单晶硅片循环包装设计与可靠性分析
2024-03-19李志强王杰赵怡怡王哲刘迪
李志强,王杰,赵怡怡,王哲,刘迪
单晶硅片循环包装设计与可靠性分析
李志强a,b,王杰a,赵怡怡a,王哲a,刘迪a
(陕西科技大学 a.轻工科学与工程学院 b.轻化工程国家级实验教学示范中心,西安 710021)
以某公司M10型单晶硅片为研究对象,基于缓冲包装六步法及4R1D原则设计安全经济的单晶硅片循环包装方案。使用Creo软件建立3D模型,利用ANSYS LS-DYNA进行堆码跌落仿真,结合跌落试验结果验证包装的可靠性。动态跌落仿真在角跌落工况下,跌落角产生最大应力为34.42 MPa,小于包装箱许用应力40 MPa;产品最大响应加速度为38.71,发生在棱跌落工况,小于产品脆值50。试验与仿真平均误差为8.30%,在450 mm跌落高度下。使用此循环包装方案,产品整体破损率降低了8.02%。此循环包装的安全性、便利性和经济性优于现有一次性包装的。
单晶硅片;循环包装;跌落仿真;可靠性分析
随着“双碳”计划的推行[1],国家更加重视光伏产品的使用和发展,对光伏产品安全性和便捷性的要求显著提高。在光伏工业中,硅片可以分为2类,即多晶硅片和单晶硅片。单晶硅片是一种优良的半导体,主要用于制造半导体器件、太阳能电池等[2]。单晶硅片极薄且质脆,导致其易碎、受冲击能力差,一旦出现碎片的情况,其碎片的数量就是成百上千片。硅片的碎片率基本在8%左右,随着包装技术的不断进步,大部分企业的碎片率可以控制在3%~5%[3]。对于一个年产16 GW[4]的大中型光伏企业,在流通过程中,因硅片破碎而造成材料成本的损失也有上亿元人民币[5]。因此合理的可循环硅片的包装方案可有效降低硅片破损率,减少包装材料的使用量,达到降本增效的目的。
1 单晶硅片包装设计
1.1 单晶硅片产品特性分析
产品型号为M10;净质量为每包1.9 kg,共10包;规格为182 mm×182 mm×27 mm,硅片实物与尺寸说明见图1。

图 1 硅片
采用冲击试验机(苏试CL-200)测定产品的脆值,参考标准ASTM D 3332[6]及相关理论[7]分析试验数据,见表1。检查产品损坏情况,在一定跌落高度下,测得试验样品底面冲击加速度,产品未发生损坏,但随着冲击加速度的不断增大,当平均冲击加速度到达51.48时,有个别的样品棱边出现崩边、毛边或破碎的现象,判定产品发生损坏,将硅片损坏前一次与本次加速度平均得出硅片的脆值为50。参考GB/T 4857[8]、包装件货物质量与跌落高度(ISTA 1A)[9]设计包装时跌落高度为450 mm。
