萝卜硫苷的高效纯化技术研究进展
2024-05-16李金旺甄少波李修德周麟依刘奕忍李金峰
李金旺,甄少波,李修德,周麟依,刘奕忍,李金峰
(1.北京工商大学食品与健康学院,北京 100048)(2.中国劳动关系学院酒店管理学院,北京 100048)(3.北京市科学技术研究院分析测试研究所(北京市理化分析测试中心),北京 100094)(4.青岛儒商饮料有限公司,山东青岛 266418)
萝卜硫苷(Glucoraphanin,RAA)是一种由甲硫氨酸衍生而成的脂肪族硫代葡萄糖苷。RAA 由一个带侧链的β-硫代葡萄糖苷N-羟基硫酸盐和一个β-D-吡喃葡萄糖残基构成的水溶性物质,其广泛的存在于十字花科植物中[1-3]。RAA 的代谢产物具有抑菌、抗炎和抑制癌症的生理活性,对维护机体健康具有重要作用[4,5]。然而,目前从十字花科植物中提取的RAA提取物富含大量的蛋白质、多糖等物质,不利于RAA 的后期利用,因此需要对RAA 进行纯化。目前,分离纯化RAA 的主要方法是色谱纯化技术[6]。色谱纯化技术主要是柱色谱纯化技术和液相色谱纯化技术(Liquid Chromatography,LC)。然而,色谱纯化技术在纯化RAA 方面有诸多缺点,如色谱纯化技术的纯化效率较低、RAA 的损失率高和RAA 的回收率低。
为进一步提高RAA 纯化效率,研究人员开始探究其他纯化技术在RAA 纯化中应用的可能性。其中研究人员关注最多的技术是膜纯化技术,该技术的原理是利用膜的选择透过性和膜两侧的压力差,将溶液中无法分离的组分分开。由于膜纯化技术是物理纯化技术,因此不会对溶液中的成分造成化学变化,对天然产物具有一定的保护作用[7-9]。在此背景下,膜纯化技术被广泛用于食品加工和制药等行业[10-14]。尽管研究表明膜纯化技术可以实现植物天然产物的有效纯化,但膜纯化技术在RAA 纯化过程中的纯化效果仍有不足[15-17]。本文主要分析了目前RAA 纯化的主要技术以及膜纯化技术与色谱纯化技术联合应用在RAA 纯化领域的可能性,也为进一步拓展RAA 高效纯化技术提供理论和方法支撑。
1 色谱技术在RAA纯化过程中的应用
1.1 柱色谱技术在RAA纯化过程中的应用
由于RAA 结构中存在离子化的硫酸盐和亲水性的硫代葡萄糖残基等结构,导致萝卜硫苷的辛醇—水分配系数较低,使得难以从RAA 粗提取物中分离纯化得到RAA 纯品[6]。目前,分离纯化RAA 的主要技术是柱色谱技术(图1)。Toribio等[18]利用硫酸基团与烷基铵离子配对原理成功构建了一种强离子交换离心分配色谱(Strong Ion-Exchange Centrifugal Partition Chromatography,SIXCPC)。RAA 粗提取物经SIX-CPC 分离纯化后,粗提取物中大部分的蛋白质、多糖等大分子物质被去除,得到RAA 纯化物,并且分离纯化后RAA 纯度为98%。由于SIX-CPC 可以获得高纯度的RAA,研究人员开始探究柱色谱技术在RAA 纯化中应用前景。

