加氢脱硫催化剂钠中毒失活机理
2024-02-23孙进陈晓贞刘名瑞刘丽牛世坤郭蓉
孙进,陈晓贞,刘名瑞,刘丽,牛世坤,郭蓉
(中石化(大连)石油化工研究院有限公司,辽宁 大连 116045)
在石油炼制工业中,加氢工艺是生产合格燃油和化工原料必不可少的重要技术,加氢催化剂的大量应用是其中的关键。但加氢催化剂在使用过程中会逐渐失活,催化剂的失活主要分为积炭失活和杂质沉积失活,其中积炭失活为可恢复性失活,催化剂可以通过再生除炭的方法重复使用[1]。而杂质通常来源于原料油本身或上游加工过程添加的助剂,如Ni、V和Si等,研究表明[2-4],杂质沉积会造成催化剂孔道堵塞因而难以简单再生恢复活性,需要通过加入预保护反应器等手段抑制杂质对主催化剂孔道堵塞的影响。
原油中的钠杂质通常是通过电脱盐方式去除[5]。对于采油过程中添加石油磺酸钠等含钠杂质高的原油,可以采用加入脱钠助剂辅助电脱盐,通过打破石油磺酸钠在油相和水相中的平衡的方法脱除[6],因此在柴油加氢处理装置原料油中不含有钠杂质。但受工业装置原料来源问题等影响,工业应用中发现如果柴油原料油中含有杂质钠,短时间内就会对加氢处理催化剂的活性影响极大,造成精制柴油产品硫含量上升,装置运行周期显著缩短,给炼厂造成不必要的损失。本文对钠中毒催化剂的物化性质进行分析表征,并结合活性评价结果对催化剂钠中毒机理进行了探讨。
1 实验
1.1 催化剂准备
钠中毒加氢处理催化剂取自某炼厂柴油加氢处理装置,为Ni-Mo型催化剂,根据上、下不同床层位置分别命名为A、B。相同牌号的仅积炭失活同种催化剂取自另一炼厂,命名为C。将上述失活催化剂经甲苯抽提除油后烘干,置于马弗炉中在空气气氛中进行烧碳再生,再生条件为500℃焙烧4h。再生后的催化剂分别命名为RA、RB、RC。
1.2 催化剂表征
催化剂上的碳含量采用日本HORIBA公司生产的EMIA-820V/FA 仪器测定,灵敏度为0.01μg/g。催化剂的元素组成采用日本Rigaku 公司生产的ZSX100e 型X 射线荧光光谱仪(XRF)分析。催化剂样品的孔结构性质采用micromeritics公司生产的ASAP2420物理吸附仪测定,以液氮作为吸附质,吸附温度为-196℃。催化剂样品的Brönsted 酸(B酸)和Lewis酸(L酸)含量通过吡啶吸附傅里叶变换红外光谱(FTIR)表征,采用Nicolet-6700 红外光谱仪测定。XRD 物相结构表征采用日本理学公司D/MAX2500 型X 射线衍射仪进行表征。H2-TPR表征采用Micrometrics 公司Autochem2920 型化学吸附仪进行。催化剂样品的径向杂质分布采用日本JSM-7500F型电镜附带的Falcon X射线能谱仪逐点进行分析并使用SEMQUANT 软件对所检测到元素的质量进行归一化逐点计算。