表1 单晶硅片冲击试验数据

Tab.1 Impact test data for monocrystalline silicon wafers
1.2 整体包装设计
内部采用密度为16 kg/m3的EPE作为缓冲材料。以EPE泡沫缓冲特性曲线为设计依据[10],需要对产品的底面进行全面缓冲包装,硅片底面矩形面积为0.041 9 m2,厚度为27.52 mm。受实际可制造尺寸影响,对厚度进行向上取整,确定缓冲衬垫的厚度=30 mm。调研到单晶硅片对包装洁净度和防潮性能有一定要求,因此采用PE袋对产品进行包裹,将每箱10组产品裹包完成后按照设计好的位置插空放入EPE隔断中间。外包装材料为PP塑料,内尺寸为450 mm×260 mm×250 mm,最大外尺寸为476 mm×286 mm×269 mm,整体包装方案如图2所示,包装件毛质量为21.53 kg。
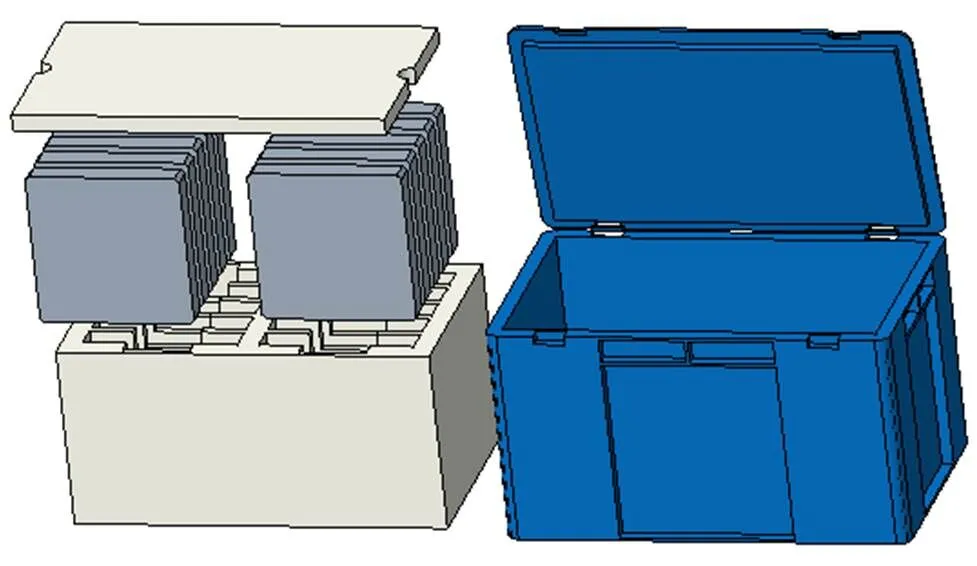
图2 整体包装方案
经计算包装件总体堆码质量大于1 600 kg(需堆码10层)。根据包装箱的外尺寸,选择规格为1 200 mm× 1 000 mm的四向进叉[11]标准塑料托盘,便于搬运操作。发货时使用打包带固定在托盘上,顶部放置矩形塑料护框便于储存时堆码,仓储运输堆码单元如图3所示。
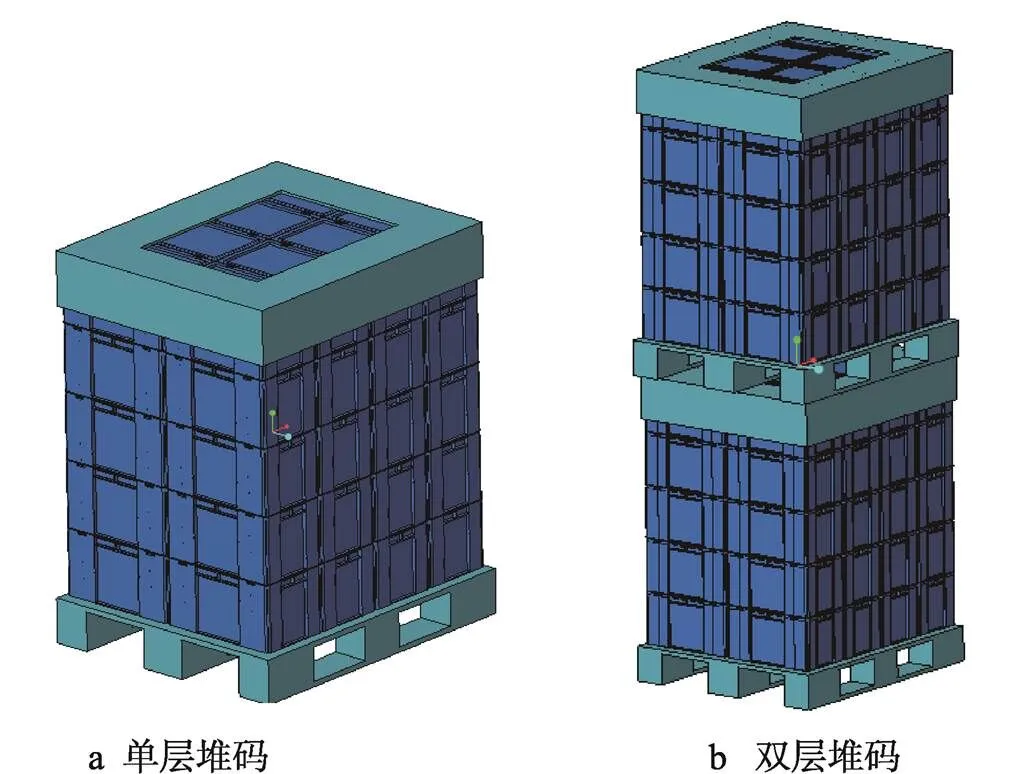
图3 堆码状态
2 包装件仿真分析
仓储、搬运、运输是物流的重要环节,但在物流过程中包装件不可避免地会遇到跌落情景,导致产品损坏。使用有限元技术模拟包装在物流过程中的跌落状态,可以减少或避免不必要的人工重复物理试验和破坏性试验,减少试验周期和成本[12]。
2.1 仿真分析前处理
2.1.1 模型简化
将模型导入有限元软件之前,需要进行简化处理。因为硅片厚度极小,包装时又是以150片每包进行集合包装,所以将硅片的模型可以简化为一个整体的矩形块。缓冲衬垫结构设计得较为简单时不需再进行简化。为了便于堆码,对箱底进行凹凸设计,因此需要对箱底的结构进行平整化处理。另外还有对循环箱盖子和箱体连接的形状不规则且极小的小卡扣也进行删除处理。外包装箱模型简化时除了这2个部分以外其他部件保持不变。同时,为保证产品能达到固定质量,将质量点均匀地施加到简化件上。处理完成后,检查各部分之间的接触设置消除间隙和穿透,避免分析过程中出现后续网格划分错误[13]。
2.1.2 材料属性
