金刚石砂轮与金刚石滚轮磨削接触的声发射监测
2024-02-29赵华东朱振伟
赵华东,刘 勇,朱振伟,张 瑞
(郑州大学机械与动力工程学院,河南 郑州 450001)
1 引言
金刚石滚轮是一种主要应用于成型砂轮修整的高精密超硬金刚石刀具。金刚石滚轮的精度直接决定了被修整的砂轮的精度,从而间接影响了砂轮所加工工件的精度。因此,对金刚滚轮的加工提出了较高的要求。受限于金刚滚轮自身材料的限制,可选用的加工方法也相对受限。目前常采用金刚石砂轮磨削法对金刚石滚轮进行精密修形。该方法严重依赖人工操作,成本高,效率低,行业内对自动加工的需求极为迫切。自动加工的实现,是在明确加工机理的基础上才能进行的,但目前国内外在这一领域的研究较少。通过对金刚石砂轮磨削法磨削接触状态的研究,实现了磨削接触状态的准确识别,为自动加工需求的解决打下基础。
声发射信号具有频率高,抗干扰性强和反应迅速等特点,所以声发射技术是磨削接触状态监测常用的技术之一。文献[1]发现和功率信号相比声发射信号对磨削接触的判别更加迅速。文献[2]通过计算声发射信号有效值的阈值来识别工件和砂轮的接触状态。文献[3]通过计算信号频域的峰值,并采用PCA和费舍尔判别的方法对接触状态进行判断。文献[4]发现小波重构判别声发射信号能量判别法可以减弱噪声干扰的影响。
在磨削过程中,砂轮和滚轮的材料去除率小,声发射幅值的变化不如传统磨削明显。因此仅以有效值做指标的磨削接触状态判别方法准确性受噪声影响较大。小波重构的效果也受到预设的固定小波基的影响,无法对信号进行自适应处理。为解决上述问题,本试验先通过模态分解将声发射信号自适应分解为若干IMF分量并用相关性分析去掉一部分IMF分量,再提取剩余IMF的有效值、方差值构建数据集并结合支持向量机实现对磨削接触状态的识别。
2 实验流程概述
根据金刚石砂轮磨削金刚石滚轮的特点,利用声发射信号监测磨削接触状态的总体流程,如图1所示。首先对声发射信号进行采集,再用EEMD模态分解和相关性分析对采集的信号进行处理,并提取特征值建立数据集。最后利用支持向量机建立金刚石砂轮磨削金刚石滚轮的磨削接触状态识别模型。

图1 磨削接触状态识别模型建立流程Fig.1 Process of Grinding Contact State Recognition Model Establishment
3 声发射信号采集
实验设备为上海三机床厂的MK9025A曲线磨床。被修整的滚轮为采用烧结工艺制造的成型修整刀具。磨削滚轮的金刚石砂轮为陶瓷结合剂砂轮,滚轮、砂轮的参数和正常生产中采用的加工参数,如表1所示。磨削液会影响到光学投影系统的工作,因此磨削过程中没有使用磨削液,信号中不存在由磨削液带来的背景噪声。

表1 实验参数表Tab.1 Table of Experimental Parameters
声发射信号采集实验平台,如图2所示。如图所示,磨削过程中的声发射信号通过安装在靠近磨削区域附近的富士AE204DH传感器进行采集。传感器的谐振频率为200±20%kHz,灵敏度为71±3dB,工作温度在(-20~+200)℃之间。所采集的信号经过PXPA6放大器放大后通过NI6361数据采集卡转换为数字信号用LabVIEW 进行采集[5]。PXPA6放大器的带宽为(0.01~3.4)MHz,增益为40dB。磨削过程中的声发射信号频率在(1~500)kHz 之间,根据采样定理将采样率设置为2MHz。声发射信号的采集门槛为46dB。LabVIEW 保存的文件格式为TDMS,经过转换后导入MATLAB中进行分析处理。

