斜率与变统计周期微细电火花脉冲识别系统
2024-02-29彭林发李文斌王燕青杨胜强
彭林发,李文斌,王燕青,杨胜强
(1.太原理工大学机械与运载工程学院,山西 太原 030024;2.精密加工山西省重点实验室,山西 太原 030024)
1 引言
微细电火花加工方法广泛应用于航空航天领域微小孔槽、微细轴、微喷嘴、超精密弹性零件等关键零部件的加工,是无法替代的关键加工方法,并被逐渐推广至兵器、微电子、生物医学等国防与民用工业领域[1]。微细电火花加工时的放电状态能直接反映加工情况,放电状态的好坏直接影响到加工效率和表面粗糙度,因此对放电状态的准确检测非常有必要。
RC模式脉冲电源是电火花加工中应用最早、结构最简单的脉冲电源,具有放电脉冲宽度小,加工精度较高,表面粗糙度好等优点,是几乎所有的微细电火花机床和开展微细电火花加工研究所采用的脉冲电源[2]。虽然在晶体管式脉冲电源的放电状态检测上研究更加深入、实现方法多[3-7],但在针对RC脉冲电源的放电状态检测方法上相对较少,且由于RC脉冲电源的放电电压值不恒定、放电周期不固定等特点,使其放电状态检测更加困难。
平均电压法是微细电火花加工最常见的算法,其逻辑简单、易于实现,但缺乏针对性,且加工效率不高,不能实现对单个脉冲的识别[8-9]。文献[10]利用NI采集卡使用阈值方法实现了对单个脉冲的识别,先采集一段波形获取其最大电流值然后统计固定采样时长内的电流脉冲个数以及电流峰值来判别各种状态。因为需要提前设置电流的最大值,因此仍然需要调节电流阈值。文献[11]通过电压阈值来区分不同的状态,但当改变脉冲电源的放电电压时需要重新设定最大的电压值。
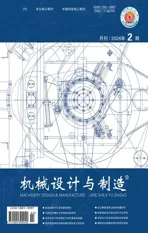
针对RC脉冲电源放电周期不固定导致开路信息统计不准确问题和电压检测法中需要调节阈值等问题,提出一种基于变统计周期和斜率比值的脉冲识别方法。首先对采集的实验数据分析与研究发现,可将放电状态分为开路、短路、火花放电、电弧放电四种。如图1所示,图1(a)为电火花脉冲,图1(b)为电弧脉冲,图1(c)为短路,图1(d)为开路。通过对实验数据观察与研究发现,RC脉冲电源充电过程中其曲线上升趋势一致。火花放电脉冲其斜率逐渐递减最后趋于0;电弧放电脉冲其斜率也是先递减但在斜率趋于0之前,电容就进行了放电;开路状态时其斜率一直为0,电压值大于0;短路状态时其斜率也为0,但电压值趋于0。故可使用斜率来区分火花放电脉冲和电弧放电脉冲,当斜率都为0时,通过当前电压值是否大于0来区分短路状态和开路状态。通过变统计周期方法来解决开路信息统计不准确问题。
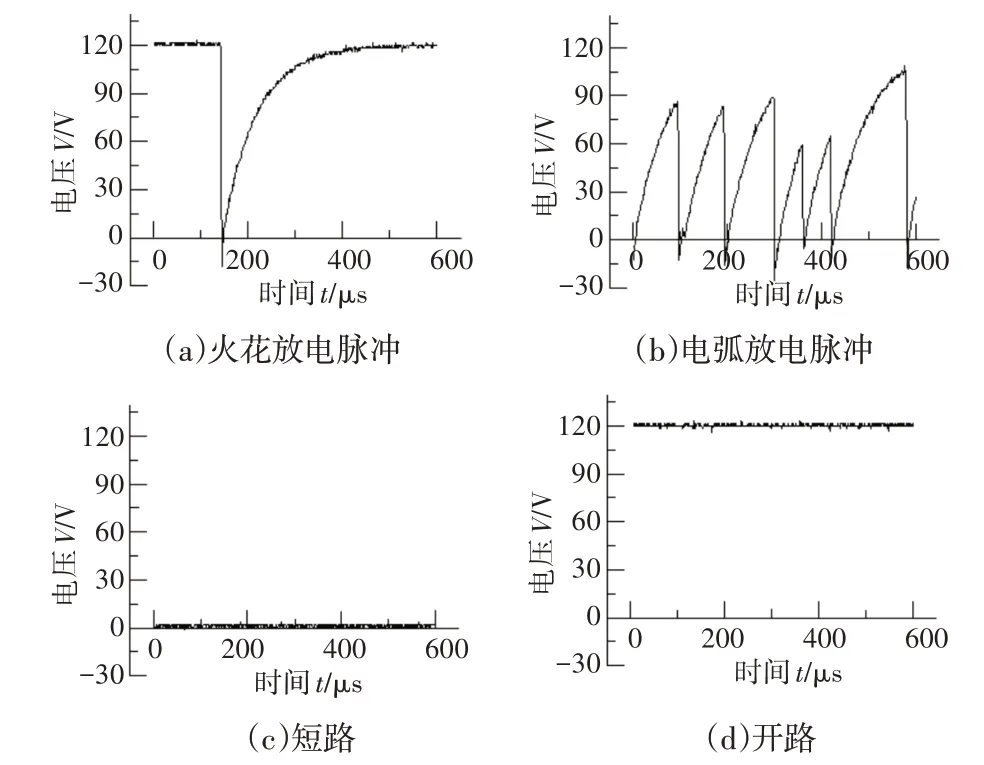
图1 四种放电状态Fig.1 Four Discharge States
本研究中使用PXIe-5111 示波器采集卡和LabVIEW 软件,以间隙电压为检测参数,开发了微细电火花脉冲识别系统,接着通过理论计算分析了斜率比值法的可行性,最后进行了微细电火花磨削实验来验证该方法的有效性。结果表明能准确判别各类放电脉冲,提高了对开路信息统计的准确率,与理论分析一致斜率比值法可适用于不同的开路电压情形。