利用ANSYS Workbench的Engineering Data部分进入材料参数设置界面进行材料参数设置[14],如表2所示。因为缓冲材料EPE是非线性材料,除需设置以上3个材料参数外,还需在材料属性Property中设置单轴塑性应变数据Uniaxial Test Data。将缓冲材料静态压缩试验所得的试验数据分散提取100个应力-应变数据点。
表2 仿真分析材料参数

Tab.2 Simulation analysis of material properties
2.1.3 网格划分
对外包装箱和EPE缓冲材料采用四面体网格。因为内部产品硅片形状规整,所以采用六面体网格,网格大小均控制为5 mm。查看划分网格的质量,其值通常在0~1,并且其数值越大,网格的质量也相应越大[15]。对划分网格进行查看,节点数量为136 954,单元数量为65 199,网格平均质量分布为0.75。
2.1.4 接触关系
外包装箱盖与箱体在实际运输过程一直为关闭紧扣状态,因此箱体箱盖之间的接触创建为绑定接触。内部缓冲衬垫与产品均创建为摩擦接触,摩擦因数设置为0.2。
2.2 动态跌落仿真分析
按照2.1节对包装件进行前处理,在施加约束中将地面设置为固定支撑且设置为刚性体,用于模拟非常坚硬的部件,以免产生变形。添加沿+轴(垂直地面)方向的重力场。在初始条件里添加落差为450 mm,沿+方向,计算得到初速度为2 970.81 mm/s。按规定[16]对包装件每个面标号,按照顺序对不同位置的产品进行标号,如图4所示,仿真计算时按照面3,棱3-5,角3-4-5进行跌落。使用后处理软件LS-PREPOST对包装件的各个能量变化进行查看[17],并以面3跌落为例计算包装件的总能量,包装件总质量为21.53 kg,计算出理论总能量为94.95 J左右,与仿真结果的开始的总能量相差不大。在整个跌落过程中总能量下降到了93 J,总能量下降了2.05%。一般认为总能量变化控制在10%以内判定仿真结果可靠,因此本次仿真具有参考价值[18]。以同样的方式对棱3-5跌落和角3-4-5跌落的2个跌落工况进行验证,发现总能量变化控制在10 %以内,故仿真结果均可靠。
根据应力云图5显示,面3跌落时最大应力发生在面的四角位置,最大应力为7.02 MPa;棱3-4跌落时最大应力发生在棱处,最大应力为25.71 MPa;角3-4-5跌落时最大应力发生在所跌落的角处,最大应力为34.42 MPa,均未超过外包装箱的许用应力(40 MPa),不会导致外包装箱损坏。