图2 实验平台Fig.2 The Experiment Platform
在采集数据时,用高速相机同步录下磨削区域和光学投影显示屏上的影像。可以观察到整个过程明显存在三个不同的阶段:第一个阶段,砂轮为空转状态,金刚石砂轮和滚轮没有接触,将这个阶段定义为未接触磨削阶段;第二个阶段,金刚石砂轮和滚轮相互接触,但是磨削区域只有极少量的结合剂和金刚石粉末脱落,将这个阶段定义为欠接触阶段;第三个阶段,磨削区域有持续大量的粉末脱落,将这个阶段定义为接触磨削阶段。采集的声发射原始信号和处理后的频谱图,如图3、图4所示。可以看出:未接触阶段时声发射的信号的集中在(10~100)kHz,这部分信号主要是由除尘装置和机床内部运转产生的。金刚石砂轮和滚轮接触磨削时,滚轮和金刚石砂轮的磨粒、结合剂破碎脱落,会产生更高频的声发射信号,这部分信号频率主要集中在100kHz 和200kHz附近。欠接触磨削阶段以滑擦等非切除磨削为主,没有产生大量的材料去除,因此该阶段中100kHz和200kHz频率所占的比例小于接触磨削阶段。

图3 磨削声发射信号Fig.3 Grinding Acoustic Emission Signals
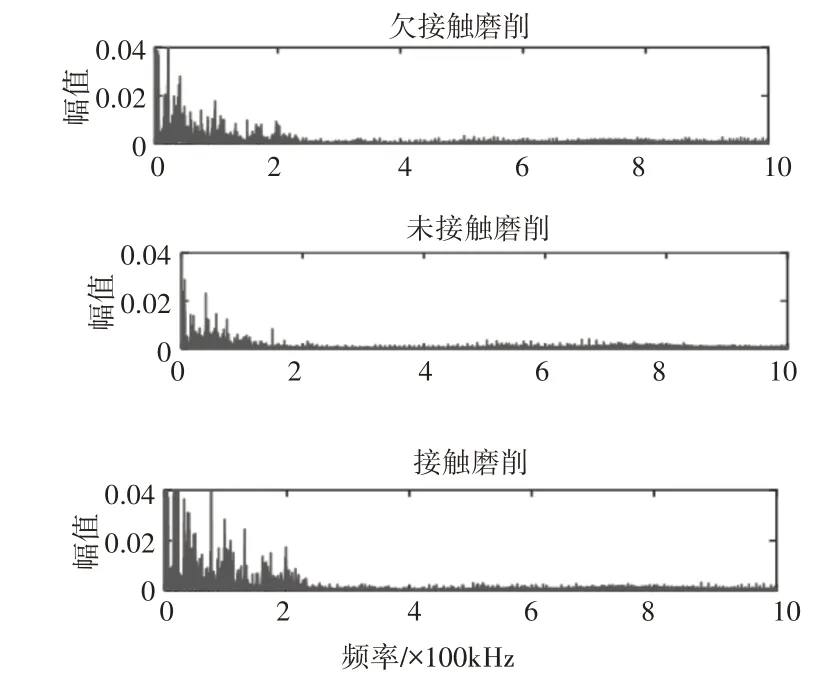
图4 声发射信号频谱图Fig.4 Acoustic Emission Signal Spectrum Diagram
4 基于EEMD的声发射信号分析
模态分解作为一种自适应的信号分解方法[6],可以将信号按频率高低分解为若干分量。避免了小波分解需要按照经验预设小波基的缺点。EEMD 模态分解方法解决了EMD 模态分解对信号进行分解时由于采集的数据不是纯的白噪声而带来的模态混叠问题[7]。
通过EEMD模态分解方法对采集的声发射信号进行分解,三种磨削接触状态的数据都会分解得到9个IMF分量和1个残余分量。9个分量的中心频率依次降低,其中IMF1分量的频率最高。采用相关性分析的方法来判定模态分量和原始信号的相关程度。相关性的计算公式如下:
信号分解后所得的模态分量与原始信号的相关性系数代表了该分量占原始信号有效成分的比例[8]。可以看出IMF5之后的相关性系数都在0.02以下,如图5所示。将这部分低频分量作为噪声去除,可以避免信号中幅值较大的低频信号对后续接触状态识别的干扰,这相当于对信号进行了一次自适应滤波。IMF1-IMF6模态分量,如图6所示。可以看出,从未接触磨削、欠接触磨削到接触磨削,较高频分量的幅值依次明显变大。其中欠接触磨削和接触磨削过程增幅最大的IMF2、IMF3和IMF4分量对应的频率为(100~200)kHz之间,它们和原始信号的关系最密切,相关性系数也最大。

