GDX2000Y细支包装设备烟条成型进烟装置的开发与应用
2024-03-19马江桑丛余俊毅聂鑫李军吕小波张凌
马江,桑丛,余俊毅,聂鑫,李军,吕小波,张凌
GDX2000Y细支包装设备烟条成型进烟装置的开发与应用
马江,桑丛,余俊毅,聂鑫,李军*,吕小波,张凌
(红塔烟草(集团)有限责任公司玉溪卷烟厂,云南 玉溪 653100)
解决GDX2000Y细支包装设备在生产过程中存在的成型入口处发生烟包输送阻塞的问题。通过对GDX2000Y细支包装设备烟条成型部分进行分析及改造,设计并运用进烟装置,在原设备双联推杆推动“烟包叠”的基础上增加进烟装置,对剔除工位后的烟包进行整理及输送,减少了烟条成型过程中烟包相互挤压变形及排列不整齐现象。以细支“玉溪初心”为测试对象,GDX2000Y运行速度为50条/min,装置运用后稳定可靠,烟条成型工位阻塞次数由8.47次/d减少至0.87次/d,机组运行效率提升了9.31%,废品率降低了0.21%。装置投入使用后,解决了细支包装设备在高速生产过程中烟包阻塞的问题,保证了产品质量及设备运行稳定性,效率提升显著。
GDX2000Y;细支卷烟;进烟装置;烟条成型;效率
随着卷烟消费市场的不断变化,消费群体的不断升级,“细短中爆”等特色卷烟产品异军突起,其中细支卷烟产品的表现尤为抢眼。细支卷烟圆周低于传统卷烟,降低烟支圆周可以节约卷烟原辅材料,在生产过程中可以节约生产成本,且在行业降焦减害的背景下[1],细支卷烟销量逐年上升,成为行业发展的新增长点[2-4]。目前,针对细支卷烟的研究主要集中于柔性生产[5-6]、吸味加香[7-9]、制丝工艺[10-11]等方面,针对包装设备的研究主要集中于中低速包装设备的改造。黄小平等[12]为解决YB45细支烟包装机因小盒商标纸侧边粘贴不牢而导致运行速度低等问题,对烟包烘干装置进行了改进,解决了细支烟包侧面弹开的问题。王川等[13]为了解决GDX2细支包装机烟库少烟导致停机的问题,设计了无动力滚轮和其他纠偏措施,减少了烟库停机频次。彭一帆等[14]为了解决卷烟储存输送系统中细支烟横烟的问题,对烟支分流器进行设备优化,降低了卷烟储存输送系统中细支烟横烟频次。目前,针对中低速细支包装设备研究较多,但针对GDX2000Y等高速或超高速细支卷烟包装设备的研究未见报道。为此,本研究针对GDX2000Y细支包装设备生产过程中存在的烟包在成型入口处发生阻塞的问题展开研究,设计并应用了进烟装置,对剔除工位后的烟包进行整理及输送,减少了烟条成型过程中“烟包叠”相互挤压且保证了烟包输送定位准确,提高了设备运行稳定性及效率,降低了生产成本。
1 存在问题
