一种基于视觉检测的导弹空气舵装配精度测量系统设计
2024-04-09宿文玲
宿文玲
(黑龙江财经学院财经信息工程学院 黑龙江哈尔滨 150000)
导弹主体结构中包括尾翼、弹翼等翼面结构,翼面结构实际上就是固定在导弹舱体上的空气舵,它是控制导弹飞行姿态和飞行轨迹的关键机构,因此需要对空气舵与导弹舱体的装配精度进行检验。导弹生产过程中,空气舵的装配精度是用空气舵刻线与舱体上的刻线是否对正,作为测量基准进行判定的,其装配精度主要体现在零位偏差和摆动量两个参数。
零位偏差:导弹空气舵与舱体对接装配后,通过内部伺服作动器机械锁紧,此时空气舵刻线与舱体刻线之间的偏移距离为零位偏差,以此判断空气舱装配精度;摆动量:导弹空气舵与舱体对接装配时,以舱体刻线为基准线,将空气舵沿顺时针方向和逆时针方向左右摆动,空气舵刻线左右偏移的范围之和即为摆动量误差。
一、测量系统设计方案
本文所述的空气舵装配精度测量系统构成如图1所示,系统主要分为三个部分:测量系统机械部件、视觉检测部件和计算机测量软件。测量系统机械部件用来装夹固定视觉检测部件;视觉检测部分作为测量数据采集单元,由视觉光源、镜头部件、工业相机和图像采集卡组成,负责对空气舵刻线与舱体刻线位置进行影像抓取;计算机测量软件部分主要用于视觉检测系统的校准,对采集到的影像进行数据处理,实现空气舵刻线与舱体刻线间装配误差的检测功能。
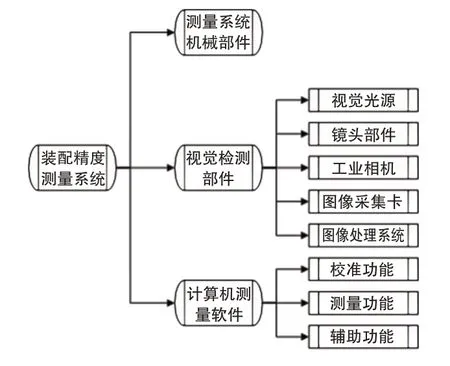
图1 测量系统构成图
(一)测量系统机械部件设计。测量系统机械部件的主要作用是装夹固定视觉检测部件,并且能够调整视觉检测部件与被测空气舵刻线间的相对位置关系,以此保证工业相机得到最优质的检测图像画面。在本设计中机械部件如图2所示主要由三部分组成:由三组直线模组构建成的悬臂式三轴坐标位置调整机构,视觉检测部件装夹机构,和用于调整高度及水平姿态的三脚支撑云台。测量系统工作时,首先使用三脚云台调整高度,然后通过三轴直线模组的移动,将视觉检测部件移动到空气舵刻线上方,使工业相机视场调整至合适的位置,然后使用计算机测量软件进行测量。该套机构结构简洁、操作方便,可适应大部分的测量场景需求。

图2 机械部件示意图
