T/CI 150—2023《高强度栓接结构圆弧螺纹连接副》团体标准解读
2024-04-11赵智垒葛胜利李星耀王自强杨中桂
赵智垒 葛胜利 李星耀 王自强 杨中桂
摘 要:紧固件领域圆弧螺纹连接副产品标准T/CI 150—2023《高强度栓接结构圆弧螺纹连接副》于2023年9月28日正式发布与实施,规定了高强度栓接结构圆弧螺纹连接副的型式、尺寸、技术要求、试验方法、检验规则等内容,为高强度栓接结构圆弧螺纹连接副的设计、制造及检验提供依据。本文介绍了该团体标准的编制背景、标准的主要内容和编制依据,并指出了实施该标准的意义及效果,旨在促使相关方更好地理解该标准内容及使用该标准,并推动该标准广泛应用。
关键词:紧固件,圆弧螺纹,连接副,高强度,团体标准
DOI编码:10.3969/j.issn.1002-5944.2024.07.024
0 引 言
螺纹连接是一种常见的机械连接方式,具有结构简单、连接可靠、装拆方便等优点[1]。作为基础零部件重要成员,螺纹紧固件在各行各业中扮演着关键的连接作用。我国紧固件产业经过多年的发展,已完成了由小到大的转变,产量居世界第一。我国是名副其实的生产大国和出口大国。我国紧固件产业稳步发展,总体市场规模从2017年的795亿元达到2020年的1165亿元。2023年,我国紧固件的总体市场规模约1450亿元。预计2027年,我国紧固件的总体市场规模将超过1700亿元,全球市场规模逼近千亿美元。
螺纹按其截面形状(牙型)分为可分为普通螺纹、梯形螺纹、MJ螺纹等,均有比较健全的标准体系。目前,国内常见的高强度栓接结构连接副多采用普通螺纹。GB/T 33943—2017《钢结构用高强度锚栓连接副》和GB/T 33628—2017《风力发电机组 高强螺纹连接副安装技术要求》中M20~M64钢结构用高强度锚固锚栓连接副、风力发电机组M6~M6 4螺纹连接副全部采用一般用途普通米制螺紋,即三角螺纹。现有米制螺纹结构按GB/ T192—2003《普通螺纹 基本牙型》的要求执行,锚栓与螺母、螺栓与螺母之间的连接不够平滑,容易产生应力集中现象,在一些高频往复动态载荷作用下极易发生疲劳断裂或松动[2-3]。米制螺纹配合的精度通常为6 g/6 H,大规格米制螺纹的加工通常采用滚压或车削加工,对材料的尺寸公差要求较高,导致材料利用率低,加工难度大。而且螺纹一旦出现磕碰,将影响正常螺纹连接副的扭矩系数和正常安装使用[3]。
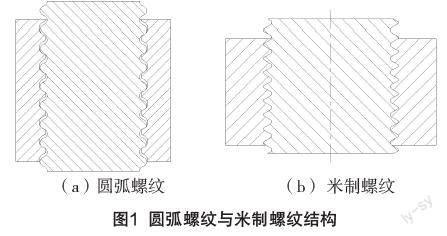
针对普通米制螺纹连接副应力集中明显、疲劳性能差和加工难度大等问题,圆弧螺纹应运而生。圆弧螺纹又称圆螺纹(knuckle thread,Rd),其牙型角为30°或60°等、螺纹顶部或螺纹底是圆弧状的螺纹结构。圆弧螺纹具有以下显著优点[4-5]:①降低应力集中,提高防松和疲劳性能;②提高材料利用率,降低生产加工难度;③适应性强,提高装配效率。圆弧螺纹与米制螺纹结构见图1。
紧固件用圆弧螺纹常用的国际参考标准是DIN405-1(描述的是基本尺寸与牙型)、DIN 405-2(描述的是公差与配合)及DIN 405-3(描述的是外螺纹和内螺纹量规、量规类型、螺纹牙型)。目前,国内与高强度栓接结构圆弧螺纹连接副的相关标准很少,仅有NB/T 10214—2019《风力发电机组用锚杆组件》以及JB/T 14217—2021《普通圆弧螺纹丝锥》。NB/T 10214—2019仅规定了圆弧螺纹锚杆/螺母规格及性能,同时资料性附录给出了圆弧螺纹锚杆(8.8级与10.9级)外螺纹结构及圆弧螺纹螺母(8级与10级)内螺纹结构(牙型)。JB/T 14217—2021规定了普通圆弧螺纹丝锥的型式和尺寸、螺纹公差、技术要求、标志和包装的基本要求,适用于加工普通圆弧内螺纹,螺纹代号为Rd8~Rd65,螺纹中径精度为7 H、8 H,螺纹小径精度为6 H、7 H四种公差带的普通圆弧螺纹丝锥,并未给出圆弧螺纹连接副的结构型式及性能指标等内容。