用后处理软件LS-PREPOST分别查看每个跌落工况下不同位置产品的响应加速度。如表3所示,产品最大响应加速度为38.71,发生在4、7号标记位置,小于产品脆值(50),所设计包装可以较好地保护产品。
表3 3种工况下响应加速度统计

Tab.3 Statistical table of response acceleration under three working conditions
3 可靠性分析
使用零跌落试验机与TP3信号采集系统进行硅片包装件跌落试验,跌落高度与仿真跌落的高度相同,为450 mm。由于在跌落过程中不同位置的硅片受到的冲击加速度不同,通过将三向加速度传感器安装在1号位置处及3号位置处。在如图6所示的硅片组上分别进行跌落,采集硅片响应加速度数据。将仿真结果与试验结果进行对比,如图7所示。
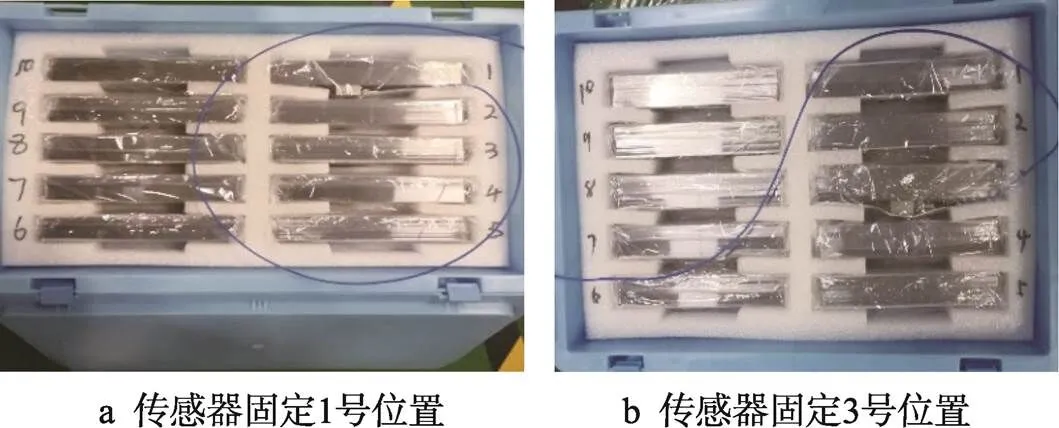
图6 传感器固定位置实况
Fig 6 Real picture of fixed position of sensor
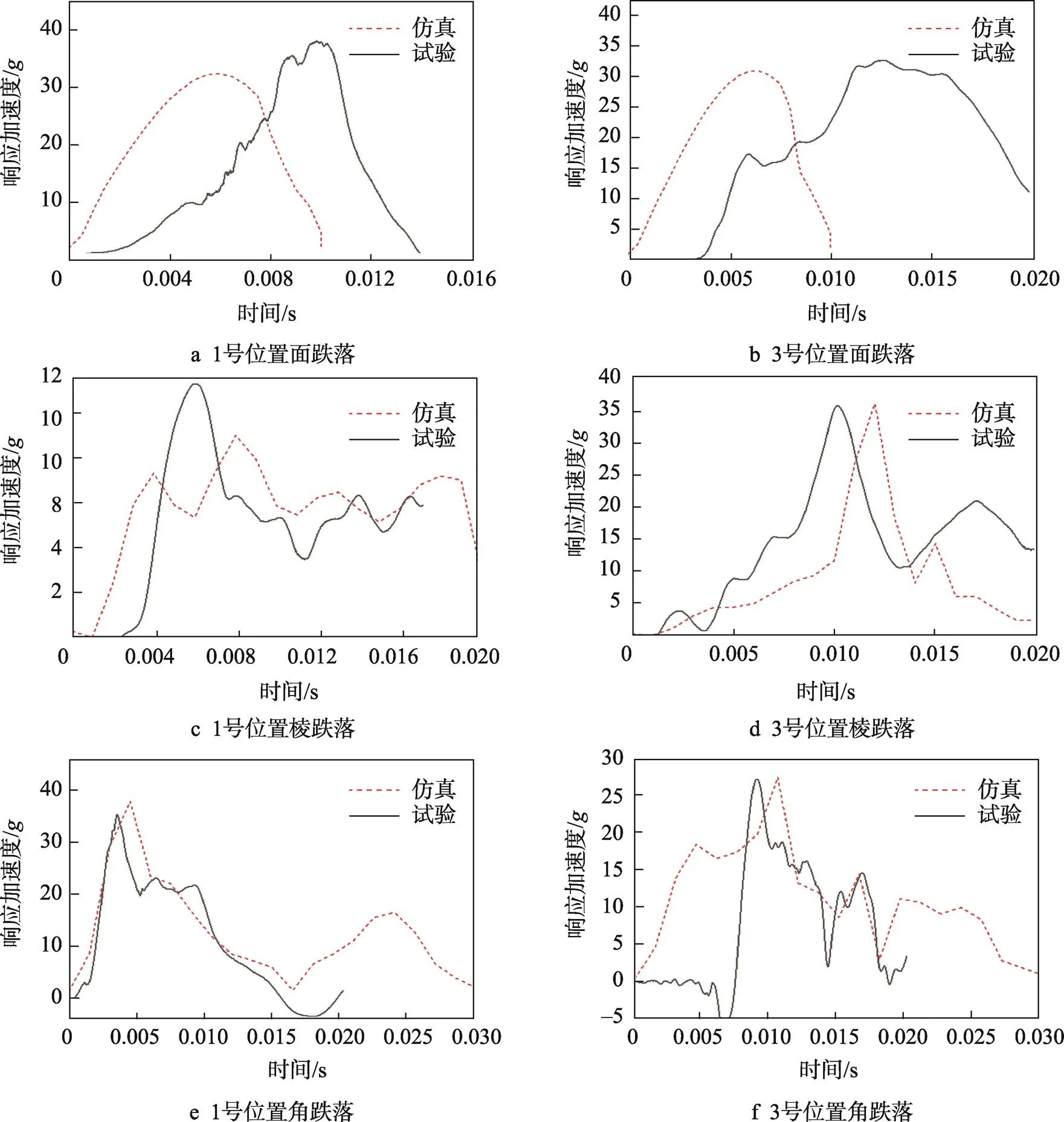
图7 跌落响应加速度-时间曲线仿真试验结果对比
表4 3种工况下响应加速度统计

Tab.4 Statistical table of response acceleration under three working conditions
由表4可知,在面跌落、棱跌落和角跌落工况下仿真结果与试验结果的响应加速度值均相差不大,平均误差为8.30%,且曲线走势基本相同。经试验统计循环包装箱的碎片率比原包装的碎片率降低了1.99%,缺角率降低了4.65%,崩边破损情况在循环包装的所有跌落工况没有出现。在450 mm跌落高度下,使用此循环包装方案,产品整体破损率降低了8.02%。损坏情况对比如表5所示。
表5 损坏情况对比
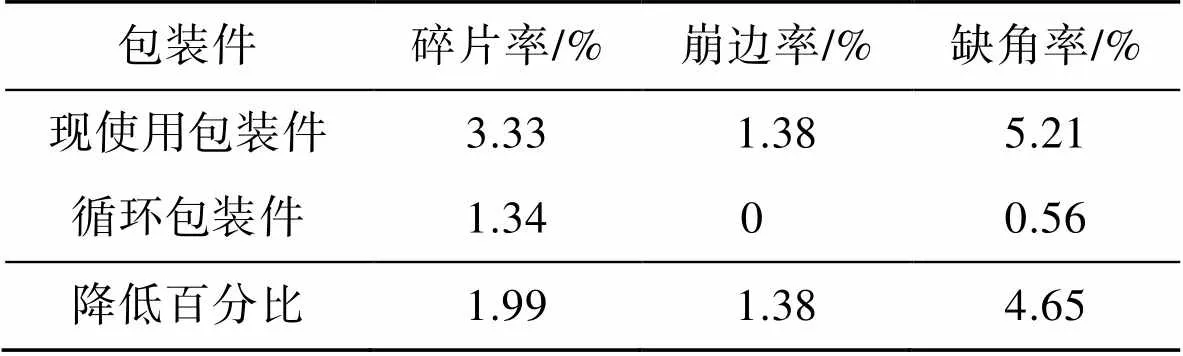
Tab.5 Comparison of damage conditions
4 结语
使用冲击试验机测定M10单晶硅片的脆值为50,确定跌落高度为450 mm。以EPE为缓冲材料,PP为外包装材料进行整体包装设计,储运时进行10层堆码。为了检验包装的可靠性,使用ANSYS Workbench进行包装件跌落模拟,结果显示最大应力34.42 MPa发生在角跌落工况下,未超过包装箱许用应力40 MPa;产品的最大响应加速度为38.71,均未超过产品脆值50。各跌落工况下仿真结果与试验结果的响应加速度值平均误差为8.30%,产品整体破损率降低了8.02 %,防护性能显著。
