镍钛合金表面微纳结构构建及其疏水性能研究
2024-03-14倪家伟曹自洋潘杰许威
倪家伟,曹自洋,2,潘杰,许威
(1.苏州科技大学机械工程学院,江苏苏州 215009;2.苏州市高效与精密加工技术重点实验室,江苏苏州 215009)
0 前言
镍钛合金作为一种具有超弹性、耐蚀性、形状记忆性和生物相容性等特殊性能的金属材料[1-2],可以在外力或温度的诱导下发生马氏体相变,恢复一定的形变量[3-4],因此,受到科研人员的重视,现已广泛应用于航空航天、生物医学、机器人和微电子等领域[5-6]。特别是在生物医疗方面,由于人体内的环境复杂,镍钛合金植入体不可避免地会出现腐蚀现象[7-8];同时,它本身没有抗菌性,易受到细菌感染与粘附[9]。所以作为生物植入体,镍钛合金必须具有良好的耐蚀性和生物相容性,而这些性能与材料表面的疏水性密切相关[10]。水接触角(Water Contact Angle,WCA)等于或大于90°的疏水表面具有独特的自洁性、耐腐蚀性[11]、低黏附性和微流体输送[12]等特点,通过表面改性技术可以使得植入体在耐蚀性和生物相容性方面获得巨大提升。
目前,表面微观结构制备技术在改变材料表面性能方面发挥了重要作用。LI等[13]基于纳秒激光在钛合金表面制备了超疏水的减反射微结构。冯超超等[14]采用磁力搅拌电火花加工技术,在镍钛合金表面形成凝固鼓包-凹坑-气孔-颗粒复合形貌的疏水表面。WU等[15]通过化学蚀刻、阳极氧化和化学改性在铝合金表面制备了具有超疏水性能的新型二元防腐结构。余剑武等[16]使用微铣削制造PMMA沟槽、方柱、圆形和椭圆形结构获得了疏水表面。然而,这些表面微观结构加工技术都存在一定的局限性和缺点。例如,激光加工时会产生热影响区和微裂纹[17];对于电火花加工,来自电极和溶解介质的氧化物和污染物可能会对工件造成影响[18];化学改性形成的表面形貌不可控[19],很难准确表达微结构与润湿性之间的变化规律。同时,随着对微铣削加工的深入研究,它凭借高精度、高效率、低成本等诸多优势在机械制造中得到广泛应用[20],通过微铣削加工过程的可控性可以研究微结构参数对镍钛合金表面润湿性的影响。
本文作者采用微铣削加工技术在镍钛合金表面制备出不同尺寸参数的单向沟槽阵列结构。针对此结构特性,通过相对自由能和润湿方程从平行沟槽方向和垂直沟槽方向进行理论分析,建立三维热力学模型。利用VHX-5000超景深三维显微镜对镍钛合金表面结构尺寸进行测量。最后,从平行沟槽方向和垂直沟槽方向测得镍钛合金表面实际接触角,并与理论值进行比较,以实现镍钛合金表面疏水改性。
1 基于沟槽结构疏水表面的三维热力学分析
1.1 表面润湿性基本理论
YOUNG[21]认为液滴在光滑理想的固体表面处于固、液、气三相平衡状态,气-液与固-液界面切线形成的角度θY为本征接触角,得平衡方程:
γlvcosθY=γsv-γsl
(1)
式中:γlv、γsv和γsl分别为气液、固气、固液之间的界面张力,其接触角示意如图1所示。

