多绳缠绕式提升机钢丝绳不同步问题及解决方案
2024-03-08刘劲军王正国徐永福尹国辉杜晓明
刘劲军,王正国,徐永福,尹国辉,杜晓明,李 壮
1洛阳矿山机械工程设计研究院有限责任公司 河南洛阳 471039
2智能矿山重型装备全国重点实验室 河南洛阳 471039
3中信重工机械股份有限公司 河南洛阳 471039
全 球经济社会的发展,对矿物资源的需求快速上升,浅层矿藏已经开始逐渐枯竭,深部矿物的开采必然成为许多国家的选择,预计未来我国的矿产开采深度将达到 1 000~2 000 m[1-2]。国外深井中应用摩擦式提升机的经验表明,摩擦式提升机提升深度的实际极限在 1 600 m 左右,超过这个深度,钢丝绳的寿命就会变得很短,以至于不具备经济性。单绳缠绕式提升机应用于超千米深井时,因提升能力较小,难以满足产量上的要求。与单绳缠绕式提升机相比,多绳缠绕式提升机更适合超千米深井提升。深部资源的开发利用是个系统工程,研究并开发适合千米深井及超深井使用的矿井提升设备,这对我国矿山未来的发展至关重要[3-10]。
1 基本原理与技术难点
多绳缠绕式提升机(见图1)采用 2 根或者更多根钢丝绳来升降 1 个提升容器。提升机的卷筒在中间被挡绳板分隔成两个不同的缠绳区,钢丝绳分别在两缠绳区缠绕。同一容器上的 2 根钢丝绳分别一端固定在卷筒上,另一端通过天轮悬挂提升容器。提升卷筒由电动机驱动旋转带动钢丝绳的缠绕,实现提升容器的提升或下放。

图1 工作中的多绳缠绕式提升机Fig.1 Multi-rope winding hoist in operation
作为一种需要 2 根钢丝绳同时缠绕并提起 1 个提升容器的提升机,多绳缠绕式提升机需解决钢丝绳的不同步问题。根据文献 [11-12]分析,导致钢丝绳不同步的原因有:①2 根钢丝绳的直径差异;② 两缠绳区缠绕直径的差异;③钢丝绳弹性模量的差异;④ 缠绕过程中,一根钢丝绳提前过渡,导致缠绕半径增大。同一容器上 2 根钢丝绳的不同步,会引发钢丝绳受力的急剧变化,并可能发生容器在井筒中倾斜,甚至断绳等极端情况。
2 钢丝绳不同步的后果
根据参考文献 [13],多绳缠绕式提升机在同一提升容器上的 2 根钢丝绳存在长度差异时,2 根钢丝绳的张力差
式中:F2′为受力较大的钢丝绳所受的力,N;F1′为受力较小的钢丝绳所受的力,N;Δl为 2 根钢丝绳的长度差,m;S为钢丝绳的金属断面积,mm2;E为钢丝绳的弹性模量,MPa;h为容器所在高度,m。
由式(1)可知,在长度差 Δl相同的情况下,提升高度h越大,2 根钢丝绳之间的张力差越小。
以某矿所用钢丝绳为例,已知E=1.0×105MPa,S=1 020 mm2,假设 Δl=0.5 m,根据式(1)可得,2 根钢丝绳在不同提升高度时的张力差如表1 所列。