图1 柱色谱技术纯化RAA 机制Fig.1 Mechanism of purification of RAA by column chromatography
近年来,研究人员[19]发现,以D261 强碱性阴离子交换树脂为柱色谱填充材料同样可以实现纯化RAA 的目的。自印度芥菜籽中提取的RAA 在D261强碱性阴离子交换色谱纯化后的纯度是58.37%,且萝卜硫苷的回收率是79.82%。尽管该条件下的RAA 回收率较高,但是RAA 的纯度较低,不利于RAA 的后续利用。因此,为进一步提高RAA 的纯度,Wang 等[20]以大孔阴离子树脂色谱纯化黑芥子苷后发现大孔阴离子树脂色谱纯化后的黑芥子苷纯度为95%,黑芥子苷回收率约77.38%。然而,另有研究人员在此基础上结合树脂改性技术构建了另一种纯化RAA 的大孔树脂纯化技术[21]。该色谱技术以聚甲基丙烯酸缩水甘油酯(Poly Glycidyl Methacrylate,PGMA)和强碱性三乙胺改性PGMA 为填充材料,通过该色谱技术纯化RAA 的色度显著降低,且纯化后RAA 的纯度为75%,回收率为81%。但是,基于大孔离子树脂的色谱纯化技术无法同时实现高RAA 纯度和高回收率的目标。
因此,为提高RAA 纯度和回收率,Chen等[22]将硅胶色谱纯化技术应用于RAA 纯化,且纯化后的RAA 纯度为91.7%,回收率为5.5 g/100 g种子。同时,Chen 等的结果同样表明,传统的柱色谱技术可以从十字花科植物粗提取液中分离纯化得到RAA,但是无法同时兼顾RAA 的纯度和回收率。另外,色谱柱的吸附和解吸能力有限,在柱色谱纯化过程中会损失大量的RAA。另外,柱色谱的洗脱液为无机盐溶液,导致RAA 溶液中无机盐离子浓度较高,导致RAA 终产物中含有无机盐离子,影响RAA 的生产和应用。
1.2 LC纯化技术在RAA纯化过程中的应用
随着研究的深入,LC 技术已成为有机物分离纯化的首选方法(表1)。LC 技术可以纯化大分子有机物和小分子有机物。随着材料科学的发展,符合食品工业标准的LC 填充材料不断被研发[23]。因此,从总硫代葡萄糖苷提取物中分离纯化RAA 的LC 技术得到迅速发展并成为目前纯化RAA 的主要技术之一。
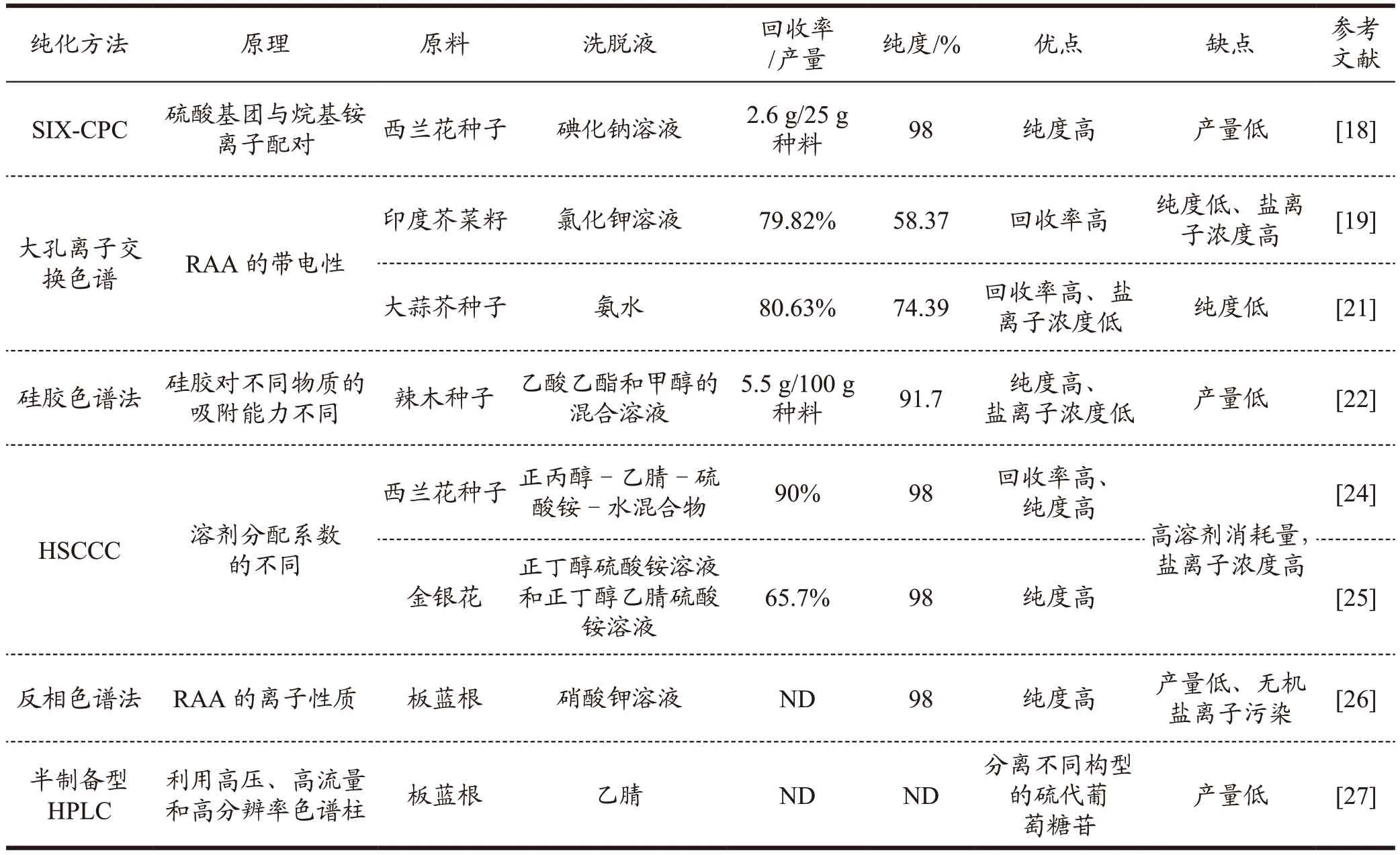