(二)视觉检测部件设计。视觉检测部件由视觉光源、镜头部件、工业相机、图像采集卡和图像处理系统组成,在测量系统工作工程中,视觉光源、镜头部件和工业相机组合构成视觉传感器单元,与图像采集及处理单元将被测刻线的光线信号转换为图像模拟电信号,再根据像素分布、亮度和颜色等信息,最终转变为数字信号传输给计算机测量软件进行运算处理。[2]在整个图像采集过程中,计算机测量软件控制视觉传感器单元、图像采集及处理系统的控制及数据传输,视觉系统基本构成如图3所示。

图3 视觉系统基本构成
在视觉检测部件的设计中,为了得到高质量的测量图像,对于光源、镜头部件和工业相机的线性至关重要。在本文中我们通过实际工况情况的打光测试定制专用光用;在对比常用的CCD 和CMOS 工业相机特性后,选择复位噪声和暗流噪声较小,成像信噪比较高的CCD工业相机,CCD相机能够很好地反映被测物体的细节信息,更符合本设计精密测量要求,同时配合CCD相机,根据图像分辨率、畸变系数等参数选择相适应的镜头部件。图像采集卡是视觉检测部件的核心单元,负责将CCD相机输入的模拟信号转化为数字信号,同时也控制着CCD相机的工作,在数据采集卡选型方面,考虑到精密测量对于数据带宽的高要求,决定不再考虑传统的PCI接口采集卡,而是选用基于Ethernet 的图像采集卡,这种采集卡最大带宽可达1000MB/s,传输速度快,完全能满足测量需求,也为后续功能的进一步丰富留有空间[3]。
(三)计算机测量软件设计。
1.软件框架。测量系统的操控及最终测量数据的处理分析等核心操作,都由专用计算机测量软件实现,计算机测量软件通过对视觉检测部件传输来的图像数字信号进行各种运算,以抽取目标特征,进而获得相应的测量数据信息,实现测量功能。在本设计中检测软件采用Visual Studio作为开发环境,编程语言选用基于Net 平台的面向对象编程语言C#进行编写。依据测量系统所需实现的各项测量功能,设计软件操作流程如图4所示:
总而言之,通过对青少年自我价值观、道德判断能力与价值观的关系进行相关研究,我们不难发现,道德判读能力与学生价值观之间不存在明显的关系,道德判断能力属于学生认知范畴,而价值观则整体倾向于意识及信念范围,并经过长期的发展形成完善的人格倾向。因此,这就需要相关教育工作者能够结合学生价值教育的实际情况,构建一系列更为完善的价值观教育管理机制。