2 脉冲识别系统
微细电火花脉冲识别系统的硬件主要包括PXIE-5111数据采集卡、嵌入式机箱、电压探头以及显示器,实验装置,如图2所示。利用NI-PXIE5111 示波器卡采集电火花放电间隙的电压,经过AD转换后存入采集卡的内存中,采集卡和计算机使用PCI接口进行数据传输。

图2 实验装置Fig.2 Experimental Device
脉冲识别系统主要实现对电火花加工过程中放电波形的显示、存储以及脉冲识别功能。根据上述要求,将LabVIEW程序分为显示、连续存储、文件拆分、脉冲识别四个模块,如图3 所示。显示模块可显示采集的间隙电压,用于观察当前电火花间隙的放电状态;连续存储模块可实现对波形的连续存储;对于数个G大小的数据文件LabVIEW 并不能直接将其进行显示,文件拆分模块则用于对大型数据文件拆分,进而使数据文件能在LabVIEW或者Excel中打开与查看;脉冲识别模块通过使用斜率比值法和变脉冲统计周期法对采集的数据进行脉冲识别与统计。

图3 脉冲识别系统结构框图Fig.3 Block Diagram of Pulse Discriminating System
2.1 显示模块
显示模块流程图,如图4所示。首先调用niScope Initialize函数进行设备初始化,接着调用niScope Configure Vertical函数对通道的垂直属性设置以及niScope Configure Horizontal Timing 函数对水平属性进行设置,然后使用niScope属性节点对触发模式进行设置,最后调用niScope Read函数开启采集。当达到指定数量后,采集的数据才会流入到波形图表中进行显示,至此一次数据采集与显示完成。通过将通道设置放入循环中,可实现对通道参数变化的监控与调整功能。

图4 显示模块流程图Fig.4 Flow Chart of Display Module
2.2 连续存储模块
在对采集数据进行存储时,采样率越高,波形就越准确,但需要存储的数据也更多,两者相互制约。为了解决上述问题,在程序中使用生产者消费者模型、TDMS文件以及niScope Fetch 2D I8函数等方法,实现了双通道下以200MS/s 的采样率进行连续存储,能满足微细电火花加工过程中对间隙电压的记录与存储。
连续存储模块的流程图,如图5所示。首先使用软件触发方式让NI采集卡进行连续采集并将数据存入内存中,接着使用队列作为缓冲区,采用生产者消费者模型,采集数据作为“生产者”进入队列,存储数据作为“消费者”出队列,以此来缓解采集速率与存储速率不一致问题。
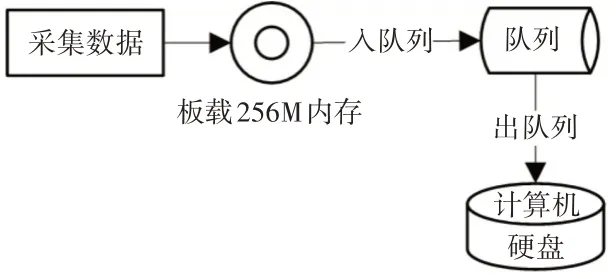
图5 连续存储模块流程图Fig.5 Flow Chart of Continuous Memory Module