图1 液滴在光滑理想固体表面平衡态示意
事实上,固体表面都有一定的粗糙度,光滑理想的表面并不存在。针对液滴受固体表面粗糙度的影响,Wenzel方程[22]和Cassie-Baxter方程[23]分别被提出。Wenzel理论表明润湿状态下液滴与整个粗糙表面微结构充分接触,导致固-液界面面积增加;而Cassie-Baxter理论认为液滴无法完全浸润粗糙表面微结构,液体与固体中间存有空隙,形成空气垫,如图2所示。
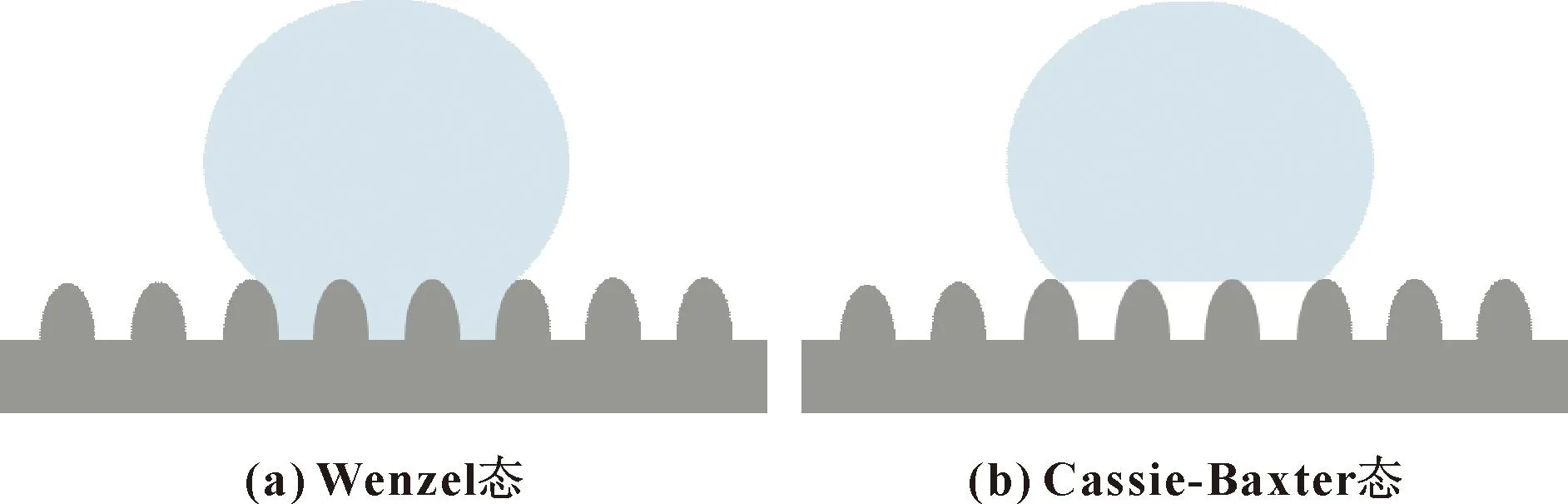
图2 粗糙表面液滴浸润模型示意
当液滴在固体材料表面受到界面张力作用至其达到稳定平衡状态时,总会寻找能量最低的状态。于是,液滴与固体、空气之间的接触面积会产生改变,方程表达[24]为
ΔG=G1-G2=γlv(Slv·2-Slv·1)+γsl(Ssl·2-
Ssl·1)+γsv(Ssv·2-Ssv·1)
(2)
式中:Slv、Ssv和Ssl分别为气液、固气、固液之间的界面面积。几何上存在固体-液体界面面积与固体-气体界面面积之和是一个常数,为固体材料的表面面积。因此,液滴在固体材料表面达到平衡的过程中,可获得如下公式:
Ssl·2-Ssl·1=Ssv·1-Ssv·2
(3)
因此,将式(1)(3)代入式(2)得相对自由能为
Grel=Slv-SslcosθY
(4)
当相对自由能处于最小时,液滴在固体表面最稳定。
1.2 沟槽结构疏水表面三维热力学模型与分析
根据微铣削加工特点,在镍钛合金表面构建单向沟槽阵列结构,如图3所示。其中m为沟槽结构槽宽,n为沟槽结构柱宽,h为沟槽结构深度。以三维热力学为基础,液滴在沟槽结构表面三相接触界面稳定时,体积不变,相对自由能最小,可存在Wenzel和Cassie-Baxter 2种状态。