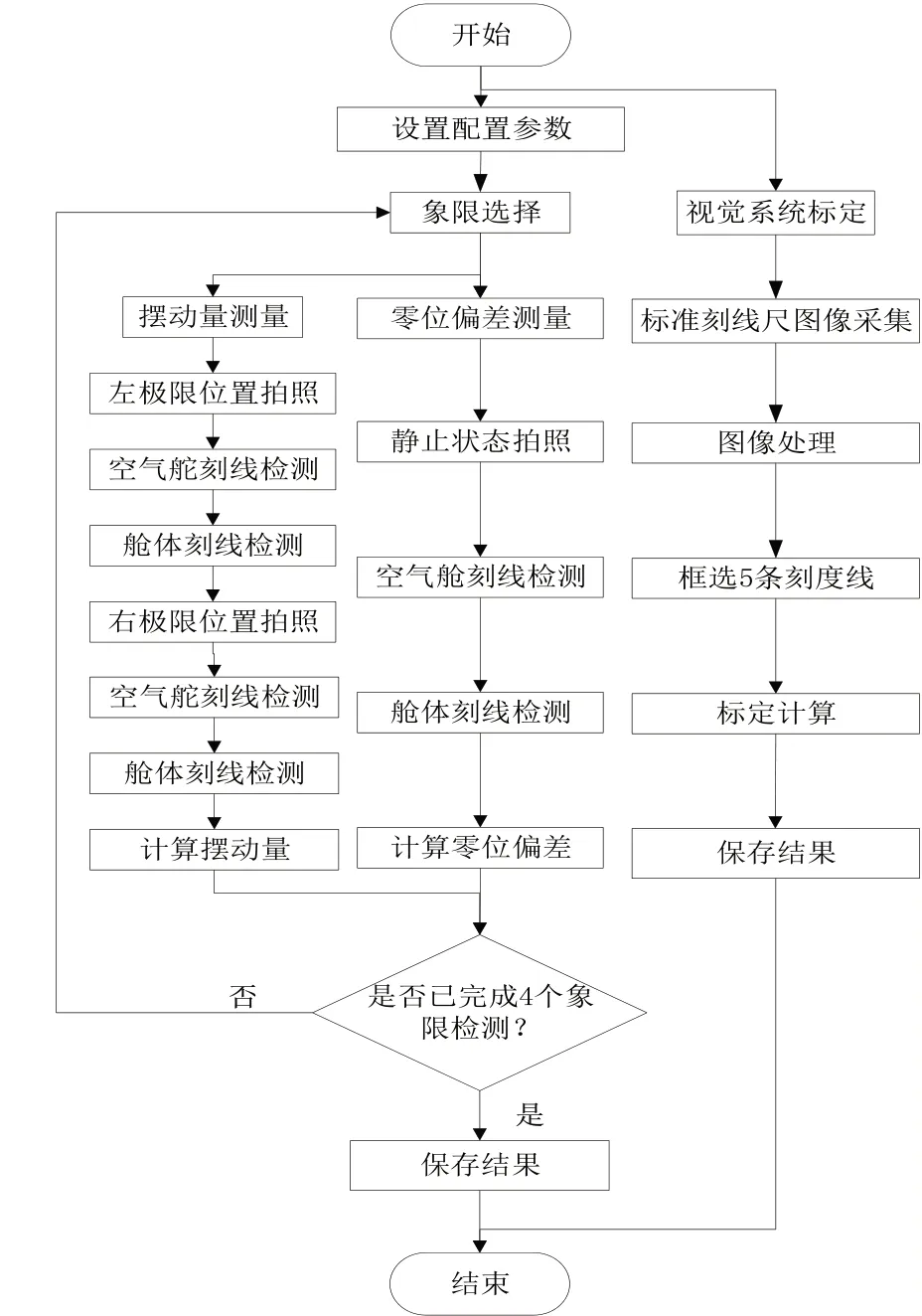
图4 软件主要功能流程图
2.刻线自动瞄准算法。在测量过程中为了实现快速准确地瞄准空气舵与舱体间的刻线位置,最终实现装配误差快速测量,设计了空气舵刻线自动瞄准算法,能够从图像中自动瞄准刻线,求出刻线位置。算法是整套测量软件系统的核心,主要由直方图拉伸处理、水平均值滤波、边缘提取、自适应二值化、刻线识别和定位等部分组成。
为了减少光照强度不同对图像造成的影响,增强图像对比度,对刻线图像进行直方图拉伸处理,处理效果如图5(a)所示,直方图拉伸的公式为:

图5 自动瞄准算法中间过程图
其中Pmax为图像中最大灰度值,Pmin为最小灰度值,Pij为图像中第j行、第i列的像素灰度值,P′ij为处理后对应像素值。
为了减少图像噪声对图像质量的影响,需要对图像进行滤波处理。实际检测时,图像中刻线为水平方向,为了保证图像中刻线的精度,防止刻线单元被破坏,这里对刻线图像进行水平均值滤波,处理效果如图5(b)所示。
图像经过均值滤波之后,选用了常用的一阶微分算子的边缘检测方法,即Prewitt算子进行边缘提取,利用像素点上下、左右邻点的灰度差,在边缘处达到极值检测边缘,去掉部分伪边缘,对噪声具有平滑作用。[4]这里为了便于后续计算,防止边缘信息混叠,采用上下对称的两个卷积核dy0和dy1,分别对上下边缘进行提取,如式2和式3所示。提取效果如图5(c)(d)所示。
为了后续对刻线位置进行计算,对边缘提取后的图片进行二值化处理,结果如图5(e)和5(f)所示。二值化的阈值采用最大类间方差法进行计算,即使用大津算法确定图像二值化的阈值[5]。
在图像进行二值化后,除了刻线的边缘以外,还有很多零散分布的连通域,这些连通域会对刻线边缘的定位产生干扰,因此需要进行排除。刻线边缘具有长宽比很大,水平方向长的特征,可以利用该项几何形态特征对图像连通域进行筛选,符合条件的连通域即为刻线边缘。图5(g)和(h)为筛选后的结果。