标准的匮乏,在很大程度上导致高强度栓接结构圆弧螺纹连接副应用受到限制,影响行业健康发展。因此,必须编制高强度栓接结构圆弧螺纹连接副相关标准,系统规范高强度栓接结构圆弧螺纹连接副的设计、制造、验收、交付等行为,以弥补现阶段国内紧固件领域圆弧螺纹技术空白及标准空白,为行业内相关方提供标准化参考依据,进一步促进紧固件行业的发展。
基于以上背景,中船海为高科技有限公司于2023年申请立项并承担了《高强度栓接结构圆弧螺纹连接副》团体标准制定任务,组织国内相关科研院所、高等院校、生产企业、应用单位及检测机构等组成标准起草工作组,严格按照协会标准管理办法及制定程序等,自主研制紧固件领域首个圆弧螺纹团体标准,满足行业内对高强度圆弧螺纹连接副技术需求及产品标准需求,促进圆弧螺纹连接副的推广应用,推动行业高质量发展。
1 标准内容解读
1.1 标准适用范围
标准规定了高强度栓接结构圆弧螺纹连接副的型式,尺寸,技术要求,试验方法,检验规则,标记、标志、包装、运输、贮存及质量保证书,适用于高强度栓接结构圆弧螺纹连接副的设计、制造及检验。高强度栓接结构圆弧螺纹连接副是标准化对象,螺纹形式为圆弧螺纹,螺栓的外螺纹牙型及螺母的内螺纹牙型均为圆弧螺纹,垫圈型式、连接副技术要求及试验方法基本不限定螺纹型式,也可用于指导普通螺纹、梯形螺纹等高强度连接副。相同规格下,标准规定的圆弧螺纹结构尺寸均可替代三角螺纹、梯形螺纹等。
1.2 术语和定义
相比于普通螺纹、梯形螺纹等螺纹形式,圆弧螺纹较少见,目前尚无国家标准及行业标准对圆弧螺纹进行定义,仅仅在DIN 405及JB/T 14217—2021中出现圆弧螺纹的译名,均译作knuckle threads,一些论文中译作arc screw thread或round thread[3-5],DIN 405-1中使用Rd代表圆弧螺纹,规定的圆弧螺纹牙型角为30°。标准将牙型角的范围拓宽,包括30°或60°等,同时对圆弧螺纹给出明确定义。圆弧螺纹是牙型角为30°或60°等,螺纹顶部或螺纹底是圆弧状的螺纹结构。标准中规定的其他“螺纹”相关定义来源GB/T 14791—2013《螺纹 术语》,其他术语定义与现有标准保持一致。
1.3 型式
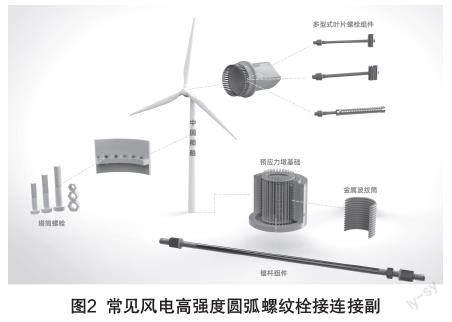
高强度栓接结构圆弧螺纹连接副包括多种型式,主要有六角头螺栓连接副、内六角头螺栓连接副及双头螺柱连接副等,典型产品包括风力发电机组用高强度锚杆(锚栓)组件、风电叶片螺栓组件、风电塔筒螺栓、制氢装置用拉紧螺杆组件、特种装备用特种栓接组件等。理论上,普通螺纹、梯形螺纹等螺纹适用的场景,圆弧螺纹均适用。特别地,因圆弧螺纹结构特点,圆弧螺纹较适用于大规格连接副(如公称直径大于等于30 mm)。常见的风电高强度圆弧螺纹栓接连接副见图2。
1.4 尺寸
1.4.1 圆弧螺纹牙型
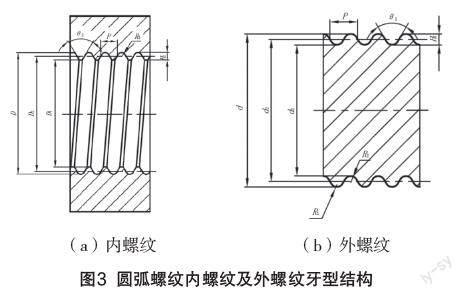
圆弧螺纹外螺纹依次由上牙顶圆弧、直线段、下牙底圆弧、直线段依次连接组成。上牙顶圆弧的半径和下牙底圆弧的半径宜相等,螺纹牙型的直线段应分别与上牙顶圆弧、下牙底圆弧相切。圆弧螺纹内螺纹依次由上半圆弧、切向直线段、牙顶依次连接组成,牙顶为平面,切向直线段与上半圆弧相切。一般地,内螺纹螺距为固定值(6.35 mm、8.5 mm等),其数值与外螺纹螺距相等。为改善螺纹受力状态,内、外螺纹螺距也可不相等,内螺纹螺距也可为变化的不等值(非等螺距)。根据理论研究、设计分析、仿真分析及试验验证,选定6.35 mm、8.5 mm为较常用螺距,与现有普通螺纹螺距及梯形螺纹螺距存在明显的差异。
