基于OPC UA的纤维缠绕机信息模型开发和应用
2024-03-14田会方李勇清吴迎峰
田会方,李勇清,吴迎峰
(武汉理工大学机电工程学院,湖北武汉 430070)
0 前言
纤维复合材料具有耐高温、比强度高、质地轻、化学性能稳定等高性能,是我国的重大战略实施方向[1]。复合材料的各种加工方法在不断地更新换代中,其中纤维缠绕工艺是生产压力气瓶未来的应用方向之一[2],优良的工艺是保证制品质量的关键,因此文中针对缠绕机的信息模型系统进行研究。
文中的研究对象是纤维缠绕机,当前的纤维缠绕加工设备中存在各式各样的辅助设备,因为不同生产厂家间设备的通信协议及其接口的差异性[3],使得对现有设备进行实时数据访问和采集具有很大的困难。因此OPC基金会提出了OPC UA[4],它是一种全新的、通用的工业通信协议标准,目的在于解决各类设备通信协议数据的异构性问题,使用统一的架构进行通信,管理层和底层设备采用服务器/客户端的交互机制,实现设备间的互联互通,为实时监测生产加工系统提供可能[5-8]。
本文作者针对缠绕机建立信息模型和开发OPC UA服务器和客户端,分析缠绕机的各个底层物理设备的组成架构、功能和每个设备之间的关系后,建立符合OPC UA标准和数控机床国家标准的缠绕机信息模型,并对设备的信息模型的各类组成元素和结构进行映射分析,使系统内的所有的物理设备的信息流均采用统一的规范和相同的语义对系统进行实例化,描述成可以供UA服务器读取的信息模型,实现整个系统内各种设备的信息数据的互联互通[9]。最后,基于开源项目open62541,根据相关规则开发对应的服务器[10],将服务器连接客户端后,实现客户端访问服务器数据的功能以及实时监控缠绕机加工过程的目的[11]。
1 纤维缠绕机介绍
由图1可知,缠绕机分为数控系统和辅助设备2个部分,其中数控系统分为3个部分,分别是控制器、伺服控制系统和I/O控制单元[12]。

图1 缠绕机控制系统架构