1.3 催化剂活性评价
催化剂的活性评价在10mL 微反加氢装置上进行,所用氢气为纯度99.9%的电解氢。反应器两端装填石英砂,中间段装填10mL 催化剂。硫化油为添加了体积分数为2%二硫化碳的直馏煤油,原料油为某炼厂两种馏程不同的常三线直馏柴油D1 和D2。硫化条件是在压力6.4MPa、液时空速LHSV=1.5h-1、氢油体积比500 条件下,催化剂升温至320℃并恒温硫化10h。硫化结束后换进原料油,升温至反应温度后恒定12h开始取样试验。恒定条件和硫化条件一致。精制油硫含量分析使用仪器为ANTEK-9000硫分析仪。以高压氩气作载气,高压氧气作助燃气,燃烧温度1100℃。
2 结果与讨论
2.1 积炭与杂质含量
对失活催化剂上积炭含量进行分析,如表1所示。通常工业上运转至后期的失活加氢催化剂积炭质量分数为8%~20%[2,7-8],而从表1 中可见,不同床层失活催化剂A、B 积炭质量分数分别为5.35%和5.67%,远低于工业积炭失活催化剂C 的积炭量10.54%,结果说明积炭不是催化剂A、B失活的主要原因。同时,对催化剂上Na 杂质元素分析采用XRF 进行分析并列于表1 中,对于其他元素,如Si、As、重金属V、Cr等,XRF分析结果表明,三种催化剂上含量极低且不具备显著性差异,非催化剂失活原因,因此并未列于表1中。与积炭失活再生催化剂RC 做对比,失活催化剂A、B 上的钠含量明显较高,且上床层催化剂RA 的钠质量分数为1.11%,高于下床层催化剂RB 的钠质量分数0.51%,说明杂质钠元素随原料油流动方向逐层沉积于催化剂上且已贯穿整个催化剂床层。钠杂质对加氢催化剂活性影响很大,对于工业催化剂,一般要求新鲜催化剂氧化钠质量分数为不大于0.08%甚至更低,以保证加氢催化剂的活性和长周期稳定性[9-10]。
表1 催化剂样品的积炭和Na杂质质量分数
2.2 孔结构性质与酸性质
对钠中毒再生后催化剂RA、RB的孔结构性质和酸性质进行表征分析,并与积炭失活再生催化剂RC、新鲜催化剂做对比,结果如表2所示。从表2可见,三种再生催化剂相比,钠中毒失活催化剂再生后比表面积从145.0m2/g 分别降低至138.1m2/g 和143.8m2/g;孔容从0.34cm3/g分别降低至0.32cm3/g和0.33cm3/g;孔径从6.55nm增大至6.88nm和6.82nm,新鲜催化剂的比表面积、孔容和孔径分别为149.3m2/g、0.35cm3/g 和6.51nm,其孔结构性质与再生催化剂RC较为接近。同时结合XRF结果中无较多杂质沉积,说明钠中毒对再生后催化剂的孔结构影响较小,不存在因杂质堵塞孔道造成再生催化剂孔结构性质破坏的问题。