圆弧螺纹内螺纹及外螺纹牙型结构见图3,牙型参数见T/CI 150—2023中附录A。以公称直径为42 mm,圆弧螺纹、普通螺纹及梯形螺纹的外螺纹及内螺纹牙型参数对比见表1。
1.4.2 螺栓、螺母及垫圈的型式与规格
标准给出了螺距为6.35 mm及8.5 mm两种螺距、公称直径30 mm至64 mm的典型螺栓、六角螺母及六角薄螺母的規格尺寸,也可设计其他螺距规格的产品,圆弧螺纹牙型还适用于公称直径小于30mm、公称直径大于64 mm等尺寸的螺栓或螺母。
标准给出了普通平垫圈、I型倒角垫圈、II型倒角垫圈、双叠自锁防松垫圈共四种型式的垫圈以供选用。其中,普通平垫圈、I型倒角垫圈规格尺寸分别按GB/T 97.1—2002《平垫圈 A级》、GB/T 97.2—2002《平垫圈 倒角型 A级》的规定进行。
1.5 技术要求
标准对高强度栓接结构圆弧螺纹连接副的尺寸与公差、性能等级组合、材料、外观、表面处理、机械性能、扭矩系数、无损检测、疲劳性能、防松性能及防腐性能均作出明确的要求,以确保满足标准要求的圆弧螺纹连接副具有良好的综合性能。
1.5.1 性能等级组合
目前,国外优势企业的紧固件最高强度级达到了17.8级。2021年,我国学者基于钢铁材料高性能化理论,形成了16.8级和19.8级紧固件制造技术。但上述超高强度紧固件仅处于实验室阶段且只是小规格产品(规格仅为MJ8×1×50),未形成批量应用,因此标准中螺栓性能等级仅涉及常见的、已成熟的8.8级、10.9级及12.9级。螺栓、螺母及垫圈的性能等级组合应满足表2的规定。较高性能等级的螺母和垫圈可替代低性能等级的螺母和垫圈。
1.5.2 表面处理
栓接连接件防腐的方法很多,分为以下几类[6]:①选用耐腐蚀金属材料与合理设计金属的结构及工艺;②电化学保护;③涂层保护;④改变环境使其腐蚀性减弱。常用螺栓防腐涂层有表面化学转化膜、电沉积镀层、渗锌层、有机涂层,防腐性能较好的有锌铬涂层、锌铝涂层以及新研的国产锌镁铝涂层等,此外还有氟聚合物涂层、热喷涂聚脲弹性体、矿脂包覆涂层等新型防腐技术。
根据GB/T 5267.2—2021,表面处理前的预处理应采用机械清理替代酸洗,以避免产生新生态氢、带来氢脆倾向。当功能特性不适用于机械清理时(如紧固件组合件、内螺纹紧固件、涂油紧固件),可采用化学清洗(酸洗),应采用带有适当缓蚀剂的酸和最短的清洗周期以使内部氢脆风险最小化;也可采用超声波清洗。涂层工艺不应对连接副机械和物理性能产生有害的影响。涂层固化温度不应高于经淬火和回火处理的连接副的回火温度。固化过程(尤其是温度更高和/或持续时间更长)可能影响热处理后滚压螺纹连接副的疲劳极限。对疲劳性能有特殊要求时,涂层工艺的固化温度宜为180~220℃,也可采用室温固化工艺。
1.5.3 机械性能
螺栓试件的机械性能、螺栓硬度、螺栓的脱碳层等要求均与GB/T 3098.1—2010《紧固件机械性能 螺栓、螺钉和螺柱》保持一致。因圆弧螺纹连接副公称应力截面积与米制螺栓有差异,因此螺栓实物楔负载试验拉力载荷、六角螺母(不包括六角薄螺母)的保证载荷应重新界定。螺纹公称应力截面积(A s)按照式(1)计算。
式中:
As——螺纹公称应力截面积,mm2;
d2——外螺纹基本中径,mm;
d3——外螺纹小径,mm。
1.5.4 扭矩系数