工控机作为上位机,它是缠绕机的人机交互平台,用户可通过UI界面实现缠绕机的指令操作、运行程序的查看、加工数据的监控等功能。运动控制卡作为控制器,它是缠绕机伺服系统的运动控制单元,通过接收工控机的控制指令/信号实现对伺服控制系统的运动控制。伺服控制系统是4套伺服驱动器和交流伺服电机组成的执行机构,电机按照一定的运动规律进行缠绕,主轴电机负责制品绕轴线做圆周运动,小车电机负责沿制品轴线做直线往返运动,伸臂电机负责沿制品径向做前进和后退直线运动,丝嘴电机负责将纤维束做翻转运动。I/O控制单元由用户手动操作进行控制模式、缠绕启动/停止、主轴正反转等控制。
辅助设备主要由胶槽加热系统和张力控制系统组成。胶槽加热系统由胶槽、热电偶和温度控制仪组成,其作用是控制胶液的温度便于胶液均匀稳定地粘附在纤维束上,以保证缠绕制品耐压能力的均衡性。张力控制系统主要由伺服电机、纤维收放辊、压力传感器、运动控制器等组成,其作用是合理地控制纤维束的表面张力,避免过大或过小的张力影响制品质量[13]。
2 缠绕系统信息模型建立
2.1 信息模型元素和架构
OPC UA的信息模型是OPC UA的两大核心功能之一,其定义了OPC UA的模型建立规则、模型架构的组件原则、地址空间信息等基本概念,它是对缠绕机组成构架、功能和子模块之间抽象化描述的关键。因此在对系统进行信息模型建立时,应当注意以下几个要点[14-15]:
(1)可灵活扩展。由于不同加工车间之间的底层物理设备种类和生产的规模大小存在差异,因此建立的信息模型架构应该灵活简便,便于后续开发人员灵活扩展和升级。
(2)完整性。建立的信息模型架构应该尽可能完整地将实际车间各个设备的功能和属性以及各设备之间的关系反映出来,完整的信息模型可以使客户端获取更多的缠绕机加工信息数据。
(3)子系统的关联性。考虑到实际加工车间的数据和信息的复杂性,在建立车间的信息模型系统之前应该细分其子系统,将子系统模型之间的关系罗列好,再进一步建立好系统整体的信息模型。
2.2 缠绕机信息模型
OPC UA信息建模的思想是面向对象[16],OPC基金会虽然公布了OPC UA规范标准,但是对于具体的行业和设备却没有提出一个统一的建模标准。因此,在建立实际设备的信息模型时,除了需要遵守OPC UA规范外,还需要参考相应的行业标准以及国家标准,同时学习现有的建模思想,建立符合标准规范和具有实际应用意义的缠绕机信息模型。