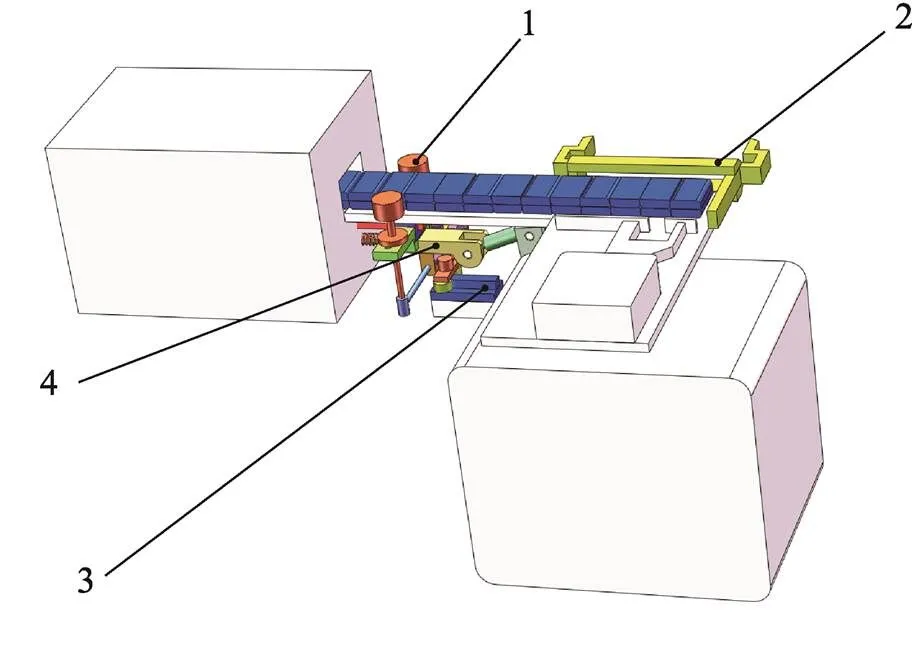
GDX2000Y细支包装设备由主机及辅机组成,辅机由小盒透明纸包装机、条盒包装机、条盒透明纸包装机组成。小盒透明纸包装机完成透明纸包装后,经八角盘旋转输送,由双联推杆将2包一组的“烟包叠”向前输送,双联推杆与烟条成型位置间共有18个工位,“烟包叠”通过接触面间相互作用力向前移动;美容器完成小盒透明纸整形;剔除杆在剔除工位将美容器内烫坏的烟包剔除;“烟包叠”在输送末端完成二五平包排列后,由条盒包装机的推条器将“烟包叠”推入条盒,同时预折器向前移动,完成条盒的预折叠,如图1所示。
细支卷烟相较于常规卷烟小盒厚度较小,且细支“玉溪初心”采用“前圆后方”设计,导致输送时“烟包叠”接触面远小于常规卷烟。烟包在输送过程中变形较大,且“烟包叠”在剔除工位被剔除后,会造成前后工位“烟包叠”排列不整齐,推条器推动“烟包叠”时输送定位不准,引起烟包输送阻塞,造成设备效率下降且存在质量风险。

1.八角盘;2.双联推杆;3.烟包叠;4.剔除杆;5.条盒; 6.预折器;7.推条器;8.剔除工位;9.美容器。
2 改进方法
针对GDX2000Y细支包装设备在高速生产过程中存在的烟包在成型入口处发生阻塞的问题。通过对烟条成型过程研究,在美容器及条盒包装机间增加进烟装置,对剔除工位后的“烟包叠”进行整理及输送,减少了烟条成型过程中烟包发生变形且保证了烟包输送定位准确,提升了烟包输送质量。
2.1 方案设计
进烟装置安装于剔除工位之后,对完成剔除后的“烟包叠”整理及输送,整套机构动力由条盒包装机预折器提供,在预折器下方安装平面凸轮,平面凸轮带动进烟装置运动。进烟装置通过夹紧“烟包叠”顶部及底部完成“烟包叠”输送,即进烟装置需要有2个动作。动作1为夹紧“烟包叠”,完成“烟包叠”整理;动作2为向前运动输送“烟包叠”,在“烟包叠”输送到位后,释放夹紧动作,然后沿“烟包叠”输送反方向运动,等待下一次输送循环。
2.2 结构组成
进烟装置安装于条盒包装机上,依靠夹紧机构完成烟包输送,因此系统设计时需要做到:进烟装置的夹紧、输送动作需要与双联推杆、推条器相互配合;利用剔除点至条盒包装机间的输送通道进行安装,不影响设备正常运行,设计机构紧凑;夹紧力度适中,既能保证“烟包叠”输送的动力需求,又保证烟包不发生损坏,杜绝质量缺陷和防止设备损坏[15]。结构组成见图2所示。
如图2所示,进烟装置由输送驱动机构、夹紧机构、夹紧驱动机构组成。预折器由设备传动箱驱动做往复运动,在预折器上安装有输送驱动机构,输送驱动机构通过凸轮、连杆等驱动夹紧机构做前后往复运动;夹紧机构前后往复运动的同时,由夹紧驱动机构驱动夹紧机构做夹紧及释放动作;预折器、输送驱动机构、夹紧机构、夹紧驱动机构联动。夹紧机构在向前运动的过程中,夹紧驱动机构驱动夹紧装置夹紧“烟包叠”向前输送,夹紧装置复位过程中,夹紧机构松开释放“烟包叠”。