图3 沟槽阵列结构示意
当液滴在沟槽表面处在Wenzel态时,槽内无空气,液滴与槽壁、槽地面完全接触,如图4(a)所示。查阅文献[25]可推导出气-液、固-液之间的接触面积为
(5)
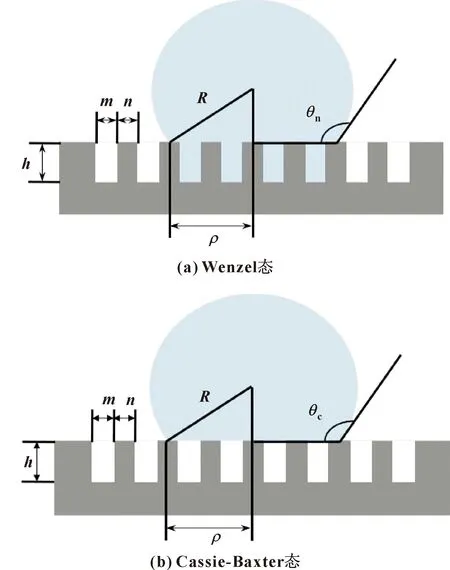
图4 单向沟槽阵列结构下液滴浸润示意
(6)
根据相对自由能等式dGrel=0,固体材料表面本征接触角、Wenzel态接触角和沟槽阵列结构尺寸参数之间的关系表达式为
(7)
而当液滴在沟槽表面处于Cassie-Baxter态时,槽内存在空气垫,如图4(b)所示,推导出的气-液、固-液之间的接触面积也与Wenzel态时不同,表达式为
(8)
(9)
同样地,根据相对自由能等式dGrel=0,Cassie-Baxter态接触角和沟槽阵列结构尺寸参数关系为
(10)
式(7)(10)揭示了液滴在单向沟槽阵列结构表面不同状态下尺寸参数与接触角的关系。通过分析上述不同状态的接触角公式可得出沟槽深度h只对Wenzel状态下的接触角有影响,而对Cassie-Baxter态时的接触角没有影响。当微柱宽度n为160 μm和沟槽深度h为60 μm时,Wenzel态与Cassie-Baxter态接触角随着沟槽宽度的增大而增大,其中Wenzel态接触角增大得更为缓慢。而当沟槽宽度m为250 μm及深度h为60 μm时,Cassie-Baxter态接触角随着微柱宽度增大而减小,Wenzel态接触角增大得较为缓慢。
2 实验方案
2.1 实验条件
此实验工件材料为15 mm×15 mm×1 mm的单面抛光镍钛合金片。加工机床为哈斯三轴联动数控微铣床,其主轴最高转速为30 000 r/min,X轴、Y轴和Z轴工作行程分别为305、254、305 mm。为了更好地保证微铣削加工的精度,采用直径4 mm的硬质合金铣刀对镍钛合金贴片的基体材料进行平整精加工。在镍钛合金表面加工微结构时,刀具选用德国BMG直径为0.2 mm的纳米涂层两刃硬质合金微铣刀,如图5所示。经过多次加工试切,最终确定微铣削加工参数为:主轴转速和进给率分别为20 000 r/min和30 mm/min。根据沟槽结构疏水表面三维热力学模型的分析,确定微铣削加工制备的镍钛合金表面沟槽结构尺寸参数如表1所示。

表1 沟槽阵列结构实验参数 单位:μm Tab.1 Experimental parameters of groove array structure Unit:μm

图5 微铣削镍钛合金表面结构示意
在加工制备单向沟槽阵列结构之前及加工完成之后,所有的样品都需要使用无水乙醇和去离子水在超声清洗机中清洗15 min,以去除镍钛合金表面的杂质、油污以及沟槽加工完成后存在的切屑和毛刺,并且在室温条件下自然风干。
2.2 沟槽结构表面形貌和接触角观察测量
采用VHX-5000超景深三维显微镜对微铣削加工制备不同尺寸参数的镍钛合金表面沟槽结构进行观察分析,并通过JC2000D1型接触角测量仪对所设计的表面进行测量。为了消除测量数据的不确定性以及保证其可靠性,在沟槽结构表面选取一个点,同一工件的接触角共测量5次,取其平均值。测量时环境温度应保持在室温25 ℃,选用去离子水在镍钛合金沟槽表面进行接触角测量,液滴体积为3 μL。实验加工前,测得单面抛光的镍钛合金本征接触角为77.2°。
3 实验结果和分析
3.1 沟槽结构表面质量分析
微铣削加工制备镍钛合金表面微结构时,切削去除表面材料,切屑发生塑性形变,在沟槽表面形成毛刺或者破损凹坑。微铣削加工镍钛合金制备的沟槽结构表面形貌如图6所示,可以看出:采用设定的主轴转速、进给速度等工艺参数加工的沟槽阵列结构形状完整、边界明显,毛刺及破损凹坑在可接受范围内,达到了较为理想的设计加工效果。

图6 微铣削加工镍钛合金沟槽结构表面形貌
通过VHX-5000超景深三维显微镜对已加工的沟槽结构进行测量,得到其实际加工尺寸。图7所示为在200倍的放大倍率下镍钛合金样品Z1的表面微结构三维云图和实际尺寸参数。从图7(c)可以看出:不同深度下,单向沟槽阵列结构柱宽的测量值分别为55.39、57.25、59.08 μm。微铣削实际加工出来的沟槽结构截面呈现类似“倒梯形”的形状,与前期所设计的尺寸参数理论值之间存在加工误差。实际铣削出来的沟槽结构柱宽n比理论设计值大,误差在10 μm内;而实际沟槽结构槽宽m和实际沟槽结构深度h与理论值相比偏小。这是由于微铣刀长时间的切削加工,和镍钛合金加工表面相互接触摩擦,引起刀具磨损和破损。并且随着磨损和破损程度不断加深,铣刀形状和直径也在不断变化,导致在Z轴方向进给过程中切削出来的沟槽宽度减小。此外,高速加工的微铣削系统存在颤振和动态不稳定性,这引起了刀具的严重磨损和工件表面沟槽结构几何精度的偏差,降低了加工质量。

