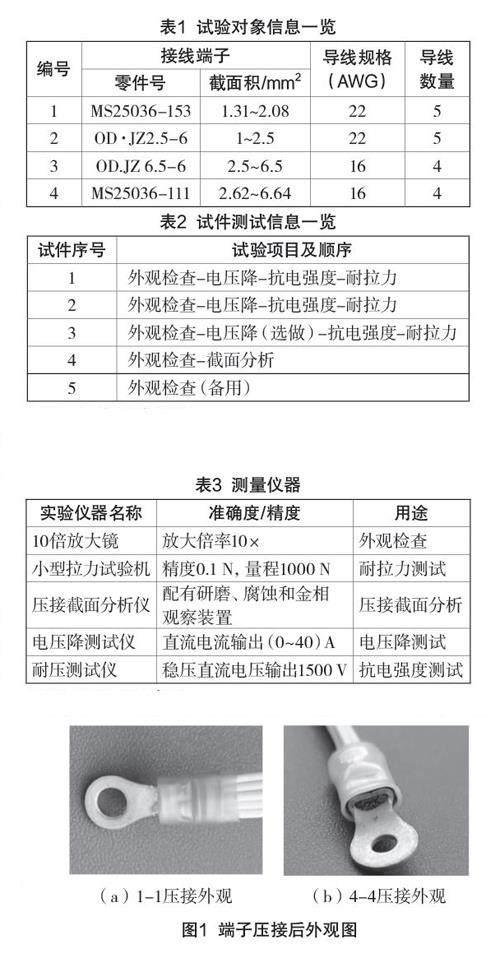
本实验分别选取两种国产端子和两种国外厂家端子配合55A系列X-ET F E绝缘航空用导线进行试验,见表1。每个端子制作5个试件,且5个试件分别采用同一端子及导线进行压接,进行5组实验。试件命名规则为:“试验对象编号”-“试件序号”,例如编号为“1”的试验对象的序号为“1”的试件,其试件号为“1-1”。试验对象在测试前已经过检查,均符合产品规范要求。试件对应试验程序见表2。
3.2.2 主要测量仪器
实验中用到的主要仪器见表3。
3.2.3 试验项目实施
端子和导线压接后,根据表2试验顺序对压接后试验件按照3.1实验方法依次实施了各试验项目。
4 实验结果及分析
4.1 外观
端子压接后外观图如图1所示。通过目视方法对各端子外观进行检查发现多导线压接后端子压接部位无杂质,压痕清晰,压接筒均匀变形;经放大镜辅助检查,压接筒及镀层无破裂损坏现象。检查结果表明与单根导线压接相比,多导线压接过程中对端子外观并无影响。
4.2 电压降测试
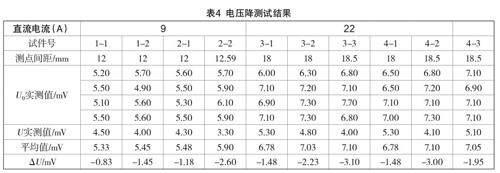
端子压接后的电压降测试结果见表4。根据GJB 5020—2001规定,本实验所采用导线压接后的电压降增量ΔU 应不大于1 mV,从表4中数据可以看出电压降符合要求。
4.3 耐拉力测试
在端子压接过程中,任何一个环节没有控制好都会影响端子压接质量,其中端子的耐拉力值就是判断端子压接是否合格的一个重要指标。本次实验采用精度为0.1 N的小型拉力机对各试件端子的耐拉力进行测试,测试结果与检查判定结果见表5。
根据GJB 5020—2001规定可知,16与22号线规最小的耐拉力值分别为220 N和66 N。本实验通过小型拉力试验机测得所有试件的耐拉力均符合GJB5020—2001规定,多根导线压接的耐拉力测试均合格。
4.4 抗电强度测试
抗电强度测试通过以500 V/s的速度施加电压至试件上直至1500 V,实验过程中未产生电弧或击穿现象,表明多根导线压接试件抗电强度测试通过。
4.5 截面分析
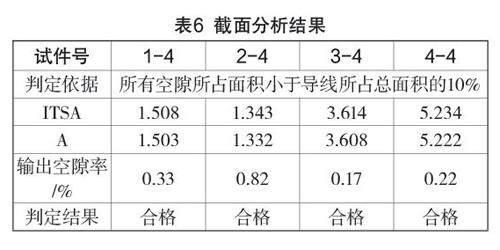
本实验采用截面分析的方式对端子压接质量进行更详细的分析,以保证端子压接的可靠性。各试件端子压接部位截面图如图2所示,截面分析检查判定结果见表6。从中可以看出多导线压接后端子截面空隙所占面积均小于导线面积的10%,符合标准GJB 5020—2001要求。
5 结 论
接线端子压接质量在很大程度上决定了飞机上的各种电子/电气设备能否安全运行。为了保证接线端子压接多导线的安全性能,从实验的角度分析了模压式接线端子压接4~5根导线的可行性。实验数据及结果分析表明压接后端子外观、电压降、抗电强度、耐拉力以及压接空隙率都符合标准规定,证明其机械性能和电性能符合要求,可以应用到实际产品中。
虽然实验数据表明模压式接线端子同时压接多根导线性能符合要求,但在线束设计中本文认为应尽量避免采用这样的设计,多导线压接可以通过增加接线柱或者使用永久接头转接等可靠性更高的方式进行替代。
参考文献
[1]上海安托信息技术有限公司.初识E W I S [ E B / O L ] .(2 0 21-12- 0 8)[20 23-10 -15].https: //w w w.r uan fujia.com/10312577/.
[2]國防科学技术委员会.压接连接技术要求:GJB 5020—2001[S].2001.
[3]中国航天工业总公司.模压式压接连接通用技术条件:QJ2633—94[S].1994.
[4]国际汽车工程师协会.航空航天器的布线: A S 5 0 8 81F[S].2015.
作者简介
马伟泽,通信作者,硕士,高级工程师,研究方向为航空线束工艺开发。
任剑晓,本科,工程师,研究方向为实验管理。
(责任编辑:张瑞洋)