[1] 郑海富, 夏勋荣, 顾佳雨, 等. “碳达峰” “碳中和”目标下的社会面发展现状、变革及对策[J]. 工业计量, 2023, 33(2): 55-60.
ZHENG H F, XIA X R, GU J Y, et al. Social Development Status, Changes and Countermeasures under the Goal of "Peak Carbon Dioxide Emissions" and "Carbon Neutrality"[J]. Industrial Metrology, 2023, 33(2): 55-60.
[2] LIANG L, LI S, LAN K, et al. Experimental Study on the Influence of Wire-Saw Wear on Cutting Force and Silicon Wafer Surface[J]. Materials, 2023, 16(10): 3619.
[3] 吴晓松. 六西格玛方法在碎片率控制上的应用研究[D]. 上海: 上海交通大学, 2009: 11-24.
WU X S. Research on the Application of Six Sigma Method in Debris Rate Control[D]. Shanghai: Shanghai Jiao Tong University, 2009: 11-24.
[4] 王亮. 深度解密隆基帝国: 它到底凭什么?[J]. 新能源经贸观察, 2017(10): 74-81.
WANG L. Deep Decryption of Longi Empire: What on Earth is it based on?[J]. New Energy Economic and Trade Observation, 2017(10): 74-81.
[5] ALLEN R, RAY U, RAMACHANDRAN V, et al. Evaluating Methods of Shipping Thin Silicon Wafers for 3D Stacked Applications[C]// Proceedings of the International Wafer-Level Packaging Conference, 2012: 65.