表1 色谱法纯化RAATable 1 Purification of RAA by chromatography
研究表明,逆流色谱(Countercurrentchromatography,CCC)作为一种液-液分配色谱技术可以利用固定相和流动相对各组分分配系数(KD)的不同来实现RAA 的分离纯化(图2)。纯化过程中,KD 低的组分先被分离,从而实现不同组分的分离纯化[28]。有研究人员利用高速逆流色谱(High-Speed Countercurrent Chromatography,HSCCC)纯化RAA,纯化后RAA 的纯度为98%,回收率约为90%[24]。结果表明,HSCCC 可以同时实现RAA 纯度高和高回收率两个目标,与柱色谱技术纯化RAA的效率相比有明显提高。因此,结合盐析理论的HSCCC 可进一步提高RAA 的纯度[25]。
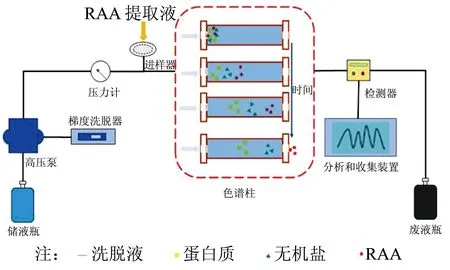
图2 液相色谱技术纯化RAA 机制Fig.2 Mechanism of purification of RAA by liquid chromatography
由于LC 技术的发展,研究人员探究了反相LC技术在纯化RAA 中的效果。Xie 等[26]以ODS-BP为固定相,结合反相LC 纯化技术,实现了RAA 的纯化。反相ODS-BP LC 技术利用RAA 的离子特性,实现不同硫代葡萄糖苷同分异构体的分离,在此条件下,RAA 的纯度为98%。也有研究者采用半制备型HPLC 纯化RAA,该研究以乙腈为洗脱液,葡聚糖凝胶柱Sephadex lh-20 (MeOH)为脱盐处理条件,发现经该方法处理之后RAA 的纯度和回收率明显提升,无机盐离子含量降低[27]。通过超高效液相-质谱联用/质谱分析表明,从板蓝根提取液中同时分离纯化出4 种硫代葡萄糖苷(Progoitrin、Epprogoitrin、Gluconapin 和Neoglucobrassicin)。但是,由于半制备HPLC 洗脱液类型为有机溶剂,严重影响了该技术在食品工业中的应用。
虽然LC 纯化技术可以从总硫代葡萄糖苷中分离纯化RAA,但该过程需要大量的高浓度无机盐溶液和高极性溶液。因此,液相色谱纯化技术会消耗大量的时间和溶剂。同时,部分纯化溶剂有毒,不适合食品级产品的开发利用。但基于目前的工业基础,LC 纯化技术的设备要求和技术工艺要求高,且在LC 纯化过程中,RAA 的损失比较大,因此LC 无法达到规模纯化的程度。
2 膜纯化技术在RAA纯化过程中应用