表1 提升容器所在高度与钢丝绳张力差Tab.1 Heights of hoisting container and tension differences of wire ropes
该矿所用容器自重和有效载荷所引起的张力合计为 280 kN。由表1 可知,当提升容器所在高度约为200 m 时,两钢丝绳的长度差(0.5 m)可造成 280 kN 的张力差异。这已经出现单根钢丝绳提起容器的情况,将引发提升容器在井筒中的倾斜,而且可能导致危险的鸟笼(bird caging)状态,或引发严重的断绳事故[12]。
3 影响钢丝绳不同步的因素
钢丝绳的不同步现象可能造成严重的后果,因此在设计多绳缠绕式提升机时,必须将其考虑在内,并进行相应的计算,以确定钢丝绳不同步的长度,并配备相应的钢丝绳同步自动补偿装置来容纳钢丝绳的不同步,避免不同步问题造成更多不利影响。笔者将分析钢丝绳不同步产生的原因以及计算方法。
3.1 钢丝绳直径差异
当多绳缠绕式提升机同一容器上的 2 根钢丝绳在卷筒上分别缠绕时,两钢丝绳的直径差会影响钢丝绳的缠绕半径,进而对钢丝绳的同步产生影响。由于 2根钢丝绳都在卷筒上缠绕,由加工保证 2 个卷筒的刚度基本一致。在同步装置作用下,当 2 根内层钢丝绳张力基本一致时,认为钢丝绳对卷筒和下层钢丝绳的压力所导致的变形和张力降低是一致的。因而,本研究主要分析几何差异对钢丝绳同步的影响,并未考虑多层缠绕时张力降低对同步的影响。
由图2 可知,钢丝绳的缠绕半径差与钢丝绳缠绕层数相关,计算公式为[14]

图2 钢丝绳直径差异导致的绳长累计误差Fig.2 Accumulated error of rope length caused by difference in wire rope diameters
式中:Δri为缠绕半径差,mm;d1为较粗钢丝绳的直径,mm;d为较细钢丝绳的直径,mm;n为缠绕层数;b为 0.5 倍钢丝绳节距,mm。
式中:Δls为钢丝绳直径误差导致的累计误差,mm;Yn为各层钢丝绳缠绕的圈数。
图2 所示的钢丝绳缠绕 4 层,①、②、③、④代表相应的缠绕半径差,分别为 Δr1、Δr2、Δr3、Δr4。
3.2 两缠绳区缠绕直径的差异
多绳缠绕式提升机同一容器上的 2 根钢丝绳在卷筒上不同缠绳区分别缠绕时,两缠绳区的绳槽所在圆的直径并不完全相同,进而对钢丝绳的同步性产生影响,如图3 所示。图中,①、②、③、④ 代表Δrj。

图3 卷筒缠绕直径差异导致的绳长累计误差Fig.3 Accumulated error of rope length caused by difference in winding diameter of drum
缠绕直径差异导致的钢丝绳累计缠绕误差
式中:Δrj为缠绕直径偏差,mm;Yn为各层钢丝绳缠绕的圈数。
3.3 钢丝绳弹性模量的差异
多绳缠绕式提升机同一容器上的 2 根钢丝绳的弹性模量存在差异。在受力下伸长时,2 根钢丝绳的弹性伸长量并不相同,存在误差。
钢丝绳弹性伸长量
式中:lt1为第 1 根钢丝绳的伸长量,m;lt2为第 2 根钢丝绳的伸长量,m;W为钢丝绳上所施加的载荷,kN;L为钢丝绳长度,m;E1、E2为相应钢丝绳的弹性模量,MPa;A为钢丝绳金属截面积,mm2。
钢丝绳弹性伸长量导致的误差
式中:ΔE=|E1-E2|,为同一容器上 2 根钢丝绳的弹性模量差,MPa。
3.4 错误缠绕导致的累计误差
对于多绳缠绕式提升机,钢丝绳的错误缠绕对同步性影响最大。即一根钢丝绳相对另一根钢丝绳发生了提前过渡现象,该现象造成缠绕直径的变化,并导致不同步现象的急剧恶化。
错误缠绕现象(见图4)可能是多绳缠绕式提升机应用中所面临的最危险的工况之一。为了减少此类现象,业内已经研发了平行折线绳槽并进行了一些应用。在多绳缠绕式提升机上,需要安装错误缠绕监测装置,当监测到钢丝绳发生错误缠绕后,立刻紧急制动并对该现象进行处理。