连接副应按保证扭矩系数供货,同批连接副的扭矩系数平均值应为0.10 0~0.150,变异系数(V k)小于等于0.077,变异系数(V k)按式(2)计算。标准中关于扭矩系数的规定与GB/ T 1231(送审稿)保持一致。目前欧盟ENISO 14399系列标准对扭矩系数离散性方面的规定采用的也是变异系数。目前国内常见标准均采用扭矩系数平均值及标准偏差值作为扭矩系数的评判指标。同样的标准偏差最大值,当标准值小时离散度大,当标准值大时离散度小。变异系数是原始数据标准偏差与原始数据平均值的比,它是一种相对变异性的度量,一个无量纲数,可用来比较平均值不同的群体的离散性,采用变异系数后离散度与平均值无关,变异系数取标准偏差最大值0.0100与平均值0.130的比。根据GB/T 1231编制组调研,扭矩系数规定具有良好的行业适用性。
式中:
Vk ——变异系数;
σ——扭矩系数标准偏差;
K——扭矩系数的平均值。
1.5.5 疲劳性能
连接副应在指定循环载荷下进行疲劳性能试验,疲劳性能依据实际需求分为三级:1级要求在(40 0±80)MPa的循环应力范围下,经受20 0万次循环载荷后螺栓与螺母不发生破坏;2级要求在(40 0±60)MPa的循环应力范围下,经受20 0万次循环载荷后螺栓与螺母不发生破坏;3级要求在(400±42.5)MPa的循环应力范围下,经受200万次循环载荷后螺栓与螺母不发生破坏。应力截面积取螺纹或光杆部位最小应力截面积。
1.5.6 防松性能
圆弧螺纹连接副的防松性能通过以下几点实现:①圆弧螺纹结构参数有助于连接副防松效果的实现,尤其是基于强化摩擦技术的防松圆弧螺纹;②双叠自锁防松垫圈等配套件。若采用客户有特殊防松性能需求或双叠自锁防松垫圈时,可根據客户要求进行残余轴力衰减或临界横向力防松性能试验。螺栓、六角螺母和垫圈的连接副在特定振动次数后,残余轴力与初始轴力之比应不低于需方要求,其最低防松性能要求为振动1500次后残余轴力与初始轴力之比应不低于50 %。
1.6 试验方法
与标准中“技术要求”一一对应,“试验方法”一章给出了高强度栓接结构圆弧螺纹连接副的尺寸与公差、材料、外观、表面处理、螺栓机械性能、螺母机械性能、垫圈硬度、扭矩系数、无损检测、疲劳性能、防松性能及防腐性能明确的试验方法。
连接副的扭矩系数试验应在轴力计上进行,每一连接副只能试验一次,不应重复使用。连接副应分属同批制造,应明确润滑剂的名称及涂抹方式。组装连接副时,螺母下的垫圈有倒角的一侧应朝向螺母支承面。试验时,垫圈不应发生转动,否则试验无效。进行连接副扭矩系数试验时,应记录环境温度。试验所用的机具、仪表及连接副均应放置在该环境内至少2 h。
连接副防松性能检验按照GB/T 10431—2008中规定进行,在不同防松方式规定的试验紧固轴力及润滑条件下,对连接副进行频率为12.5 Hz、振动次数为1500次的横向振动试验,记录连接副残余轴力与初始轴力之比或临界横向振动力。
1.7 检验规则
标准规定连接副检验分型式试验和出厂检验,并给出了型式试验与出厂试验的试验对象、检验项目、检验数量及判定规则,便于连接副的检验。
1.8 标记、标志、包装、运输、贮存及质量保证书
标准规定了连接副的标记方法,并给出了标记示例。同时对标志、包装、运输、贮存及质量保证书给出了明确要求,便于连接副的生产制造及交付。
2 标准实施的意义及效果
2.1 实施意义
标准聚焦高强度栓接结构圆弧螺纹连接副的结构设计、技术要求、试验检测及检验验收,预期实施意义显著,主要体现在以下几点:
(1)解决了高强度栓接结构圆弧螺纹连接副设计难、制造难、检验难等行业痛点,确保高强度栓接结构圆弧螺纹连接副性能稳定且运行安全可靠,为行业内相关用户提供标准化参考依据,可用于指导行业内风力发电机组用高强度锚杆(锚栓)组件、风电叶片螺栓组件、风电塔筒螺栓、制氢装置用拉紧螺杆组件、特种装备用特种栓接组件等高强度连接副的设计、制造与检验,引导整个高强度连接副产业健康有序发展,完善紧固件标准体系,促进紧固件行业高质量发展,并引导上下游企业发展,满足风力发电机组、大功率制氢系统、特种装备等大型装备发展需求,社会效益及经济效益显著。
(2)填补行业技术空白及标准空白,技术先进,支撑国家“双碳”目标、制造强国等战略部署实施,促进我国新能源行业快速发展、改善我国能源结构,助力我国战略部署落地,可有力支撑风力发电、氢能等技术水平提升,并可推广应用航空航天、轨道交通、矿井巷道、桥梁工程等领域,为进军太空、深远海等领域奠定基础。
(3)助力于全球气候治理及绿色发展,顺应全球能源清洁化、低碳化发展潮流。同时加速国家能源转型升级,壮大新能源产业,解决能源资源短缺,实现资源全面节约和循环利用,有利于推动智慧城市建设,创造良好宜居的城市环境,对建设生态文明和美丽中国有着重要的意义和良好的环境效益。
2.2 实施效果
标准对高强度栓接结构圆弧螺纹连接副的设计、制造及检验等行为进行系统规范,于2023年9月28日实施。众多应用证明表明,标准已成功用于指导生产制造企业进行锚杆组件、叶片螺栓组件等连接副的结构设计、加工制造、热处理、性能检验及销售,已用作第三方检测机构进行锚杆组件参数检验的标准,亦是国内知名主机厂锚杆组件、叶片螺栓等连接副的采购规范,为相关行业内相关方创造了新的利润增长点,实施效果良好,得到众多相关方一致好评。
3 结 论
该标准是国内紧固件领域首个圆弧螺纹连接副产品标准,规定了高强度栓接结构圆弧螺纹连接副的型式、尺寸、技术要求、试验方法、检验规则等内容,旨在为高强度栓接结构圆弧螺纹连接副的设计、制造及检验提供依据。该标准的发布和实施将为生产制造企业、应用单位、第三方检测机构及认证机构等行业内相关方提供结构设计、加工制造、热处理、性能检验、销售、采购、检测、认证等活动提供依据。
该标准取得了一定的应用效果。下一步,我们将积极推动标准的推广应用,促进紧固件、风电、氢能等行业高质量发展。并且,持续开展高强度栓接结构圆弧螺纹连接副研究,在实践中收集应用案例,不断对标准文本进行修订和完善,更好地推动高强度栓接结构圆弧螺纹连接副的应用,助推优化紧固件标准体系,并助力国家战略落地。
参考文献
[1]陈海平,曾攀,方刚,等.螺纹副承载的分布规律[J].机械工程学报,2010,46(9):171-178.
[2]方栋,陈继志.高强度螺栓螺纹根部应力集中的有限元分析[J].材料开发与应用,2007(2):37-39.
[3]杨中桂,王自强,丁永春,等.圆弧螺纹风电锚栓结构设计与承载性能分析[J].船舶工程,2021,43(S1):46-48.
[4]杨中桂,白洁,李梦晗,等.圆弧螺纹与普通螺纹锚栓防松性能研究(英文)[J].机床与液压,2020,48(18):146-151.
[5]刘俊,都军民,杨中桂.圆弧形螺纹结构的承载特性研究[J].机械,2016,43(9):6-11.
[6]温家浩,杨中桂,白洁,等.海上风电设备防腐技术与展望[J].船舶工程,2022,44(S1):57-60.
作者简介
赵智垒,硕士,助理工程师,研究方向为机械设计及标准化管理。
葛胜利,硕士,高级工程师,研究方向为科技创新管理。
李星耀,本科,助理工程师,研究方向为机械设计与制造。
王自强,硕士,工程师,研究方向为机械设计与仿真分析。
杨中桂,通信作者,硕士,研究员,研究方向为机械设计与制造。
(责任编辑:张瑞洋)