图7 样品Z1单向沟槽阵列结构
3.2 沟槽结构对润湿性的影响
针对设计加工的单向沟槽阵列结构的特性,可以从平行沟槽结构和垂直沟槽结构这2个方向上,使用JC2000D1型接触角测量仪对此特殊结构进行测量。液滴在微结构表面总会趋向自由能最低,以达到稳定状态,而前面建立的是关于平行沟槽结构方向的Wenzel态与Cassie-Baxter态三维热力学模型。当模型中的槽宽m为0时,可推导出垂直方向的2个热力学模型。通过建立的三维热力学理论模型与实际加工测量分析,得到平行沟槽方向的实际接触角θP和理论接触角:Wenzel态θP·n与Cassie-Baxter态θP·c以及垂直沟槽方向的实际接触角θV和理论接触角:Wenzel态θV·n与Cassie-Baxter态θV·c,如表2所示。
图8所示为m=250 μm、n=160 μm、h=60 μm时,平行沟槽方向与垂直沟槽方向的实际接触角示意。可以观察到平行沟槽方向的液滴呈疏水状态,且镍钛合金表面沟槽结构之间存在空气,形成了空气垫,和理论分析中的Cassie-Baxter态较为符合。同时对比分析表2,不管沟槽结构尺寸变大还是变小,垂直沟槽方向的Cassie-Baxter态理论接触角始终不变。这是由于槽宽m为0时,此接触角理论值为镍钛合金所测量的本征接触角。

图8 实际接触角示意
当槽宽m为250 μm时,平行沟槽方向的实际接触角随着柱宽n的增大而减小,最大静态接触角为145.4°,与Cassie-Baxter态理论值更为接近,误差范围可控制在7°内。而平行沟槽方向的Wenzel态理论接触角随着柱宽n的增大而增大,实际接触角与其理论值偏差在43°以上,如图9所示。存在此误差的原因是微铣削加工镍钛合金表面时,磨损和破损的刀具以及存在颤振和不稳定性的高速加工系统会在合金表面沟槽结构的基础上形成微纳凹坑二级结构,此二级结构与液滴间存在空气,增大了实际接触角。此外,沟槽结构理论设计尺寸也与实际尺寸存在加工误差。

图9 柱宽对平行沟槽方向实际接触角和理论接触角的影响
从图10可以看出:保持槽宽350 μm不变,柱宽最小时,平行沟槽方向的实际接触角达到143.8°,相比光滑镍钛合金表面的接触角增加了接近一倍。另外,垂直沟槽方向的Wenzel态理论接触角与垂直方向的实际接触角趋势不一致,相差在42.1°内,而且平行沟槽方向的接触角总是大于垂直方向的接触角。由于沟槽柱宽的约束,液滴在垂直沟槽两侧受到的固液界面张力较小,更易运动扩张。

图10 沟槽结构实际接触角与理论接触角的比较
4 结论
文中通过微铣削加工系统在镍钛合金表面进行改性处理,制备出不同尺寸参数的单向沟槽阵列结构。通过沟槽结构热力学理论研究以及表面形貌和接触角的测量分析,探索镍钛合金表面微结构疏水性的变化规律,得到以下结论:
(1)基于相对自由能Grel和Young式方程,建立了关于单向沟槽阵列结构尺寸参数的Wenzel和Cassie-Baxter态下的液滴接触模型。由于此结构的特有性质,槽宽m为0时,平行槽方向的接触角公式可以转化为垂直槽方向的接触角公式。通过微铣削加工验证,单向沟槽阵列结构的实际接触角与Cassie-Baxter态下的理论值更相符。
(2)微铣削制备的镍钛合金表面阵列结构尺寸精度较好,加工误差在10 μm内。沟槽微柱两侧虽存在细微的加工破损凹坑及毛刺,但结构边界明显完整性好。柱宽最小时,平行槽方向的最大静态接触角为145.4°,比合金表面本征接触角77.2°增加了接近一倍,达到了疏水状态。
(3)平行沟槽方向的实际接触角随着柱宽的增大而减小,与平行时Cassie-Baxter态下的接触角趋势相符,误差不大于7°;而和平行的Wenzel态接触角趋势相反,偏差在43°以上。平行方向的实际接触角更符合Cassie-Baxter态。
(4)垂直沟槽方向时Cassie-Baxter态下的理论接触角在数值上等于镍钛合金表面的本征接触角77.2°,同时垂直方向的实际接触角与垂直的Wenzel态接触角趋势不符,误差在42.1°内。故垂直方向的理论接触角计算式对实际加工没有指导意义。