生产者消费者模型的LabVIEW 程序,如图6 所示。图中上方为生产者循环,由于需要尽快从内存中提取数据,所以需将fetch函数的timeout变量设置为0,防止一旦采样率过高循环内的延时将会导致内存数据的覆盖,从而使程序报错。图中下方为消费者循环,其出队列函数以数组为单位出队列,然后再写入TDMS文件中,因此队列中所含元素数量实际为队列中剩余数组的个数。通过将出队列函数的超时参数设置为100ms,当队列中数组个数为0 时,消费者循环将等待100ms。其次,使用二进制TDMS 文件进行存取能大大提高读取速度。读取函数使用niS‐cope Fetch 2D I8,其从内存中提取出的数据类型为INT8,该函数的优点在于单个数据点只占用一个字节,同时将通道的增益值gain和偏移量offset写入TDMS文件的自定义标量属性中,这样就可大大减少数据的存储量。

图6 生产者消费者模型的LabVIEW程序Fig.6 LabVIEW Program of Producer Consumer Model
3 变统计周期
根据RC脉冲电源放电周期不固定的特点,将相邻两次脉冲放电的时长称为一个脉冲统计周期(简称为统计周期)。由于可能存在充电过程中放电或者充电完成后未立即放电而有一个保持时间的情况,因此一个脉冲的统计周期是不固定的,将其称为变统计周期,如图7所示。将一个脉冲统计周期分为充电过程、保持过程和放电过程。由于放电过程的时长远远小于充电过程和保持过程的时长,因此,一个脉冲统计周期主要由充电过程和电压保持过程的时长决定。

图7 一个脉冲统计周期Fig.7 One Pulse Statistical Period
根据RC电路的零输入响应规律,当电容充电时长达到5RC时,其两端电压达99.33%,认为充电过程基本结束。理想情况下,当电容充电完毕后立即放电其加工效率较高,因此假设理想脉冲周期为5RC,记为T,没有保持过程。如果在一个统计周期内包含保持过程且保持时长超过T,即当前脉冲统计周期总时长大于10RC,则认为该脉冲统计周期不仅包含一个放电脉冲还至少包含一个开路脉冲,开路脉冲的个数为保持过程时间除以T,并向下取整。同理,如果放电完毕但并未进行充电而是发生了短路,则计算低电压的保持时间,如果其时长超过T,则认为至少包含一个短路脉冲,短路脉冲的个数为电压保持时间除以T,并向上取整,即如果低电压保持时长小于T则也认为包含一个短路脉冲。
4 斜率比值法
根据图7可知,在RC脉冲电源充电过程中其斜率值由大变小,斜率计算公式如下:
式中:K—斜率;V1—前一个电压采样值;V2—后一个电压采样值;ΔV—两个采样点的电压差值;Δt—两个采样点的时间间隔。RC电路充电过程电容两端的电压满足方程:
式中:Vt—电容两端的电压;E—电源电压;R—电阻;C—电容;t—充电时长。对公式进行求导可得:
将两个斜率值进行相比可得:
式中:K1—前一个斜率值;
K2—后一个斜率值;
t1—前一个斜率值对应的充电时长;
t2—后一个斜率值对应的充电时长。