但钠杂质仍然对再生后催化剂的孔结构性质造成了少量的影响,钠杂质含量越高,催化剂的孔容越小,平均孔径越大。图1为再生后催化剂RA、RB 和RC 的孔径分布图,可以直观表示催化剂中毒后孔径差异。从图1 中可见,与积炭失活再生催化剂相比,钠中毒再生催化剂4~6nm 范围内的孔径占比明显下降,>6nm 的孔径占比提高,说明钠中毒催化剂再生后小孔遭到破坏,且钠杂质含量越高,催化剂小孔比例越低。原因是由于碱金属钠的存在,导致催化剂的活性金属硫化物,如MoS2等在高温再生氧化的过程中与钠反应,从而发生钠化焙烧反应现象[11-12],促进生成的Na2MoO4、MoO3等聚集生长,堵塞载体小孔孔道,导致4~6nm范围内的孔径占比下降。
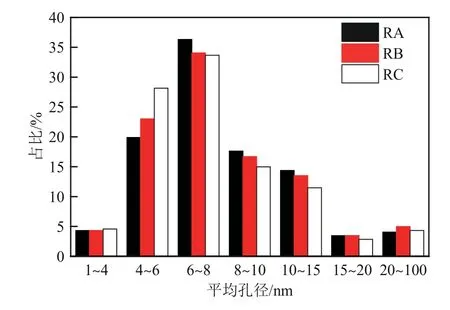
图1 催化剂的孔径分布图
对于催化剂的酸性影响,表2 中吡啶红外吸附分析数据表明,钠中毒再生后催化剂RA、RB总酸量大幅度降低,从0.545mmol/g 分别降低至0.362mmol/g 和0.424mmol/g。B 酸 与L 酸 均 同 时 降低,且B酸降低幅度更大,B酸/L酸比值从0.18分别降至0.13 和0.15。研究表明[13-14]载体的酸性对催化剂的性能影响很大,加氢反应过程中酸性位与活性金属组分协同存在氢溢流现象,Na 杂质的存在减少了催化剂的酸量[15],导致催化剂活化氢能力降低,抑制了加氢反应,对于芳烃及含芳环硫化物,降低了其加氢反应的发生。Phung 等[16]研究发现,即使是少量的碱金属(300μg/g)就会显著地湮灭氧化铝上最强的部分L酸性位,而1%含量Na则会完全改变氧化铝表面性质。La Parola等[17]研究了Na对载体酸性的影响,发现载体中添加Na 能够降低载体的B酸与L酸的比值,从而影响催化剂对噻吩的加氢脱硫活性。Venezia 等[18]研究认为酸性位能够与富电子的噻吩分子相互作用,当靠近活性金属粒子上的活化氢时,发生氢溢流加氢,使S—C 键断裂,促进脱硫反应。本文酸性质分析表征结果也证实了Na 杂质沉积对催化剂酸性的影响与含钠载体的作用一致,少量的Na 杂质也会使催化剂的酸量显著下降。
2.3 XRD、H2-TPR表征及杂质元素分布
对再生后催化剂的晶相结构进行表征,结果见图2。从图2中可见,所有再生催化剂RA、RB和RC均在46.0°和66.7°出现γ-Al2O3的衍射峰(JCPDF#29-0063)。同时,随着催化剂上Na2O含量的提高,在27.3°处和23.3°处逐渐出现MoO3的特征衍射峰(JCPDF#05-0508);在26.7°处逐渐出现NiMoO4的特征衍射峰(JCPDF#45-0142)。