缠绕机主要有数控系统、胶槽加热系统和张力控制系统3个子系统,图2所示缠绕机的信息模型功能组件集分为三部分。数控系统的静态属性集有缠绕程序信息、伺服系统电机的属性数据、机床的机械系统各个参数属性等;过程属性集包含机床运行状态的信息、各电机轴的运行状态和运行参数、机床的故障诊断信息;资源组件集包含芯模的尺寸参数材料等信息、装夹方式和夹紧装置的信息。胶槽加热系统的静态属性集有胶液的种类和配比等信息、胶槽的机械结构信息、温控仪的实际温度和设定温度等信息;过程属性集有温控仪的运行状态、胶液的浓稠度和含量等。张力系统的静态属性集有张力参数、电机系统、压力传感器参数等;过程属性集有电机运行状态、纤维张力状态、传感器状态等信息。
(1)伺服系统的信息模型
数控系统主要由4套伺服驱动器及其电机和运动控制卡组成,4套伺服电机构成了缠绕机的4个自由度。将伺服驱动系统抽象为伺服系统类型的对象类型,主要包含了4个驱动对象、当前位置对象、系统状态对象、全局控制对象、设备故障事件对象类型等,伺服系统的信息模型如图3所示。
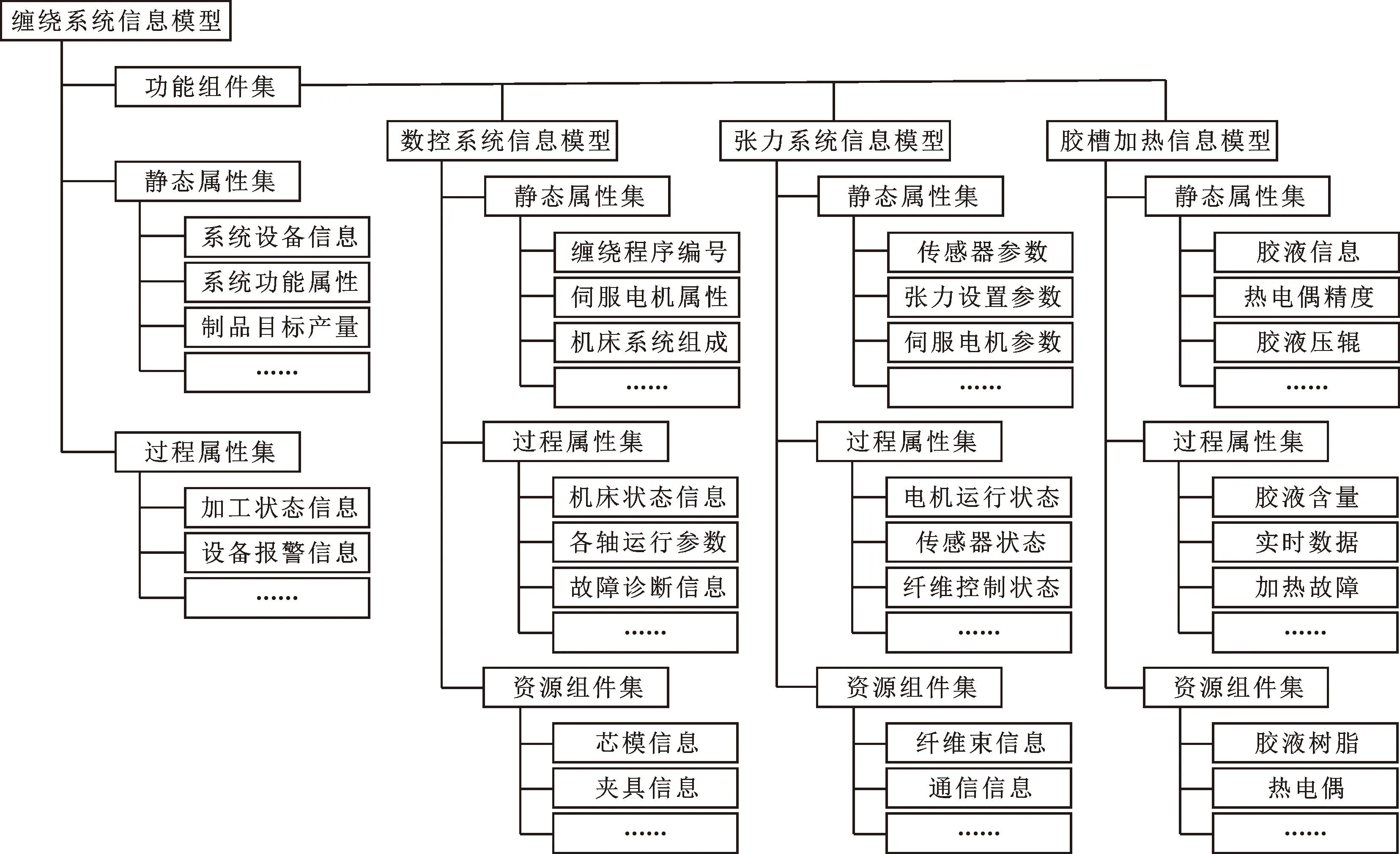
图 2 缠绕机信息模型结构层次

图3 伺服驱动系统信息模型
驱动对象具有轴驱动自定义对象类型,轴驱动类型包含位置、绝对位置、误差、相对位置、速度、JOG速度和加速度等变量以及正反转、回原点等方法。当前位置对象含有自定义位置类型,包含主轴C轴角度、小车Z轴位移、伸臂X轴位移和丝嘴A轴角度等位置变量。全局控制对象主要作用是实现运动控制卡对伺服驱动的控制功能,包含连接/断开运动卡、伺服上电/断电、复位、清零和回原点等方法。
(2)传感器设备类型
缠绕机的传感器有监测胶液温度的温度传感器、纤维张力的压力传感器、数控系统位移限制的接近开关传感器等。这些传感器种类只需要进行数据的读取操作,不需要具备控制功能,因此可以归纳为同一对象节点类型,图4所示为传感器信息模型的类型化,传感器继承于传感器类型(SensorType),传感器类型又继承于传感器设备类型。

图4 传感器类型实例化
根据传感器的种类建立传感器的变量节点,主要有传感器编号、传感器名称、传感器种类、采集位置、采集间隔时间、采集数据的时间、采集数据值、设定值、单位、运行状态等,由表1可查看传感器各节点的定义。