当t1为充电开始时刻,t2为电容充电量达99.33%时刻,即t1=0,t2=5RC时,代入公式得K1/K2=148.4。因此,当初始充电时刻的斜率值比上当前时刻的斜率值大于148.4时,可认为当前已经进入保持过程,然后根据充电过程的采样点个数和当前采样率计算出理想状态周期T的大小。同理,当电容两端电压为68%时,t1=0,t2=RC,代入公式得K1/K2=2.7。由于消电离发生在充电过程中,如果充电过程时间较短,则消电离不完全,可能导致电弧脉冲的产生。因此,当初始充电时刻的斜率值比上放电时刻的斜率值小于2.7时,则认为当前脉冲是一个电弧脉冲。
上述为连续过程的计算公式,对于离散采样值的斜率计算过程如下。将式(2)代入式(1),可得采样值a点的斜率计算公式:
式中:Ka—充电过程中a处的斜率值;ΔVa—时间间隔Δt前后两个电压的差值。
从公式可以看出,斜率K值与电源电压E、时间间隔Dt以及充电时长t1有关,但通过将a处的斜率值Ka和b处的斜率值Kb相比发现,斜率比值与电源电压E无关,并将斜率比值记为P:
式中:ΔVb—b处时间间隔Δt的前后两个电压的差值。
可以发现斜率比值的离散计算式(6)和连续计算式(4)一致,因此可将斜率比值转换为电压差值的比值,简化了计算过程且脉冲判别规则中不含电压阈值,即上述脉冲判别规则适用于不同开路电压的情况。
基于变脉冲统计周期和斜率比值的脉冲判别法,如图8 所示。在一个脉冲统计波形中,首先判断是否存在低电压保持过程,如果存在则计算并统计短路个数,个数越多代表短路时长越长,接着判断是否存在高电压保持过程,如果有高电压保持过程则计算并统计开路个数同时火花脉冲个数加1,如果不存在高电压保持时间,则计算电压差值的比值,如果两者的比值小于等于2.7则电弧脉冲个数加1,否则火花脉冲个数加1,最后计算四类脉冲相应的占比。

图8 脉冲判别流程图Fig.8 Flow Chart of Pulse Discrimination
5 实验
为了验证变统计周期和斜率比值法的实用性和脉冲系别系统模块的可用性,进行了微细电火花磨削加工实验。
5.1 粗加工实验
粗加工实验中,RC 脉冲电源的电压值为120V,限流电阻R为1000Ω,电容值C为68nF,加工材料为纯钨棒加工直径为400Mm,介质为去离子水,采样率为1Ms/s。根据电阻R和电容C计算出理想火花放电周期T=340Ms,与图7中充电过程时间基本吻合,从而验证了该脉冲电源符合RC电路的输入响应规律,保证了变统计周期和斜率比值法的可行性。粗磨加工中,分别采用电压阈值法和斜率比值法对少量放电脉冲波形进行统计,统计结果,如图9所示。图9(a)中共有8个脉冲,其中含1个电弧放电脉冲,2个开路脉冲,5个火花放电脉冲。这与四种状态的统计信息是一致的,证明了所采用斜率比值法的正确性。从图9(b)所统计的四种放电状态信息看,在不使用变脉冲统计周期法的情况下,电压阈值法不能很好的统计开路信息。
图9 粗加工,少量脉冲统计结果Fig.9 Rough Machining,a Small Number of Pulse Statistical Results