1.夹紧机构;2.预折器;3.夹紧驱动机构;4.输送驱动机构。
2.2.1 夹紧机构设计
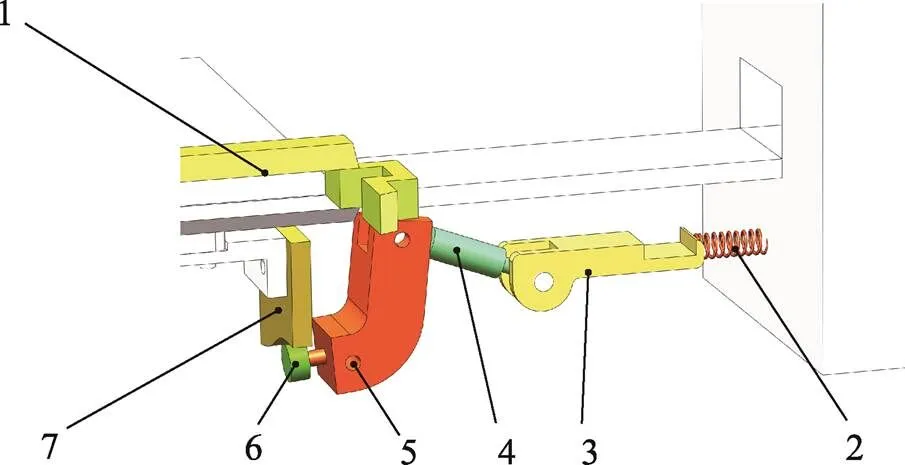
如图3所示,夹紧机构包括夹紧辊座1、夹紧轮2、夹紧辊3、导轨4、支撑盘5、滑动杆6、滑座7。夹紧辊座1安装于滑座7上,滑座7安装于导轨4上,夹紧辊座1可沿导轨4自由移动。夹紧辊座1上水平对称设置有腰型孔,两腰型孔位置连接有滑动杆6,滑动杆6可沿腰型孔自由移动;滑动杆6在中段位置设置用于对其进行支撑的支撑盘5。两夹紧辊3上通过单向轴承分别安装夹紧轮2;夹紧机构的夹紧轮2只能单向转动,在夹紧烟包向前运动时不会发生转动,反向运动时可以自由转动;夹紧轮2表面为橡胶材质,保证“烟包叠”输送的摩擦力,且避免损伤烟包。夹紧机构在输送驱动机构的驱动下实现前后往复运动,在夹紧驱动机构的驱动下实现夹紧和释放动作。
2.2.2 输送驱动机构
输送驱动机构包括预折器1、拉簧2、连接座3、拉杆4、转动臂5、滚子6、平面凸轮7,如图4所示。预折器1为设备原有结构,由传动装置驱动前后运动,平面凸轮7安装于预折器1下方。转动臂5呈L形拐角处通过转轴固定于设备箱体上,可沿转轴自由转动。转动臂5一端安装有滚子6,与平面凸轮7配合可控制转动臂5的转动;另一端通过拉杆4与连接座3相连,拉杆4可调整长度。连接座3后端安装有拉簧2,拉簧2保证滚子6与平面凸轮7的表面紧紧贴合。平面凸轮7的前后移动可带动转动臂5转动,转动臂5转动可驱动连接座3前后移动,使夹紧机构做前后往复运动。
1.预折器;2.拉簧;3.连接座;4.拉杆; 5.转动臂;6.滚子;7.平面凸轮。
2.2.3 夹紧驱动机构
夹紧驱动机构如图5所示,包括平面凸轮1、滚子座2、拉杆3、转轴4、右夹紧轮拉杆5、左夹紧轮拉杆6、转动盘7、连杆8、滚子9。转动盘7安装于转轴4上,可沿转轴4自由转动,转动盘7上下端分别安装右夹紧轮拉杆5、左夹紧轮拉杆6,分别与左右夹紧轮相连,转动盘7的转动将驱动左右夹紧轮对向移动。转动盘7通过连杆8、拉杆3与滚子座2相连。滚子座2上安装有2个滚子9,滚子9与平面凸轮1配合,平面凸轮1的凸轮曲线将驱动转动盘7转动。同时夹紧机构的前后移动将驱动转动盘7前后移动,使滚子9沿平面凸轮1的轨迹曲线移动,实现驱动夹紧轮夹紧及释放动作的功能。
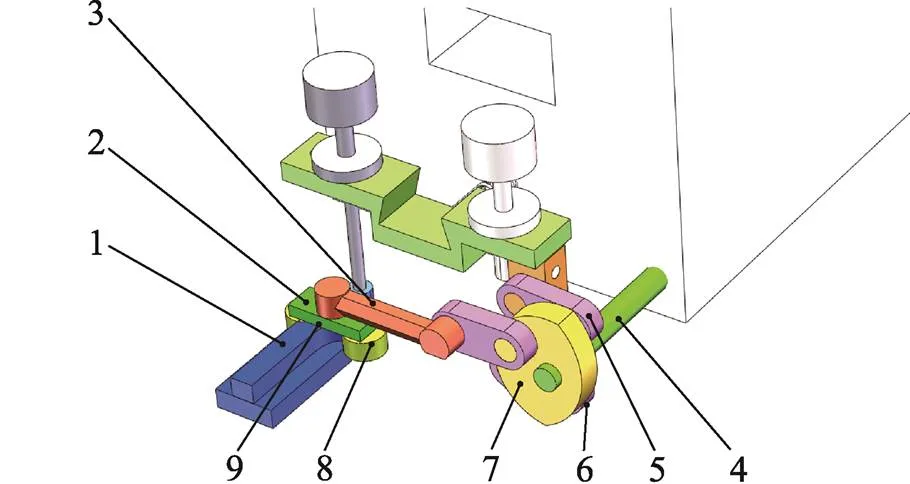