图4 钢丝绳的错误缠绕示意Fig.4 Diagram of miswinding of wire rope
假设提升速度为v,制动反应时间为t1,紧急制动减速度为a,则在提升机制动完成之前,其提升距离
在此提升距离中,卷筒转动的圈数
由此产生的钢丝绳长度差
式中:D为卷筒直径,mm;Δlc为错误缠绕导致的累计误差,mm。
对于钢丝绳同步自动补偿装置,其总行程
4 钢丝绳同步自动补偿装置
针对在提升过程中可能出现的钢丝绳不同步问题,以及该问题可能造成的严重后果,多绳缠绕式提升机必须安装钢丝绳同步自动补偿装置,以容纳提升过程中产生的钢丝绳长度差异,并且保证能够容纳在错误缠绕后、紧急制动完全停止前产生的钢丝绳长度差异。常用的钢丝绳同步自动补偿方案有在容器上方安装补偿轮装置、浮动天轮方案、钢丝绳张力自动平衡装置方案。
4.1 补偿轮
4.1.1 结构及原理
在提升容器上方,安装一个可以围绕中心轴自由转动的带螺旋绳槽的补偿轮,其结构如图5 所示,具体使用如图6 所示。补偿轮由轮体、钢丝绳夹持器、补偿轮轴部件三部分组成。其工作原理是:容器上的2 根钢丝绳能够围绕补偿轮轴旋转,初圈张力不平衡时,张力大的那根钢丝绳(假设为绳 1)对补偿轮轴形成的力矩大于张力小的钢丝绳(假设为绳 2),补偿轮发生转动;绳 1 的长度增长,绳 2 的长度缩小,从而实现钢丝绳的张力平衡[15]。

图5 补偿轮结构Fig.5 Structure of compensation sheave

图6 实际应用中的补偿轮Fig.6 Compensation sheave in practical application
4.1.2 注意事项
钢丝绳需要部分缠绕在补偿轮上,故补偿轮直径与钢丝绳直径之比(D/d)不应小于 25。为了避免夹持器处受力过大,当发生错误缠绕紧急制动并停机后,钢丝绳至少应有 1.5 圈还缠绕在补偿轮上。
在补偿轮的应用中,应该注意以下问题。
(1)受到D/d的限制,补偿轮直径较大,安装在容器上方,检修困难,且减小了系统的有效提升载荷;
(2)在补偿轮上缠绕的钢丝绳易被井筒坠落物击中[16],应格外注意;
(3)在井筒中工作,补偿轮绳槽上易出现堆积物,影响其上所缠绕钢丝绳的使用寿命。
4.2 浮动天轮
4.2.1 结构及原理
目前,新设计的多绳缠绕式提升机大多采用浮动天轮(见图7)进行钢丝绳同步,即在天轮下方安装液压缸来支撑,每对液压缸之间通过连通器连接;在井架上安装导轨,使天轮能够沿导轨移动,从而进行钢丝绳同步补偿。浮动天轮主要由天轮体、轴承座、天轮轴、液压缸、天轮导向装置、连通器等组成。浮动天轮的优点是不降低设备提升能力,且位于井架上,检查维护方便。