粗加工,大量脉冲统计结果,如图10所示。从图10(a)统计信息可以看出放电脉冲主要以火花放电脉冲和开路脉冲为主且比例相当。图中右侧部分则为短路脉冲,介于两者之间的密集区则为电弧放电脉冲。根据波形图表中的数据点数进行估计,其中开路和电火花总比例大约为0.75,电弧率大约为0.045,短路率大约为0.20,与程序统计结果基本一致。
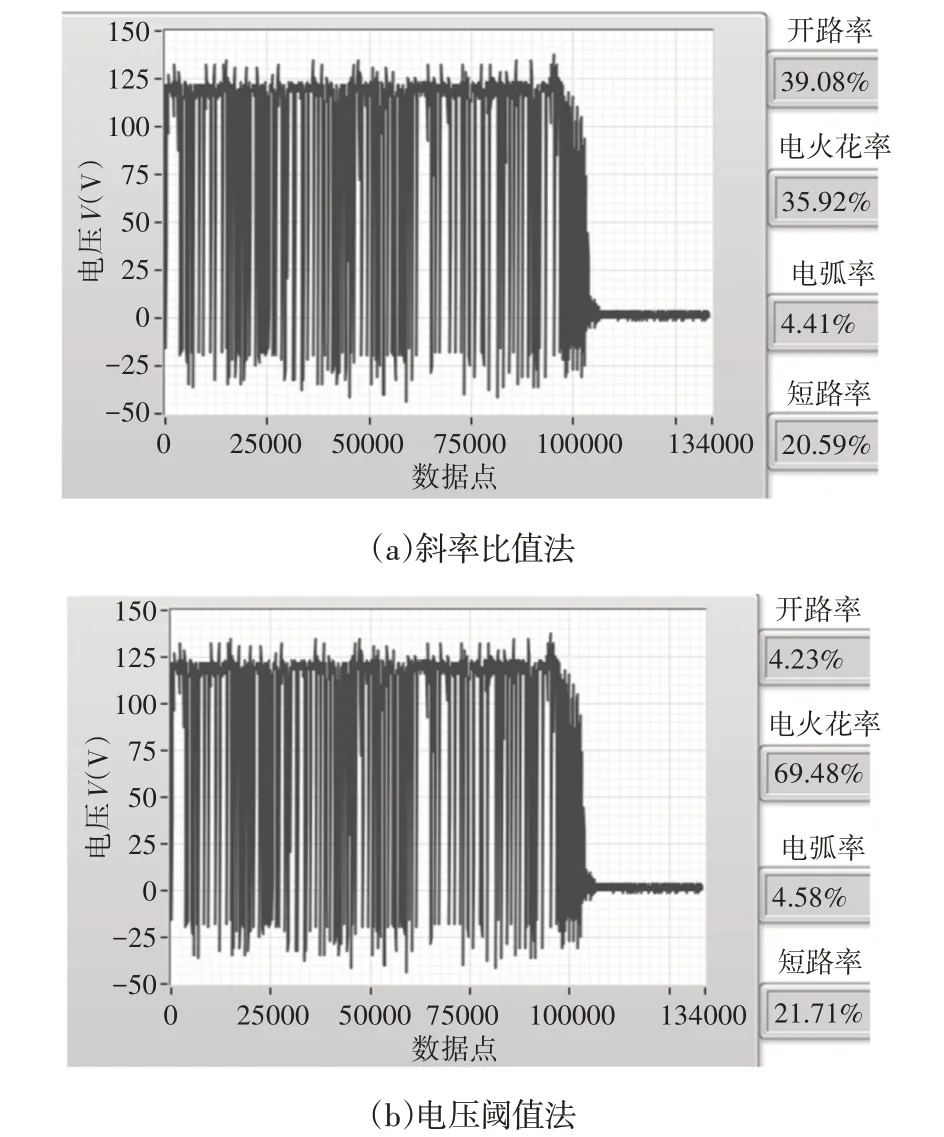
图10 粗加工,大量脉冲统计结果Fig.10 Rough Machining,a Large Number of Pulse Statistical Results
电压阈值法统计结果,如图10(b)所示,从图中可以看出电压阈值法仍然未能很好统计开路信息,这与图9 所示实验结果一致。因此,在开路与火花放电脉冲相间出现的情况下,使用电压阈值法未能很好的统计开路时间。
5.2 精加工实验
精加工实验中,RC 脉冲电源的电压值为100V,限流电阻R为1000Ω,电容值C为570pF,加工材料为粗加工后的纯钨棒直径为80Mm,介质为去离子水,采样率为6Ms/s。
精加工中,分别采用电压阈值法和斜率比值法对少量放电脉冲波形进行统计,统计结果,如图11所示。图11(a)共有19个脉冲,其中,含4个火花放电脉冲,15个开路脉冲。这与四种状态的统计信息是一致的,验证了理论分析的正确性,即斜率比值法不用调节电压阈值,因此斜率比值法具有更强的适应性。电压阈值法统计结果,如图11(b)所示。使用电压阈值法仍未能很好统计开路信息,且从粗磨到精磨加工时需要调节电压阈值。精加工,大量脉冲统计结果,如图12所示。从图12(a)统计信息可以看出精加工中放电脉冲以开路状态为主。与图10 粗加工相比,在精加工中火花率有所下降,这与精加工条件相符。电压阈值法统计结果,如图12(d)所示。从图中可以看出在精加工中,电压阈值法的开路占比有所回升,但仍未能很好的统计开路信息,且需要调节电压阈值。

图11 精加工,少量脉冲统计结果Fig.11 Finish Machining,a Small Number of Pulse Statistical Results

图12 精加工,大量脉冲统计结果Fig.12 Finish Machining,a Large Number of Pulse Statistical Results
因此基于斜率比值和变统计周期的脉冲识别方法具有有效性和可实用性,同时不需要调节电压阈值且可准确统计开路信息,从而该方法提高了检测精度和效率。
6 结语
主要针对脉冲电源放电周期不固定导致的脉冲识别系统中开路信息统计不准确问题和电压阈值检测法中需要设置与调节电压阈值问题,这里提出了一种基于变统计周期和斜率比值的脉冲识别方法,在理论上分析了该方法的有效性并使用NI采集卡和LabVIEW 软件开发了脉冲识别系统,用该系统进行了实验验证,结果表明:
该方法在微细电火花放电状态检测中具有可实用性,提高了检测的效率和精度,解决了开路信息统计不准确问题和电压阈值调节问题,试验结果和理论分析具有良好的一致性。另外该脉冲识别系统也解决了采集和存储速度不匹配问题,从而实现对采集数据的高速流盘。