对筛选后的刻线边缘二值化图像采用最小二乘法对刻线边缘进行定位[6]。设边缘像素点坐标为Pi(xi,yi)(i= 1,2,3...n),因为直线都是水平或接近水平状态,因此可设刻线l方程为
那么,其最小二乘的结果为
拟合的直线为
分别对上下边缘进行定位,得到上下两边缘l1、l2的位置方程为
图5(i)(j)为用最小二乘法确定的上下边缘位置。
当l1、l2平行即k1=k2时,刻线位置l为
当l1、l2不平行即k1≠k2时,设l1与x轴夹角为α1,l2与x轴夹角为α2,l与x轴夹角为α,因为l是l1与l2的角分线,所以有
而
则
由于刻线位置基本接近水平方向,与x轴的夹角很小,而刻线上下两边缘线近似平行,因此可近似认为点在刻线上,所以刻线方程l为
二、实验验证
系统检测精度验证是对整个测量系统测量精度及稳定性的综合验证,其主要测试流程如下:
(1)利用标定参照物完成对视觉测量系统的标定及补偿;
(2)以标准尺作为标准检具,对标准尺的四档标准间距刻度线分别进行10次测量,检测测量系统测量误差;
(3)利用测量系统对空气舵进行摆动量和零位偏差的实际测量,检验测量系统的测量重复性;
(4)根据测量误差和测量重复性测试结果评定检测系统的测量精度。
依据以上步骤,对标准尺的1mm、3mm、5mm、10mm四档标准检具刻度值进行测量。由表1可知,测量系统对标准尺刻度值的检测不存在系统误差,只有个别随机误差,系统的测量精度可由测量重复性来完全表达。
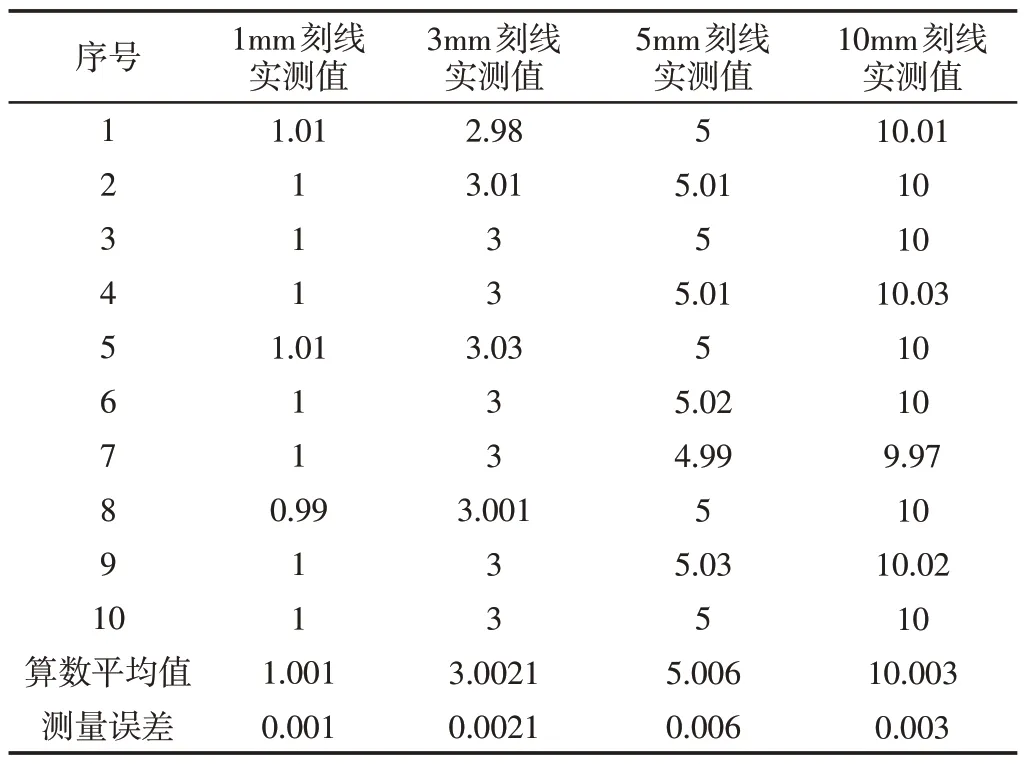
表1 测量误差验证实验数据(单位:mm)
在实际测量工况下,重复测量3组空气舵刻线零位偏差和摆动量进行测量重复性测试,测试结果如表2所示,由测试结果可知,测量系统对摆动量和零位偏差的测量重复性优于0.04mm。
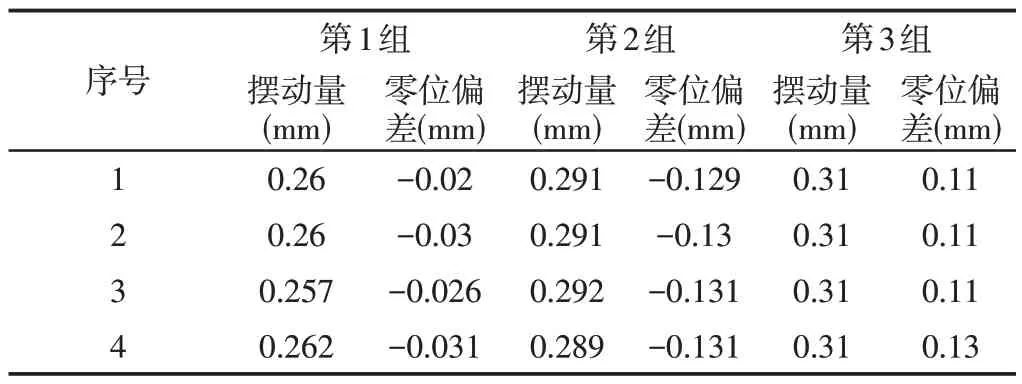
表2 测量重复性验证实验数据(单位:mm)
三、结语
本文针对导弹翼面空气舵装配过程中对于装配精度检测的实际工程需求,设计了基于视觉检测的空气舵装配精度测量系统。该系统与现有的经纬仪检测方法相比,具有准确、快速、高效、使用方便等特点,极大地提高了检测效率,减轻了工人检测工作的负担。经过试验验证,系统重复性优于0.04mm,能够满足部件装配精度的要求。