这一结果表明催化剂上活性金属MoS2相在氧化再生过程中转变为MoO3和NiMoO4相。当催化剂不含有Na2O时,氧化再生后不会形成聚集颗粒MoO3和NiMoO4相,因此未出现明显的特征衍射峰。当含有Na2O 时,催化剂氧化再生后的MoO3和NiMoO4相会聚集形成颗粒,表现为较强的特征衍射峰,且Na2O 质量分数达到1.11%的再生催化剂RA 的特征衍射峰更强,再次证实钠化焙烧反应对催化剂活性金属物性结构的影响更大。但在XRD谱图中未发现Na2MoO4相的衍射峰,原因是催化剂上Na 杂质含量较低,生成的Na2MoO4相无法通过XRD表征分析检测出[19]。
H2-TPR分析可以表征催化剂活性金属-载体间相互作用的强弱,图3 是再生催化剂TPR 表征结果。从图中可以看出,不含钠再生催化剂的还原峰最低,为432℃,钠中毒再生催化剂的还原峰温度升高,且中毒催化剂的钠含量越高,其还原峰温度越高,分别为443℃和451℃。研究发现温度为400~600℃区间的H2-TPR还原峰是Mo6+相被还原为Mo4+相。这类Mo 物种为多层或无定形钼氧化物,易于被硫化生成高活性硫化态。文献报道[17,20-21]Na元素的存在使催化剂可还原温度升高,在还原过程中残留部分难还原Mo 物种,硫化后催化剂残留的Mo—O键极化Mo—S共价键,使其离子性增强,脱硫活性降低。同时,有研究发现[14]催化剂的可还原性与载体B酸量和Na含量相关,B酸含量相近的催化剂,Na 含量越高,则还原温度越高;Na 含量相近的催化剂,B酸含量越高,催化剂的还原温度越低。本研究中RA催化剂具有最高的Na含量和最低的B酸含量,其还原温度最高;而RC催化剂无Na杂质且B酸含量最高,其还原温度最低。
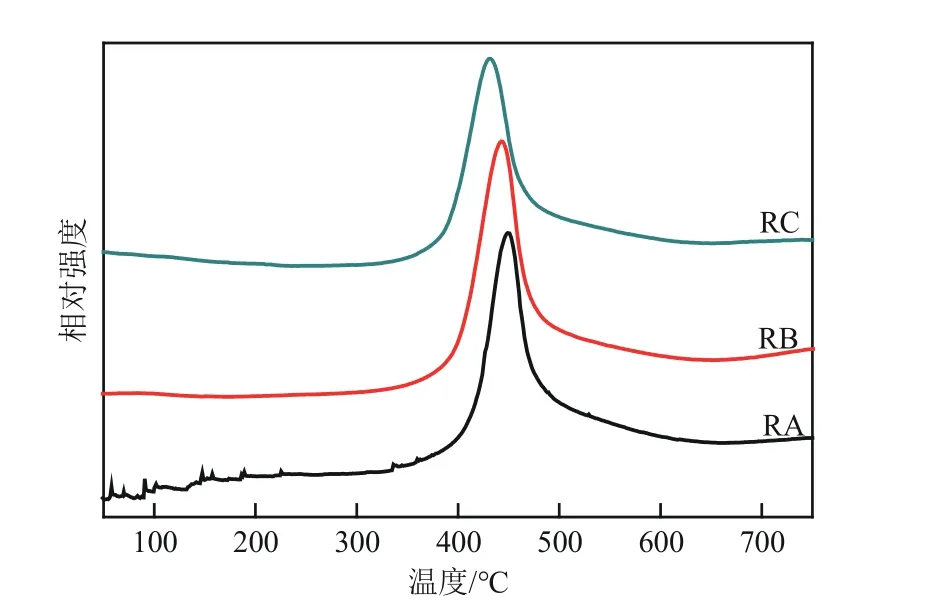
图3 再生催化剂的TPR谱图
为了进一步得到再生催化剂上Na 元素的沉积分布规律,对再生催化剂RA、RB分别进行扫描电子显微镜-能谱分析(SEM-EDS)。具体方法是将催化剂横截剖面由外至内采样9个均匀分布的位进行逐点扫描,其中催化剂的边缘记为点1,横截剖面中心记为点9。将钠中毒再生催化剂RA、RB的SEM-EDS 结果作图4。从图4 可知,催化剂RA 径向上Na元素分布保持在质量分数0.85%上下,催化剂RB径向上Na元素分布保持在质量分数0.36%上下,说明再生催化剂上Na 元素沿径向分布较为均匀,证实Na 不是单独堵塞于催化剂外表面,而是均匀分布于整个催化剂界面,故不存在大孔道堵塞现象。

图4 再生催化剂上Na沉积径向分布
2.4 催化剂活性评价结果
