短应力轧机减速机轴承故障分析
2024-04-29邱开慧王程
邱开慧 王程
摘 要:目前由于下游建筑行业走势出现断崖式式下滑,钢铁行业生产形势日趋严峻,棒材行业首当其冲,品种规格单一,折旧高等因素造成的产品竞争力逐渐降低。为了充分提升产线竞争力,必须突破原有设计范围,开展有竞争力的高强钢系列品种的生产。另外由于行业内卷严重,很多产线都采取提速增产的方式来摊薄成本,相对于常规棒材轧制,短应力轧机减速机的负荷增幅很大,造成短应力轧机减速机故障频率增加明显。针对某钢厂成品轧机减速机轴承故障,结合轴承厂家提供标准与制造厂家提供标准进行比较,给出轴承故障的原因分析以及调整策略。
关键词:短应力;减速机;轴承;保持架
ANALYSIS OF BEARING FAULTS IN THE REDUCER OF SHORT STRESS ROLLING MILL
Qiu Kaihui Wang Cheng
(Wuhan Iron and Steel Co., Ltd. Wuhan 430083,China)
Abstract:At present, due to the trend of the downstream construction industry, the production situation of the steel industry is becoming increasingly severe, the bar industry is bearing the brunt, the variety specifications are single, and the high depreciation factors will inevitably cause the product competitiveness to gradually reduce. In order to fully enhance the competitiveness of the production line, it is necessary to break through the original design range and carry out the production of competitive high-strength steel series varieties. In addition, due to the serious coil in the industry, many production lines adopt the way of increasing speed and increasing production to dilute the cost. Compared with conventional bar rolling, the load of short-stress mill reducer increases greatly, resulting in a significant increase in the failure frequency of short-stress mill reducer. Aiming at the bearing failure of a finished mill reducer in a steel mill, this paper compares the standard provided by the bearing manufacturer with the standard provided by the manufacturer, and gives the cause analysis and adjustment strategy of the bearing failure.