图7 多绳缠绕式提升机用浮动天轮的结构Fig.7 Structure of floating head sheave for multi-rope winding hoist
浮动天轮系统的工作原理:当同一容器上的 2 根钢丝绳之间张力出现不平衡时,张力大的钢丝绳(绳1)对其下方的浮动天轮形成的压力大于张力小的(绳2),通过连通装置,天轮下方的液压缸发生补偿移动,绳 1 下方的液压缸向下移动,绳 2 下方的液压缸向上移动,从而实现钢丝绳的张力平衡。
采用连通器的浮动天轮系统,当容器所在的高度较深时,可能出现不灵敏,甚至不动作的情况,国内单位正在开展闭环控制浮动天轮系统的研究工作。
该系统带有主动调节装置,可对天轮上的载荷进行实时监测并比较,使用液压站对浮动天轮进行主动调节。其原理如下:同一容器对应的两个天轮的液压缸分别外接液压站,通过两个液压站分别驱动相应的液压缸装置,液压站每条油路的油压都通过单独的比例阀调整。如果液压缸装置检测到的油压偏低,说明与其对应的浮动天轮上钢丝绳张力偏小,通过比例阀将油压调高,液压缸伸出量加大,使得钢丝绳张力加大;如果液压缸装置检测到的油压偏高,说明其对应的浮动天轮上钢丝绳张力偏大,通过比例阀将油压调低,液压缸伸出量减小,进而使得钢丝绳张力减小;通过这种方式进行实时调整,从而达到两钢丝绳张力保持平衡的目的[17]。
4.2.2 注意事项
当在天轮下方安装液压缸时,发生错误缠绕时应紧急制动,停机后液压缸的行程不应达到极限,且液压缸的设计应能承受钢丝绳的破断载荷。浮动天轮应采用减小摩擦的设计。浮动天轮应设置液压站,并每天开始提升前,将天轮抬起并放下一次,以检查液压缸和天轮的工作状态。
浮动天轮方案的缺点是:
(1)当容器位于井筒中较深的位置时,可能出现天轮同步移动不灵敏,甚至不动作现象;
(2)浮动天轮的设计需考虑断绳工况,这导致其下安装的液压缸等装置设计规格较大,价格昂贵;
(3)采用浮动天轮时,井架需配备天轮导轨,结构复杂,且需要增加井架高度。
4.3 钢丝绳张力自动平衡装置
4.3.1 结构及原理
该方案与多绳摩擦式提升机的张力自动平衡悬挂装置结构相似[18]。张力自动平衡悬挂装置由楔形环、液压平衡系统、承力结构部件三部分组成,具体如图8 所示。
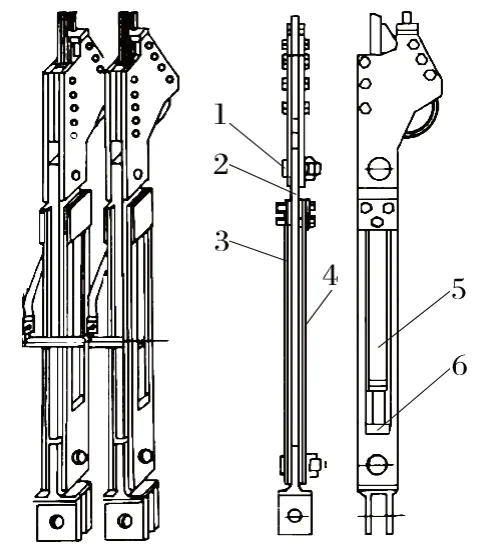
图8 钢丝绳张力自动平衡装置Fig.8 Automatic tension balancing device for wire rope
该系统的工作原理是:提升机无论是在静止状态,还是在工作状态,只要钢丝绳张力出现不平衡,张力大的那根钢丝绳通过中板 1、侧板 3、压块 4、支撑块 5 压缩该钢丝绳所连接的密闭连通器缸,使密封内压力升高,高压液体通过连通器通管阀组进入压力较小的其他缸内,使压力平衡,再通过环式平衡机构实现钢丝绳的张力平衡。
4.3.2 注意事项
采用钢丝绳张力平衡装置,当发生错误缠绕时,提升机应紧急制动,停机后张力平衡装置的液压缸行程不应达到极限,且其液压缸的设计应能承受钢丝绳的破断载荷。
张力自动平衡悬挂装置方案的缺点是:
(1)当应用于多绳缠绕式提升机时,该装置所需的行程比应用于多绳摩擦式提升机时大,需要重新设计行程;
(2)该装置质量较大,减小了系统的有效提升载荷;
(3)该装置安装在提升容器上方,其日常检修和维护比较困难。
5 结语
多绳缠绕式提升机由于采用 2 根钢丝绳同时提升一个提升容器,因此具有比单绳缠绕式提升机更大的提升能力。与多绳摩擦式提升机相比,多绳缠绕式提升机由于容器下方不必配置尾绳,在深井或超深井提升时,不会因为尾绳重量而导致提升钢丝绳内部的张力变化,因而比单绳缠绕式提升机和多绳摩擦式提升机更适合深井及超深井。
目前多绳摩擦式提升机上采用的钢丝绳张力平衡装置,设计时只考虑绳槽差异造成的影响,常用的YXZ 型张力平衡装置的最大调绳距离仅为 1 130 mm;而多绳缠绕式提升机在提升过程中,会因为同一容器上 2 根钢丝绳的直径差异、两缠绳区缠绕直径的差异、钢丝绳弹性模量的差异及错误缠绕等原因导致钢丝绳的不同步,影响因素更多,同步装置所需要的行程也更长。
本文对多绳缠绕式提升机钢丝绳不同步现象进行了分析,提供了几种解决方案,可为多绳缠绕式提升机钢丝绳同步装置的设计与使用提供参考。