1.平面凸轮;2.滚子座;3.拉杆;4.转轴;5.右夹紧轮拉杆; 6.左夹紧轮拉杆;7.转动盘;8.连杆;9.滚子。
2.2.4 运动曲线分析
根据设计方案,进烟装置有2个动作,分别为夹紧动作和输送动作。为满足烟包输送的需求,夹紧动作和输送动作运动距离将会影响进烟装置实际效果。设计输送距离需大于15 mm,夹紧机构单侧轮运动距离为5 mm,因此对输送驱动机构、夹紧驱动机构的运动曲线展开研究。输送动作由输送驱动机构驱动,机构运动简图如图6所示,该机构可简化为曲柄滑块机构进行分析[16-17]。图6中为转动臂竖直边长度,即为曲柄长度;为转动臂平边长度;为拉杆长度,可通过螺纹调整长度;为拉杆与水平面的夹角;为曲柄与水平方向的夹角;为平面凸轮的升程,则滑块行程见式(1)。

当曲柄与水平方向夹角确定时,拉杆与水平方向的夹角见式(2)。
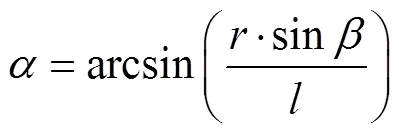
曲柄转动角度用表示,则有:
设计平面凸轮的升程为15 mm,起始位置曲柄与水平方向夹角为90°,转动臂水平边长度为20 mm,转动臂竖直边长度为40 mm,拉杆长度调整为80 mm,根据式(3)计算得曲柄转动角度为36.87°。根据式(1)、式(2)可计算起始位置滑块行程为50.72 mm。当平面凸轮移动,带动曲柄转动36.87°时,滑块行程为70.68 mm。滑块实际移动距离为两行程相减,为19.96 mm,即整个夹紧机构向前移动距离为19.96 mm,满足设计需求,且实际安装时可通过调整拉杆长度来调整滑块实际移动距离。
1.平面凸轮;2.拉簧;3.连接座;4.拉杆;5.转动臂。
图6 输送驱动机构简图
Fig.6 Schematic diagram of conveying drive mechanism
平面凸轮安装于预折器上,预折器运动距离为25 mm,即平面凸轮的有效工作行程为25 mm,平面凸轮升程为15 mm,设计平面凸轮轨迹如图7a所示。初始设计为等速运动规律,在运动起点和终点速度有突变,加速度趋近于无限大,产生较大刚性冲击。为避免刚性冲击,提升零件使用寿命,降低运行噪声,采用余弦加速度运动规律[18]对凸轮轨迹进行优化,则运动方程式为:
式中:s为从动件位移,mm;h为升程,mm;φ为角位移,(°),φ∈[0,φ0];φ0为推程角,(°)。升程段,φ∈[0,240°],h=15 mm,φ0=240°,其余角度为停程,优化后的凸轮轨迹如图7b所示。