膜纯化是利用膜的选择透过性原理,通过外加压力,使高于膜截留分子量的物质被截留在膜表面,低于膜截留分子量的物质通过滤膜,从而使液体中的成分实现分离的方法。根据膜孔径的大小依次可以将过滤膜分为微滤膜、超滤膜和纳滤膜等。由于所使用的过滤膜种类和性质的不同,膜纯化法可以分为微滤法(Microfiltration,MF)、超滤法(Ultrafiltration,UF)、纳滤法(Nanofiltration,NF)和反渗透(Reverse Osmosis,RO)等,且基于膜的纯化技术(UF 和NF 等)已被证明能够实现大规模的生物活性物质的回收、分离和纯化(表2)[29,30]。
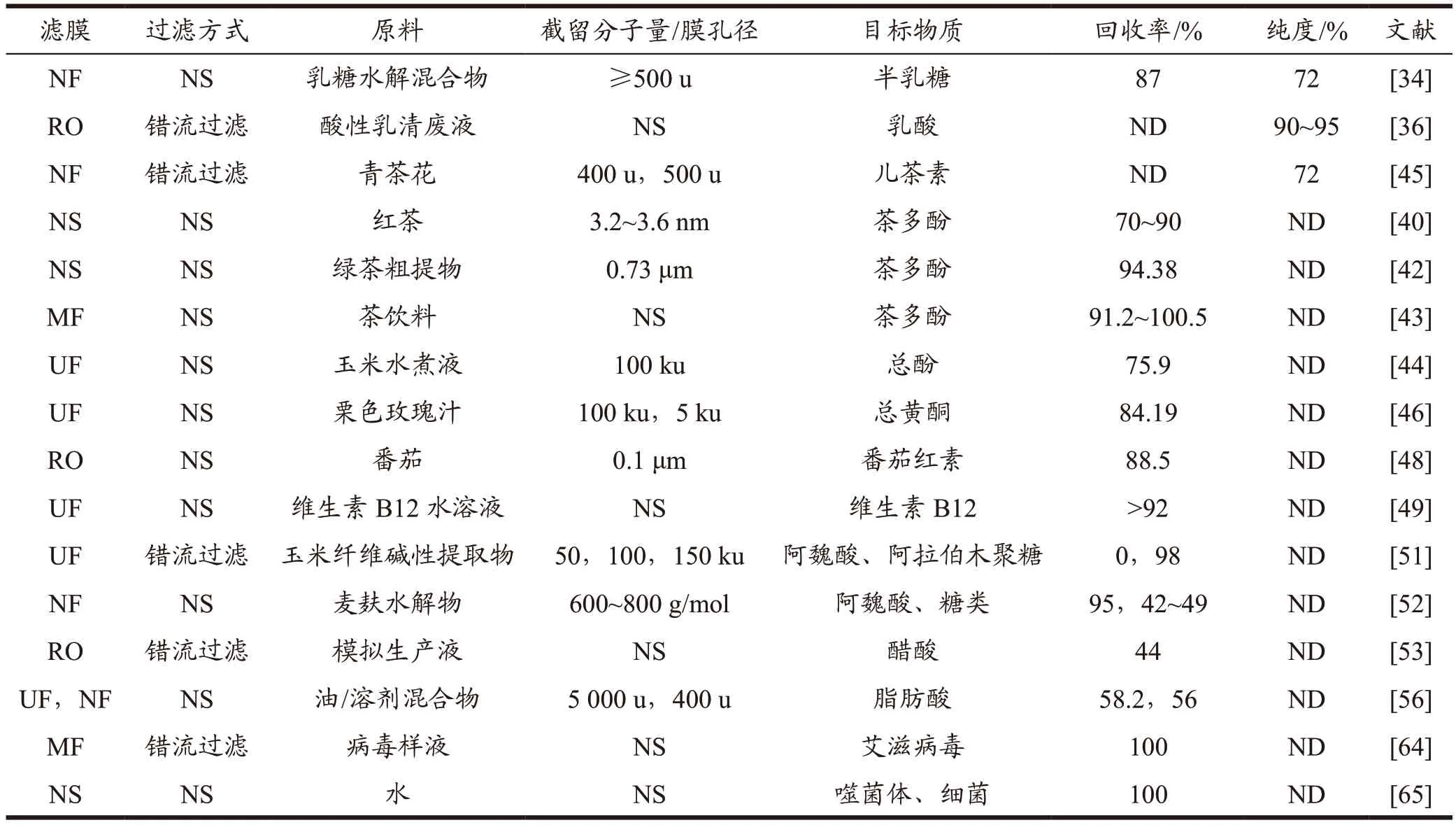
表2 食品工业常用的膜纯化技术Table 2 Membrane purification technology commonly used in food industry
研究表明,膜纯化技术是分离纯化乳制品中脂类、寡糖和蛋白胶束等大分子物质最常用的纯化技术[31-33]。在纯化乳清中的蛋白质过程中发现,膜纯化技术对乳制品中的天然物质也具有分离纯化作用[34-36]。随着膜纯化技术研究的不断深入,膜纯化技术被应用于植物天然产物的分离纯化[37-39]。研究人员证明膜纯化技术对多酚具有很高的纯化效率[40-45]。同时,膜纯化技术对黄酮类[46]、类胡萝卜素[47,48]、维生素[49]、有机酸[50-53]、氨基酸[54,55]和脂肪酸[56]等天然物质也有较高的纯化效率。随着时间的发展,膜纯化技术在纯化水[57-63]和医药制造[64-68]中也有广泛的应用。
陶瓷膜具有稳定性高、抗污染能力强等优点,在物质的分离和纯化中有着广泛的应用[69-73]。由于陶瓷管式超滤膜可以去除杂质物质,Sjolin 等[74]用陶瓷管式滤膜纯化蔗糖。结果表明,采用陶瓷管纯化技术可以得到高纯度蔗糖,且蔗糖的材料结构没有发生变化。但是研究人员发现,单一的陶瓷膜纯化系统的纯化效果不是十分理想,且纯化效率较慢。因此,研究人员将两种截留分子量不同的超滤膜(100 ku 和1 ku)组合集成膜纯化系统,并用该集成膜纯化系统实现了自甜叶菊的水提取物中纯化甜菊皂苷A(Rebaudioside A,Reb A)的目的[16]。集成膜纯化后Reb A 的颜色得到了进一步纯化,但是该集成膜纯化系统纯化Reb A 的时间较长,严重制约了集成膜系统的纯化效率。