图5 相关性系数Fig.5 Correlation Coefficient

图6 EEMD模态分解Fig.6 EEMD Modal Decomposition
5 声发射信号特征提取
通过分析处理后的声发射信号,用各IMF分量的有效值和方差值对接触状态进行识别。有效值和方差值的计算公式如下所示:其中,N—样本点数;Xi—该样本第i个数据值;μ—该段数据的平均值。
各分量的有效值和方差,如图7所示。未接触磨削状态、欠接触磨削状态和接触磨削状态高频分量的有效值和方差均有明显变化。其中,IMF2、IMF3和IMF4分量的变化最为显著。
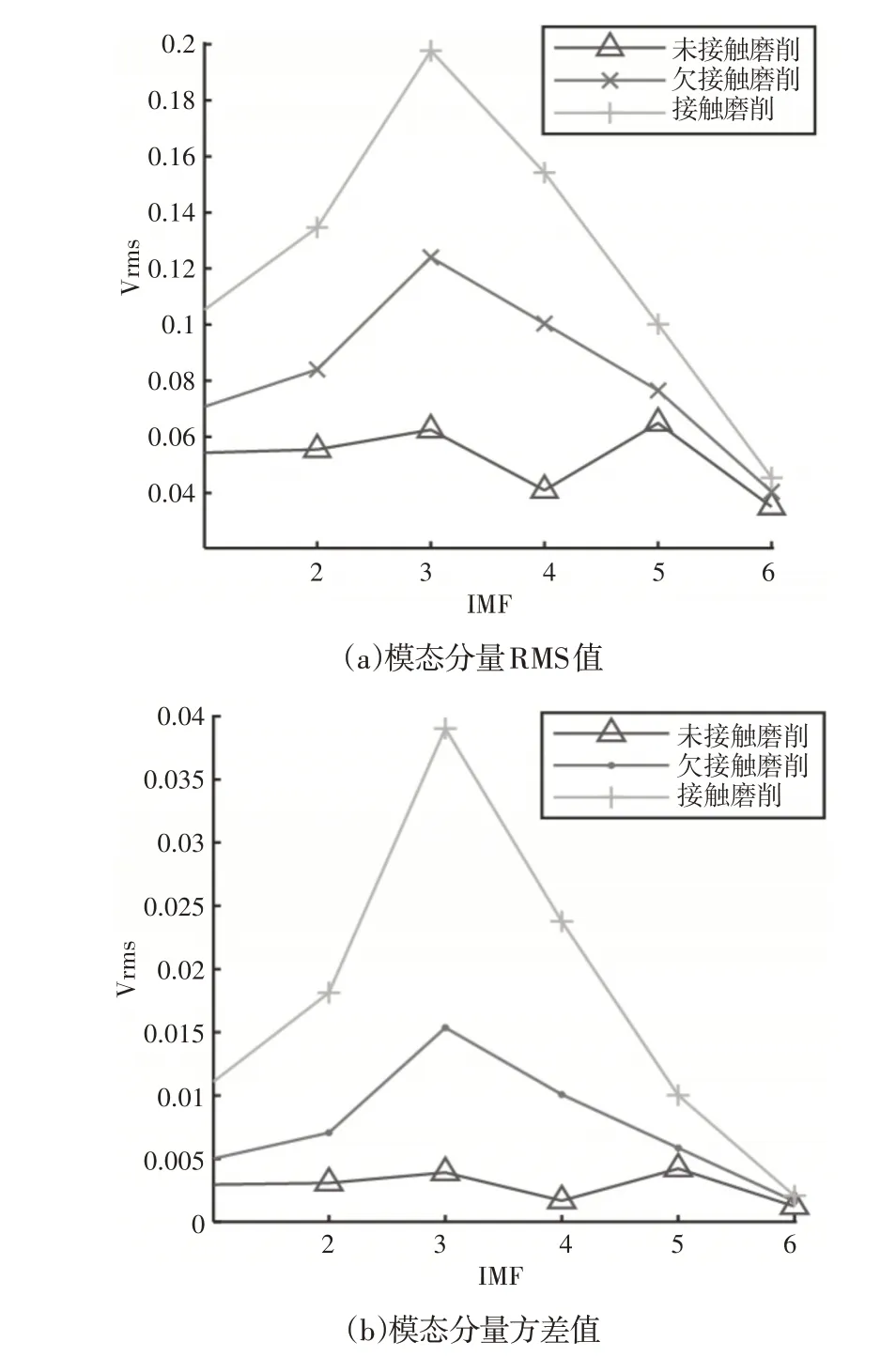
图7 模态分解RMS和方差值Fig.7 Modally Decompose RMS and Variance Values
6 基于支持向量机的磨削接触状态识别
对磨削接触状态的识别属于分类问题[9],常用的分类算法有人工神经网络、支持向量机和决策树等。支持向量机通过使用核函数解决了线性不可分的问题;用SMO求解原问题通过拉格朗日对偶转换的对偶问题,这使其比其他分类方法具有更高的效率。
实验采集了用相同加工参数加工同一类滚轮的声发射信号数据。每20ms的数据为一个样本段,提取一个样本段的IMF1-IMF6模态分量的Vrms和Vvar值作为一个特征向量。从提取的所有特征向量中随机选择300组建立数据集,其中未接触磨削,欠接触磨削和接触磨削各100组。从三组中各划分80组为训练集,其余为测试集。数据集,如表2所示。表中前100组为未接触磨削状态数据,后100组为接触磨削状态数据。为了避免特征值量级不同对结果的影响[10],对数据进行标准化处理。将处理后的数据输入支持向量机中进行训练。金刚石砂轮磨削金刚石滚轮共有三种状态,属于三分类问题。采用一对一方案,训练三个分类器对磨削接触状态进行识别。使用验证集对训练好的模型进行测试。测试结果,如表3所示。可以看出对磨削接触状态识别的准确率为98.3%,实现了对磨削接触状态的准确识别。