夹紧动作由夹紧驱动机构驱动,机构运动简图如图8所示,同样可简化为曲柄滑块机构。参照输送驱动机构进行设计计算,夹紧机构单侧夹紧轮运动距离为5 mm,在夹紧机构向前运动的过程中前1/12行程内夹紧驱动机构不动作,1/6行程内夹紧驱动机构夹紧“烟包叠”,后3/4的行程内输送“烟包叠”,夹紧驱动机构平面凸轮轨迹如图9所示。

1.夹紧轮 2.连杆 3.平面凸轮 4.转动盘。

图9 夹紧驱动机构平面凸轮轨迹
利用SolidWorks软件(法国达索系统公司)建立装置3D模型,利用运动仿真功能开展仿真试验。结果表明,夹紧机构、夹紧驱动机构、输送驱动机构运动顺畅,配合良好。应用后,进烟装置单次工作流程如图10所示。当烟条成型处烟包达到10包时,推条器推动“烟包叠”,同时预折器带动平面凸轮向前运动,平面凸轮带动转动臂转动,夹紧驱动机构动作,使夹紧机构夹紧“烟包叠”向前输送。“烟包叠”输送到位后,预折器复位,进烟装置复位,单次进烟动作完成。
3 效果验证
3.1 实验设计
主要材料:细支“玉溪初心”牌卷烟,玉溪卷烟厂提供。
主要设备:GDX2000Y细支包装设备,意大利GD公司提供。
测试设备运行效果和废品率。方法:按设备50条/min的生产速度计算,单班理论生产时间按5.5 h计算(减去班前保养及班中保养时间0.5 h),单周以5 d计算,连续统计3周的实际产量、生产时间、设备运行效率(机组效率=实际产量/额定生产速度下的理论产量×100%)、烟条成型位置发生阻塞次数、平均每天阻塞次数、不合格品率,并与应用前数据进行对比。
3.2 数据分析
由表1可见,GDX2000Y细支包装设备应用进烟装置后,机组运行效率由78.42%提升至87.73%,增幅为9.31%;烟条成型工位阻塞次数由8.47次/d减少至0.87次/d,降幅达89.73%;不合格品率从0.53%降低至0.32%,降低了0.21%。说明进烟装置的使用有效提高了细支机组运行的稳定性,同时减少了卷烟生产消耗,提高了产品质量。
表1 改造前后主要数据比较

Tab.1 Comparison of main data before and after modification
4 结语
针对GDX2000Y细支包装设备在烟条成型时易发生阻塞、设备效率下降及质量隐患的问题,通过分析烟条成型原理,设计并运用了进烟输送装置,对“烟包叠”进行整理及输送,提高了设备效率并保证了产品质量。结果表明,以细支“玉溪初心”为测试对象,装置运用后稳定可靠,运行效率由78.42%提升至87.73%,烟条成型工位阻塞次数由8.47次/d减少至0.87次/d,不合格品率从0.53%降低至0.32%,运用效果良好。
[1] 王金棒, 洪广峰, 高健, 等. 细支卷烟研究综述[J]. 中国烟草学报, 2018, 24(5): 91-101.