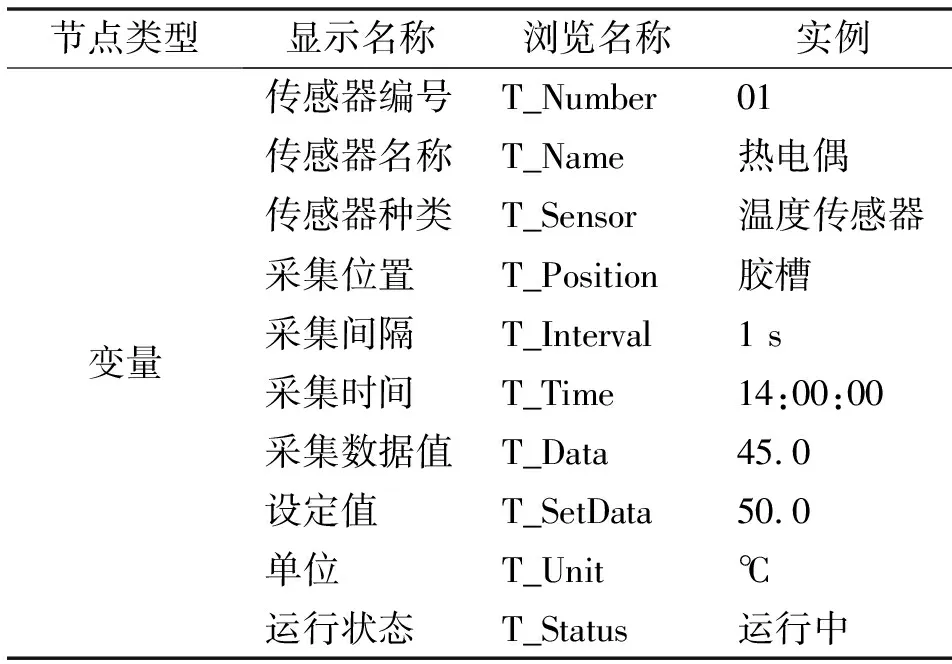
表1 传感器节点定义
(3)电机设备类型
缠绕机的数控电机主要是4套交流伺服驱动电机,由图1所示的纤维缠绕机控制系统架构可知:其分别是主轴电机、小车电机、伸臂电机、丝嘴电机,这4套电机均属于同一种类,因此归为电机类型(MotorType)这一对象节点类型。此外,还有张力控制系统中的伺服电机用于控制纤维张力。图5所示为电机的信息模型的类型实例。
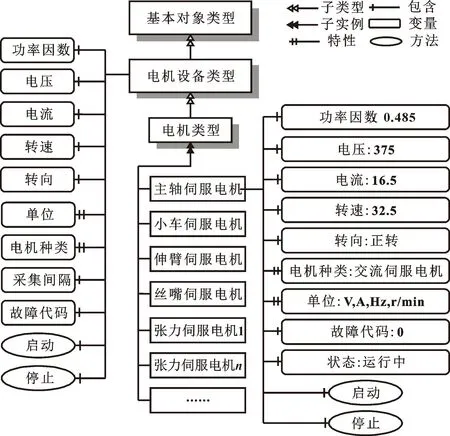
图5 电机类型实例
根据电机的功能属性建立电机的变量节点,主要有电机编号、电机名称、电机种类、采集位置、采集间隔、采集时间、采集数据值、单位、故障代码;由于还需要控制电机,因此需要建立方法节点,方法变量种类有电机转向、控制方法、启停控制。由表2可查看电机各节点的定义描述。

表2 电机节点定义
2.3 信息模型的建立流程
(1)根据缠绕车间各个设备的使用功能和相关的行业标准,分析缠绕机的各个设备类型、设备属性和设备之间的关系;
(2)根据OPC UA相关规范定义和基本的建模准则,建立底层设备的类型模型;
(3)绘制缠绕机各个设备的信息模型实例化图;
(4)使用opcua-modeler信息模型建模工具建立缠绕机的信息模型,图6所示为缠绕机系统信息模型软件截图;

图6 缠绕机opcua-modeler信息模型
(5)将系统的模型完整地实例化,保存并导出为XML文档。
3 监控平台的开发
3.1 基于OPC UA SDK的服务器开发和实现
OPC UA通信交互方式采用C/S服务架构,服务器向下获取底层加工系统的信息数据,向上用于响应客户端服务请求并提供相应的功能和控制方法;客户端通过向服务器发送命令请求来完成用户所需的服务请求[17]。
UA服务器基于开源项目open62541进行开发。open62541是基于C(C99)的开源免费的OPC UA项目,被广大学习者学习和使用。文中基于此方法开发符合规范的UA服务器,以下是UA服务器开发的步骤:
(1)在GitHub网站上搜索下载open62541源码压缩包后进行环境配置和编译;
(2)open62541的子模块ua-nodeset可以生成用户自定义的namespace,可以将opcua-modeler生成的缠绕机XML文档转换成C源代码;
(3)实例化自定义的缠绕机信息模型,将信息模型源代码导入到OPC UA Server地址空间中;
(4)将实际缠绕机的各类加工数据和工艺数据等和各个信息模型节点进行映射,导出并保存到文档中;
(5)使用客户端连接服务器后,客户端通过服务器查询各个节点变量的数据变化,从而实现对生产加工过程的数据监视。
3.2 监控平台实例分析与验证
为验证开发的缠绕机UA服务器的可行性,配置好服务器IP地址、初始化等信息,启动UA服务器和客户端,客户端根据服务器的IP地址连接服务器。
客户端可以查看服务器的地址空间的节点信息,图7所示UI界面左侧可查看缠绕机的模型架构,主要由伺服驱动系统、I/O状态控制、压力传感器和热电偶等物理设备组成。同时将需要监视的加工变量数据如小车位移、运动卡的连接状态、胶槽热电偶温度等移至图7右上侧进行查看。程序界面如图7右下侧所示,可监测系统主轴角度、小车位移、伸臂位移、丝嘴翻转角度等关键数据对象以及查看加工芯模的直径、长度、两端极孔直径、两端封头的长短轴比等加工工艺参数。

图7 客户端浏览查看界面
切换到图8所示的程序管理页面,主要作用是显示和管理系统的加工缠绕程序以及对当前程序的查看和处理,其中包括客户端与服务器之间将所需加工的程序传输和增删等编辑功能。
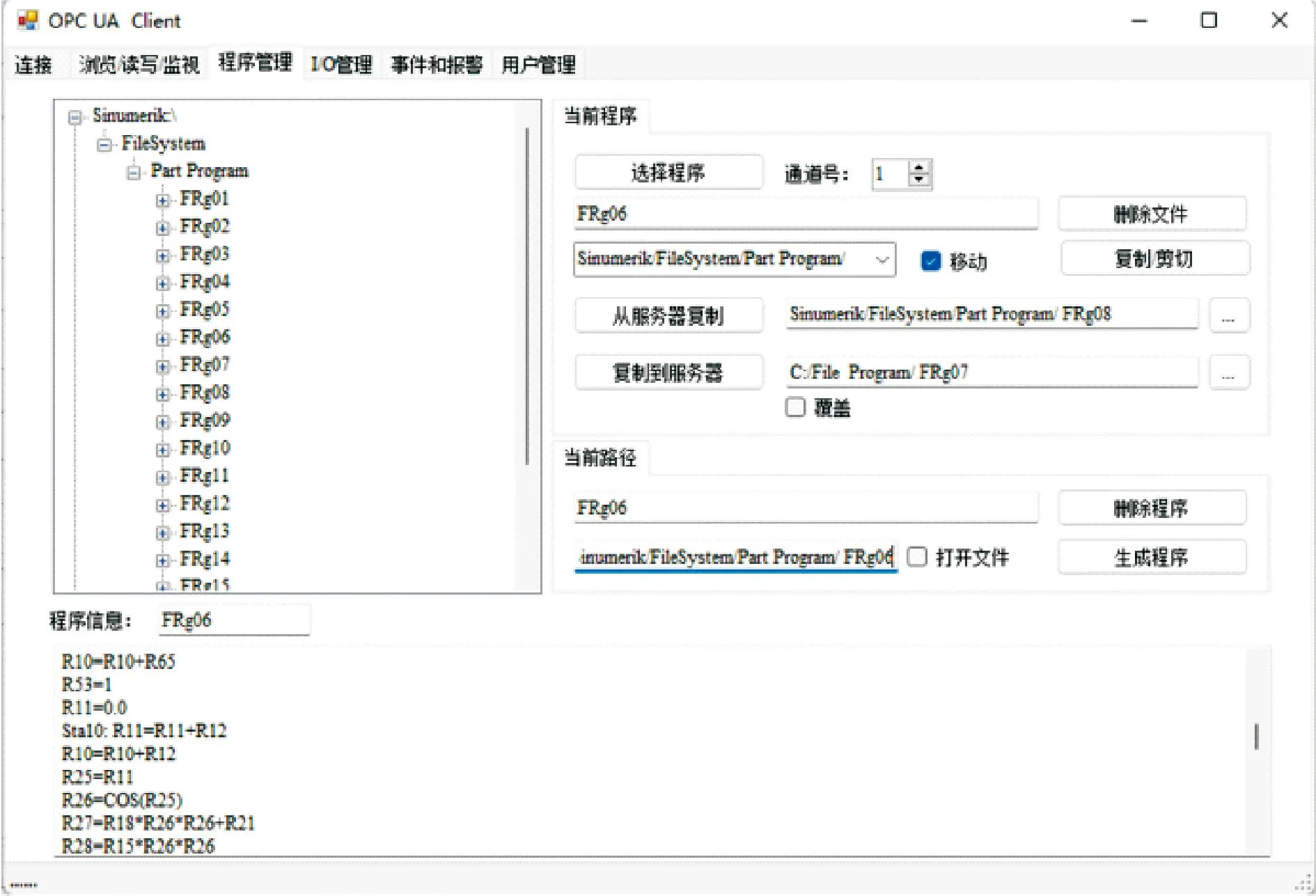
图8 程序管理页面
4 结论
文中基于OPC UA技术,以纤维缠绕机及其辅助设备为研究对象,主要对缠绕机的伺服驱动系统和各类传感器和电机进行信息模型的建立。以开源项目open62541为基础,开发出符合UA规范标准和数控机床标准的服务器,通过使用OPC UA客户端连接服务器来获取机床的各类加工数据。
实验证明了建立的信息模型、开发的服务器和客户端具有可行性,同时可根据实际生产需求进一步对系统的信息模型进行扩展来获取更多的加工数据。