Key words: short stress; reducer; bearings; cage
0 前 言
某棒材廠系该厂联合中冶集团某设计院成功开发的一种三通道棒材生产线。该厂于2022年1月建成投产,设计年产量120万t。2022年底以来钢铁行业形势日趋严峻,该产线为了压缩成本并适应市场需求,加快轧制节奏,并且严控负差,轧机和减速机的状态出现恶化。因此作者联合轴承厂家和制造厂家共同对该厂减速机轴承故障的原因进行深入剖析,找出故障产生的根本原因,保证设备稳定运行。
1 故障概况
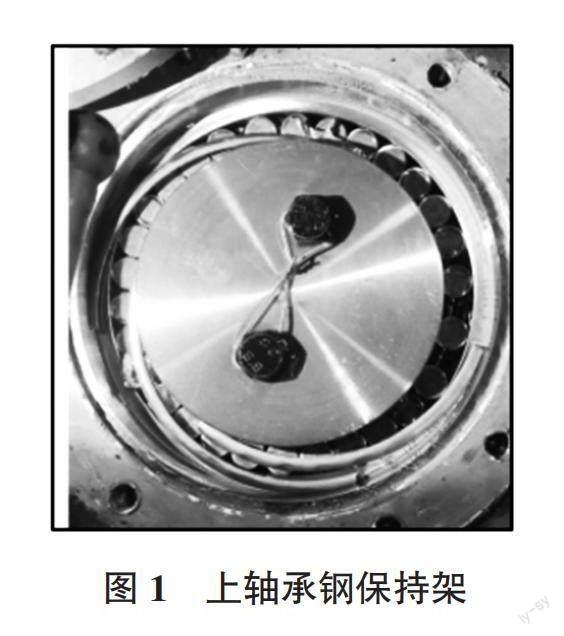
2023年3月24日,C通道轧制R32规格时,成品轧机18架减速机(立式轧机)出现异响,现场检查确认,减速机二轴部位有轻微异音,过钢时一轴测振值3.3 mm/s,二轴测振值2.7 mm/s与日常运行状态无区别,监护生产。待工艺换辊时,同步开盖检查二轴轴承状况,发现上轴承钢保持架破裂(图1)。该损坏轴承位于减速机二轴固定端,由两列圆锥滚子轴承“面对面”配对使用,二轴解体后,上列轴承保持架已磨损殆尽,下列轴承保持架尚在,但部分滚动体存在严重磨损且内圈破裂。
2 轧制过程参数分析
1) 故障发生时,检查其本体稀油供油管压力2.4 bar(标准1.8 ~ 2.2 bar),测量二轴轴承盒处温度48 ℃,无异常。异响发生后,仍持续生产1.5 h,监护生产时未发生异常温升及振动变大,说明该部位润滑无异常。
2)观察故障事件前后的轧件温度趋势,轧件温度850 ~ 950 ℃之间波动,每支钢的波动区间相对稳定,无低温钢。
3)观察故障事件前后的电机转矩趋势,转矩在55% ~ 68%之间波动,每支钢的波动区间相对稳定,轧制过程中转矩曲线出现尖峰,瞬时峰值为78%,较正常轧制范围,峰值时间与轴承因破裂突发异响情况吻合。
4) 观察故障事件前后的减速机各测温点趋势,温度值在45 ~ 55℃之间,无异常。
通过分析,轧制过程未见异常,与轴承保持架故障没有直接关联性。
3 轴承装配尺寸分析
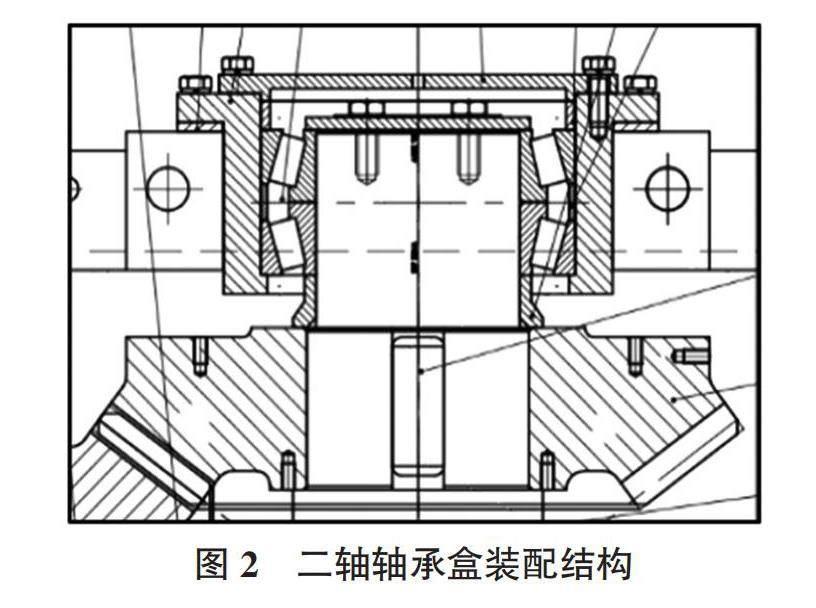
减速机二轴轴承盒装配结构见图2,该故障轴承型号32044X,轴承宽度b1=57 mm,两列轴承面对面配合使用,下列轴承外圈固定在轴承盒内;下列与上列轴承外圈之间有一部件隔环1,宽度L1=38 mm,作用是通过宽度尺寸控制轴承工作游隙;上列轴承外圈与轴承压盖之间有一部件隔环2,宽度L2=30 mm,作用是通过宽度尺寸控制将轴承外圈压紧。
1)轴承装配尺寸实测及数据分析。