WANG J B, HONG G F, GAO J, et al. Brief Review of Research on Slim Cigarettes[J]. Acta Tabacaria Sinica, 2018, 24(5): 91-101.
[2] 程生博, 余翔, 岳华峰, 等. 国内细支卷烟研发成果与展望[J]. 现代农业技, 2021(9): 238-241.
CHENG S B, YU X, YUE H F, et al Research and Development Achievements and Prospects of Domestic Fine Count Cigarettes[J]. Modern Agricultural Technology, 2021(9): 238-241.
[3] 陈艳梅. 基于烟厂滤棒库一轨双车物流系统效率提升的研究应用[J]. 自动化应用, 2021(3): 36-38.
CHEN Y M. Research and Application of Efficiency Improvement of One-Track Two-Vehicle Logistics System Based on Filter Rod Warehouse in Cigarette Factory[J]. Automation Application, 2021(3): 36-38.
[4] 任汝周, 夏远昇, 刘雅. 鲁产细支卷烟发展现状及思路探讨[J]. 现代商贸工业, 2020, 32(18): 42-44.
REN R Z, XIA Y S, LIU Y. Discussion on the Development Status and Thinking of Fine Cigarettes Produced in Shandong Province[J]. Modern Business Trade Industry, 2020, 32(18): 42-44.
[5] 王震, 李青, 张玉海, 等. 细支卷烟烟丝结构柔性调控设备的设计[J]. 烟草科技, 2020, 53(10): 103-107.
WANG Z, LI Q, ZHANG Y H, et al. Design of Equipment for Flexible Controlling Cut Tobacco Structure of Slim Cigarette[J]. Tobacco Science & Technology, 2020, 53(10): 103-107.
[6] 王震, 游敏, 李青, 等. 柔性断丝技术在细支卷烟生产中的应用[J]. 烟草科技, 2021, 54(10): 63-69.
WANG Z, YOU M, LI Q, et al. Application of Flexible Cutting Technology to Slim Cigarette Manufacturing[J]. Tobacco Science & Technology, 2021, 54(10): 63-69.
[7] 吴秉宇, 费婷, 罗辰, 等. 细支卷烟不同加香方式香味成分的转移行为[J]. 烟草科技, 2021, 54(1): 24-31.
WU B Y, FEI T, LUO C, et al. Smoke Transfer of Aroma Components in Slim Cigarettes Flavored by Different Methods[J]. Tobacco Science & Technology, 2021, 54(1): 24-31.
[8] 高明奇, 田海英, 李耀, 等. 滤嘴设计参数对细支卷烟吸阻的影响[J]. 烟草科技, 2019, 52(1): 85-90.
GAO M Q, TIAN H Y, LI Y, et al., The influence of filter design parameters on the suction resistance of thin cigarettes [J] Tobacco Technology, 2019, 52 (1): 85-90.
[9] 毕艳玖, 吴圣超, 吴秉宇, 等. 不同加香方式细支卷烟香味成分在烟气中的逐口释放[J]. 烟草科技, 2022, 55(9): 65-72.
BI Y J, WU S C, WU B Y, et al. Puff-by-Puff Releases of Aroma Components from Slim Cigarettes Flavored by Different Methods[J]. Tobacco Science & Technology, 2022, 55(9): 65-72.
[10] 张大波, 孔臻, 吴硕, 等. 国内细支卷烟加工工艺现状[J]. 烟草科技, 2018, 51(1): 79-84.
ZHANG D B, KONG Z, WU S, et al. Current Situation of Slim Cigarette Manufacturing Technology in China[J]. Tobacco Science & Technology, 2018, 51(1): 79-84.
[11] 唐军, 何邦华, 温亚东, 等. 国内细支卷烟加工工艺与加工装备研究进展[J]. 轻工学报, 2020, 35(6): 41-49.
TANG J, HE B H, WEN Y D, et al. Research Progress of Processing Technology and Processing Equipment of Slim Cigarette in China[J]. Journal of Light Industry, 2020, 35(6): 41-49.
[12] 黄小平, 严斌, 马存国, 等. YB45细支烟包装机烟包烘干装置的改进[J]. 烟草科技, 2022, 55(10): 108-112.