表2 磨削数据集Tab.2 Grinding Data Set(a)RMS值
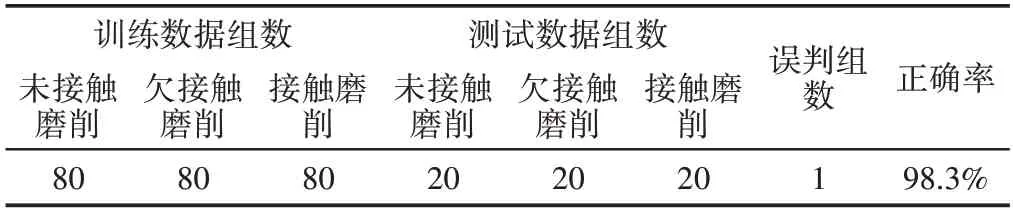
表3 磨削接触状态支持向量机分类Tab.3 Grinding Contact State Classification by Support Vector Machine
7 结论
和未接触磨削相比,欠接触磨削和接触磨削过程中增加的声发射信号频率均在100kHz和200kHz附近,为高频信号。说明磨削过程中,发生材料去除时的声发射信号频率在100kHz 和200kHz附近。对金刚石滚轮磨削过程中的声发射信号进行模态分解,发现在不同的磨削阶段,IMF1-IMF6分量的有效值和方差均有明显变化。通过计算各分量的有效值和方差值构建特征向量并利用支持向量机搭建分类模型,可以准确的进行磨削接触状态识别。