测量轴承盒端面至内孔深度h1=190.0 mm,端盖上凸台高度h2=8.1 mm;两列轴承面对面放置时,外圈之间间距38.4 mm;隔环1测量宽度L1=38.8 mm;隔环2测量宽度L2=29.1 mm,轴承外圈宽度测量b1=57.0 mm。轴承盒内的图纸装配尺寸链为b1×2+L1+L2+h2=h1,即当轴承外圈被压紧时,端盖与轴承盒之间刚好无间隙;通过游标测量的装配尺寸链为57×2+38.8+29.1+8.1=190 mm。设计装配尺寸链与实物装配尺寸链虽不存在误差,但是该尺寸链设计的过于理想,外圈处于压紧状态临界值,在轴向冲击载荷的作用下,即使外圈压盖压紧,轴承仍然会出现窜动。
2)压盖安装后尺寸实测与分析。
轴承安装完毕后,拧紧轴承端盖螺丝时,发现端盖上M20×55(8颗)螺栓弹簧垫存在些微未压紧状态,将弹簧垫拆掉后拧紧时,螺栓六角头与端盖存在约3 mm间距,轴承盒上螺孔螺纹过短,造成螺栓“假拧紧”状态,端盖存在未压紧的可能,进而造成轴承窜动。
4 减速机安装精度分析
考虑到轴承保持架破裂可能与轴向冲击有关,故对可能产生轴向冲击的有关环节进行排查,结合现场工况实际考虑,通常联轴器不对中、箱体地脚松动、轧制扭矩过大是较为常见原因,本文前面已阐述过轧制PDA数据表面轧制扭矩无异常,故不再重复论述,重点对联轴器对中和箱体紧固方面进行分析。
1)减速机与电机联轴器安装精度分析。
通过激光找正仪对减速机及电机联轴器进行检测,水平偏差0.08 mm,垂直偏差0.05 mm,均在标准范围之内,故减速机与电机联轴器的对中正常,与轴承故障无直接关联。
2)减速机基础安装精度分析。
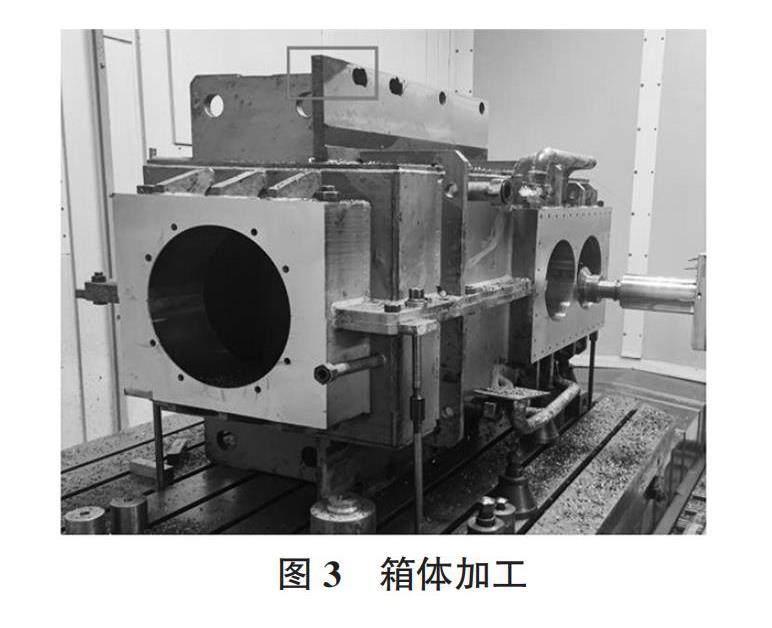
反查减速机历史振动测量数据,二轴的水平振动数值在1~2 mm/s区间,设计标准为不大于3 mm/s,振动相对平稳;垂直振动数值在3~5 mm/s区间,设计标准为不大于3 mm/s,波动范围相对较大,但是基于成品机架减速机振动值普遍偏大的事实考虑,振动范围我们控制在不大于4.5 mm/s,但是垂直振动数值仍然超标。反查维护记录,二轴轴承故障发生前地脚螺丝多次出现松动并紧固的记录,且在紧固后仍然出現松动,减速机入口侧及出口侧的垂直振动数值存在偏差,其中入口侧偏大0.6 mm/s,怀疑减速机安装面可能出现异常。将减速机下机进一步检查,减速机箱体底面因螺栓孔距与现场不符,故底板经过火焰,安装面存在不平整且整体变形的风险。对箱体结合面重新加工、把合后上机床加工,安装底面减少0.5 mm后方基本见光,但仍可看到底面一角存在黑皮,见图3,证明减速机底板存在较大气割变形,与振动值增大且入口和出口存在偏差有直接关联性。
5 改进措施及结论
1)该厂此减速机二轴轴承隔环1修磨0.2 mm,将凸台加工至8.5 mm,确保轴承安装后尺寸链处于过赢压紧状态,另外将压盖螺孔攻丝,增加螺纹长度,确保压盖螺丝能够将压盖紧固后,轴承运行稳定,振动值也回归正常。承载轴向力的轴承,尤其是配对使用轴承,出现轴向窜动,必须对轴承盒内尺寸链进行核实并予以修正,否则对轴承的使用寿命影响很大。
2)减速机箱体安装面的精度和地脚螺栓的日常紧固检查对于减速机的稳定运行尤为重要。该厂减速机底板安装面地脚孔螺栓现场安装时,由于地脚螺栓预埋位置与图纸要求偏差很多,致使减速机无法安装,施工人员使用火焰气割,将减速机底板安装孔切割为不规则长型孔,一方面减速机底板强度大幅下降、另一方面气割高温火焰导致减速机安装底板变形、扭曲,减速机地脚螺栓安装把合后,可能导致减速机内轴承同轴度改变,齿轮啮合改变及箱体应力变化、箱体产生变形。将减速机送至修理厂将安装面及螺栓孔重新加工后返回现场安装,振动值和震动偏差值均回归正常。