HUANG X P, YAN B, MA C G, et al. Modification of Cigarette Packet Sideseam Glue Line Heating Device in YB45 Slim Cigarette Packer[J]. Tobacco Science & Technology, 2022, 55(10): 108-112.
[13] 王川, 佘家江, 彭雪涛. 降低GDX2细支包装机烟库少烟停机频次的研究[J]. 机械设计与制造工程, 2017, 46(7): 112-115.
WANG C, SHE J J, PENG X T. Study on Educing Less-Cigarette-Downtimefrequency of GDX2 Thin- Cigarette Packing Machine[J]. Machine Design and Manufacturing Engineering, 2017, 46(7): 112-115.
[14] 彭一帆, 程生博, 高晋停, 等. 降低卷烟储存输送系统中细支烟横烟频次的研究[J]. 装备制造技术, 2021(12): 90-93.
PENG Y F, CHENG S B, GAO J T, et al. Study on Reducing Cross Smoke Frequency of Thin Cigarette in Cigarette Storage and Transportation System[J]. Equipment Manufacturing Technology, 2021(12): 90-93.
[15] 赵长财, 刘国栋. YB65A硬条包装机烟条缺包检测装置的研发[J]. 电脑知识与技术, 2021, 17(31): 141-142.
ZHAO C C, LIU G D. Research and Development of Detection Device for Cigarette Missing Package of YB65A Rigid Packaging Machine[J]. Computer Knowledge and Technology, 2021, 17(31): 141-142.
[16] 王东宝, 张静, 吴娟, 等. 含四杆机构单元的重载转运机器人构型综合[J]. 机械设计与制造, 2023, 384(2): 299-304.
WANG D B, ZHANG J, WU J, et al. Configuration Synthesis of Heavy-Duty Transfer Robot with Four-Bar Mechanism Unit[J]. Machinery Design & Manufacture, 2023, 384(2): 299-304.
[17] 刘学良. 四杆机构深度解析[J]. 煤矿机械, 2016, 37(4): 84-87.
LIU X L. Analyze Four-Link Mechanism Deeply[J]. Coal Mine Machinery, 2016, 37(4): 84-87.
[18] 李宗成. 平面凸轮的CAD/CAM系统设计及研究[D]. 青岛: 青岛科技大学, 2019.
LI Z C. Design and Research of CAD/CAM System for Plane Cam[D]. Qingdao: Qingdao University of Science & Technology, 2019.
Development and Application of GDX2000Y Thin Packaging Equipment for Forming Tobacco Strips into Cigarette Devices
MA Jiang, SANG Cong, YU Junyi, NIE Xin, LI Jun*, LYU Xiaobo, ZHANG Ling
(Yuxi Cigarette Factory of Hongta Tobacco (Group) Co., Ltd., Yunnan Yuxi 653100, China)
The work aims to solve the problem of cigarette package transportation blockage at the forming inlet of the GDX2000Y thin packaging equipment during production. By analyzing and renovating the forming part of the GDX2000Y thin packaging equipment, designing and applying a cigarette feeding device, a cigarette feeding device was added on the basis of the original equipment's dual push rod to push the "cigarette pack stack". The cigarette packs removed from the workstation were sorted and transported, reducing the phenomenon of mutual compression deformation and irregular arrangement of cigarette packs during the forming of cigarette bars. Taking the thin "Yuxi Chuxin" as the test object, GDX2000Y ran at a speed of 50 bars/min, and the device was stable and reliable after use. The number of blocked tobacco bar forming stations was reduced from 8.47 times/d to 0.87 times/d. The operating efficiency of the unit was improved by 9.31%, and the scrap rate was reduced by 0.21%. After the device is put into use, it solves the problem of cigarette packet blockage in the high-speed production of the thin packaging equipment, ensures the product quality and equipment operation stability, and improves the efficiency significantly.
GDX2000Y; thin cigarette; cigarette feeding device; forming of cigarette bars; efficiency
TB486
A
1001-3563(2024)05-0157-07
10.19554/j.cnki.1001-3563.2024.05.019
2023-08-01
红塔集团科技类重点项目(KY-600122001)