同时,研究人员[16,74]发现膜纯化技术是蔗糖最佳的纯化技术,且同为葡萄糖衍生物的Reb A 同样可以通过膜纯化技术进行纯化,而且膜纯化后的蔗糖和Reb A 表现出较高的稳定性、纯度以及回收率。由于RAA 同样是葡萄糖衍生物,与Reb A 具有相似的葡萄糖残基,因此膜纯化技术可用于RAA纯化。超滤法作为以酸性氧化铝填充材料的制备色谱法纯化硫代葡萄糖苷的除杂技术,用来除去亚麻籽提取物中的蛋白质[75]。Eder 等[76]以10 ku 聚醚砜超滤膜纯化多糖,多糖回收率为90%。因此,膜纯化技术目前被广泛应用于多糖的纯化[77,78]。近年来,死端过滤技术被应用于RAA 的纯化,在1 ku 超滤膜纯化条件下,果汁中的大部分杂质(蛋白质和胶体)被除去,果汁中的硫代葡萄糖苷纯度从35.2%提高到90.1%,且RAA 没有降解(图3)[15]。但研究人员同时发现,死端过滤在纯化RAA 一段时间后的纯化效率会降低,主要是大部分的杂质被截留于超滤膜表面,阻塞膜孔,限制了死端过滤纯化RAA的效率。
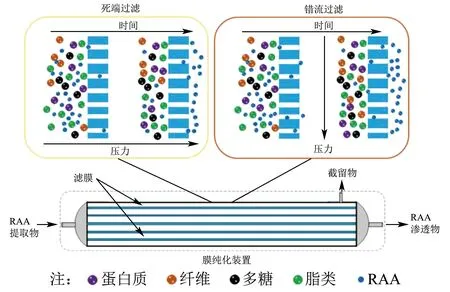
图3 膜纯化技术纯化RAA 机制Fig.3 Purification mechanism of RAA by membrane purification technology
因此,膜纯化技术具有以下特点:可控的温度和压力操作条件能够保持目标物质的功能性;无需其他化学试剂或添加助剂,从而避免了目标物质的二次污染;对特定化合物具有极高的选择性,对重金属离子和无机盐离子的去除效果较好[9,30,79]。基于膜纯化的优势,祝亚辉等[80]通过膜过滤技术将粗提液中RAA 的纯度由34.96%成功提升至54.89%。然而,膜纯化技术在分离纯化过程中仍存在一些不足,如该技术需要外加压力会导致滤膜的结晶化并降低其机械强度,进而导致膜纯化的效率降低;纯化过程中需要多级膜纯化设备,得到的产品纯度无法达到色谱纯化技术的效果[81]。
因此,色谱纯化技术和膜纯化技术各有的优缺点,故为了进一步提高RAA 的纯化效率及效果,今后可以开展膜纯化技术和色谱纯化技术的联合应用。通过膜纯化技术将RAA 纯度提升至50%以上之后,再次利用色谱纯化技术对RAA 粗提液进一步纯化,可有效提高RAA 的回收率以及纯度。能够一定程度上规避色谱纯化过程中因有机试剂的添加造成RAA 二次污染的问题,缩短利用色谱纯化技术获得高纯度RAA 的时间,提升RAA 纯化效率。
3 展望
RAA 纯化的主要技术为色谱纯化技术,但该技术无法实现高效且规模化的RAA 纯化,且该技术具有二次污染和低回收率的缺点。此外,因膜纯化技术具有规避二次污染和实现规模化纯化的特点而被视为一种潜在的纯化RAA 技术,其可在一定程度克服色谱纯化技术的不足,为RAA 纯化提供新的解决方案。因此,利用色谱纯化和膜纯化联用技术对RAA 进行纯化可有效提升RAA 的回收率以及纯度,提升RAA 纯化效率。此外,色谱纯化和膜纯化联用技术在食品工业中同样具有广阔的应用前景。