[6] Standard Test Methods for Mechanical-Shock Fragility of Products, Using Shock Machines: ASTM D3332-99(2010)[S]. ASTM International, 2010.
[7] 李志强, 王羽星, 张素风. 半正弦激励下烤箱脆值及破损边界曲线试验分析[J]. 包装工程, 2020, 41(5): 165-171.
LI Z Q, WANG Y X, ZHANG S F. Experimental Analysis of Fragility and Damage Boundary Curve of Oven under Half-Sinusoidal Excitation[J]. Packaging Engineering, 2020, 41(5): 165-171.
[8] 国家技术监督局. 包装运输包装件跌落试验方法: GB/T 4857.5—1992[S]. 北京: 中国标准出版社, 1992.
State Bureau of Quality and Technical Supervision of the People's Republic of China. Packaging-Transport Packages-Vertical Impact Test Method by Dropping: GB/T 4857.5-1992[S]. Beijing: Standards Press of China, 1992.
[9] ISTA. Series Non-Simulation Integrity Performance Test Procedure: ISTA 1A-2001[S]. USA: International Safe Transit Association, 2001: 5.
[10] 杨杰, 付志强, 张蕾, 等. EPE动态冲击曲线拟合函数对比[J]. 包装工程, 2021, 42(9): 32-36.
YANG J, FU Z Q, ZHANG L, et al. Comparison of EPE Dynamic Impact Curve Fitting Function[J]. Packaging Engineering, 2021, 42(9): 32-36.
[11] Anon. GROB Offers New Pallet Storage Automation Solution[J]. Modern Machine Shop, 2023, 95(9): 98-99.
[12] 王瑾. 基于缓冲包装工艺虚拟仿真实验的应用研究[D]. 天津: 天津科技大学, 2022.
WANG J. Application Research of Virtual Simulation Experiment Based on Cushion Packaging Technology[D]. Tianjin: Tianjin University of Science & Technology, 2022.
[13] 李浩. 有限元简化模型载荷施加方式的分析研究[J]. 建筑结构, 2022, 52(S2): 440-442.
LI H. Analysis and Research on Load Application Mode of Simplified Finite Element Model[J]. Building Structure, 2022, 52(S2): 440-442.
[14] 巩桂芬, 何兴娟, 周健民, 等. 某型号锂电池全纸化包装件跌落仿真分析[J]. 包装工程, 2023, 44(13): 277-284.
GONG G F, HE X J, ZHOU J M, et al. Simulation Analysis on Fall of a Type of Lithium Battery Fully Paper-Based Packaging Parts[J]. Packaging Engineering, 2023, 44(13): 277-284.
[15] 马玉政. 四面体网格划分算法研究及虚拟手术切割[D]. 哈尔滨: 哈尔滨理工大学, 2022: 14-23.
MA Y Z. Research on Tetrahedral Mesh Division Algorithm and Virtual Surgical Cutting[D]. Harbin: Harbin University of Science and Technology, 2022: 14-23.
[16] 全国信息与文献标准化技术委员会. 运输包装件试验时各部位的标识方法: GB/T 4857.1—2019[S]. 北京: 中国标准出版社, 2019: 1.
China National Information Technology Standardization Network. Identification Method of Each Part in Transport Package Test: GB/T 4857.1-2019[S]. Beijing: China Standards Publishing House, 2019: 1.
[17] KUANG X F, WANG Z W. Determination of Product Fragility and Environment Parameters Based on Mathematical Statistics in Cushioning Package Design[C]// International Conference on Remote Sensing, Environment and Transportation Engineering, IEEE, 2011: 8186-8189.
[18] 唐焱, 刘俊杰, 高吟. 某小型客车正面碰撞建模与仿真分析[J]. 机械设计与制造, 2015(6): 248-251.
TANG Y, LIU J J, GAO Y. Modeling and Simulation Analysis for one Minibus Frontal Crash[J]. Machinery Design & Manufacture, 2015(6): 248-251.
Design and Reliability Analysis of Circular Packaging for Monocrystalline Silicon Wafer
LI Zhiqianga,b, WANG Jiea, ZHAO Yiyia, WANG Zhea, LIU Dia
(a. College of Bioresources Chemical & Materials Engineering, b. National Experimental Teaching Demonstration Center for Light Chemistry Engineering, Shaanxi University of Science &Technology, Xi'an 710021, China)
The work aims to design a safe and economical circular packaging scheme for monocrystalline silicon wafer based on the six-step buffer packaging and 4R1D principle with M10 monocrystalline silicon wafer of a company as the research object. A 3D model was established by Creo software, and the stacking drop was simulated by ANSYS LS-DYNA. The packaging reliability was verified by the drop test results. The results showed that the maximum stress produced by the falling angle was 34.42 MPa, which was less than the allowable stress of the packing box of 40 MPa. The maximum response acceleration of the product was 38.71, which was less than the brittle value of the product of 50. The average error between experiment and simulation was 8.30%. Under the drop height of 450 mm, the overall breakage rate of the product was reduced by 8.02% by using this recycling packaging scheme. To sum up, the safety, convenience and economy of this recycling package are superior to the existing disposable packaging.
monocrystalline silicon wafer; cyclic packaging; drop simulation; reliability analysis
TB482.2
A
1001-3563(2024)05-0286-06
10.19554/j.cnki.1001-3563.2024.05.034
2023-08-28
教育部“蓝火计划”(惠州)产学研联合创新资金项目(CXZJHZ201806)