分别以某炼厂两种不同馏程的常三线直馏柴油D1和D2为原料油评价再生后催化剂RA、RB和RC的活性。原料油D1馏程较轻,95点和终馏点分别为336.9℃和341.8℃;原料油D2 馏程较重,95 点和终馏点分别为360.9℃和371.4℃。较低的95点和终馏点使原料油D1 中不含有相对难脱除的含取代基芳环大分子硫化物,其密度、硫含量均显著低于原料油D2,具体性质见表3。

表3 原料油性质
图5分别为D1和D2原料油在不同温度条件下加氢处理后精制油的硫含量,从图中可见,钠中毒再生催化剂脱硫活性低于积炭再生催化剂,且催化剂上Na 含量越多,催化剂的脱硫活性越低。当原料柴油馏程较轻时,如图5(a)所示,提高反应温度,所有催化剂的脱硫活性明显提高;当反应温度升至365℃时,所有精制油硫含量均低于10μg/g,可以满足柴油国Ⅵ标准中硫含量要求。而当原料柴油馏程较重时,如图5(b)所示,钠中毒再生催化剂脱硫活性显著降低,且提高反应温度对催化剂脱硫活性无显著提高作用,当反应温度由365℃升至385℃时,RA催化剂加氢处理产品硫含量仅从34.8μg/g降至30.7μg/g,无法使精制油硫含量低于10μg/g。
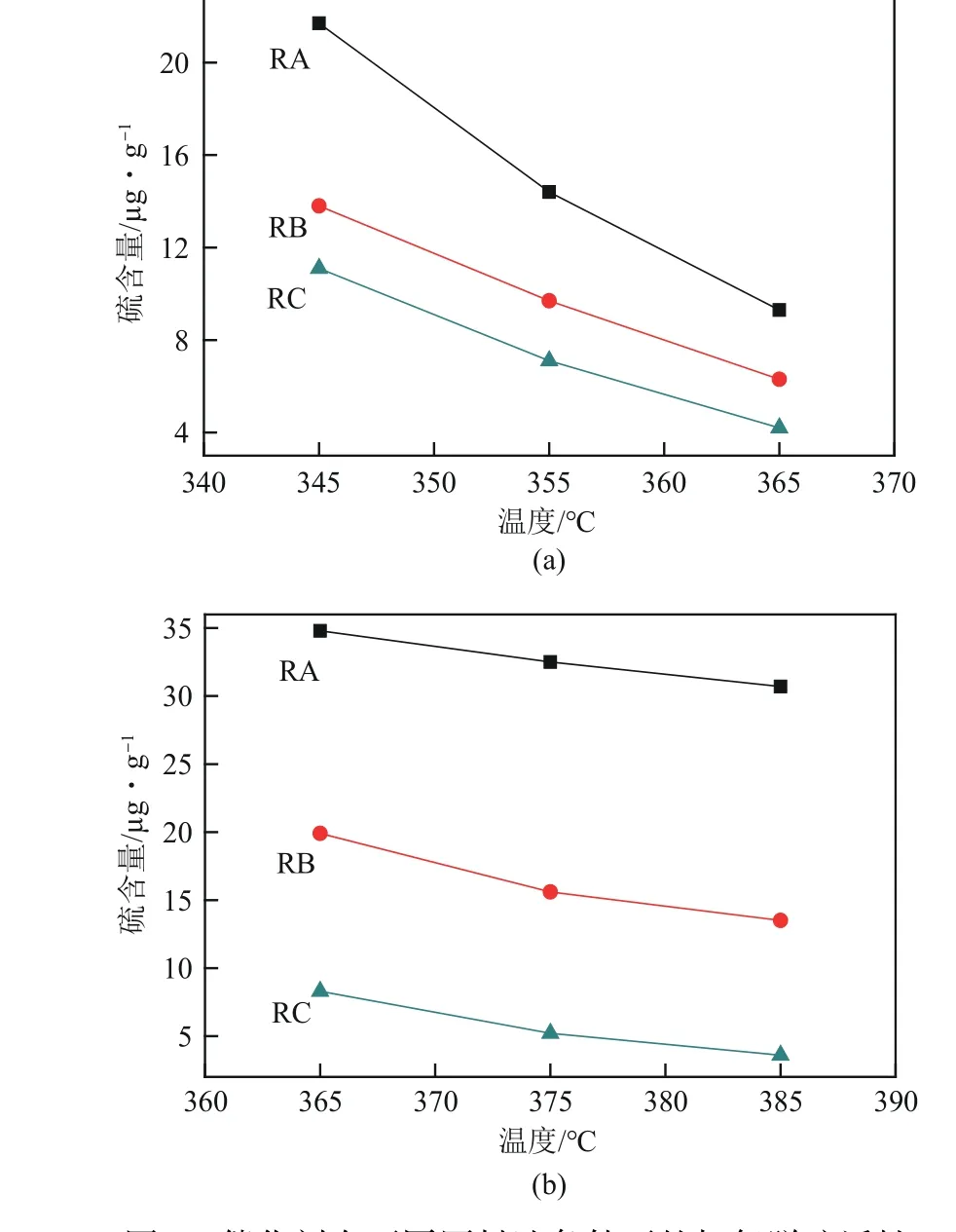
图5 催化剂在不同原料油条件下的加氢脱硫活性
2.5 催化剂钠中毒失活机理
表4给出了不同结构硫化物的相对脱硫反应速率及沸点[22],从表中可见,含取代基的二苯并噻吩类硫化物主要集中于大于340℃的柴油馏分中。这类硫化物为平面结构,存在空间位阻效应,相对脱硫反应速率低。脱硫反应路径是先进行苯环加氢饱和反应后,将平面结构转化为立体结构,消除掉空间位阻效应后才能进行吸附脱硫。对于柴油加氢处理反应,当要求把精制柴油硫含量从50μg/g 降低到10μg/g 以下时,含取代基的二苯并噻吩类硫化物也必须绝大部分脱除。当柴油原料油馏程较轻时,例如D1原料油终馏点为341.8℃,原料油中硫化物主要为苯并噻吩和不含取代基的二苯并噻吩类硫化物,能够通过直接脱硫途径反应,相对易于脱除。虽然钠中毒失活催化剂的酸量再生后显著下降且无法恢复,但是通过提高反应温度的手段强化直接吸附脱硫反应,仍然能够将精制油硫含量控制小于10μg/g。而当柴油原料油馏程较重时,例如D2原料油终馏点为371.4℃,原料油中硫化物包含带有取代基的二苯并噻吩类化合物,需要催化剂具有较强的芳环饱和性能才能脱除此类硫化物。但是催化剂上钠杂质沉积越多,酸量下降越大,且再生后形成结晶度更高的MoO3和NiMoO4物相,Mo物种更难于被还原,导致催化剂的芳环加氢活性受到抑制,受芳烃加氢热力学平衡影响,温度过高芳烃加氢反应受到抑制,因此提高反应温度也无法将精制油硫含量控制小于10μg/g。
表4 不同硫化物的脱硫速率和沸点
加氢脱硫催化剂钠中毒机理示意图见图6。对于加氢催化剂积炭失活,其失活机理是催化剂上的孔道被积炭堵塞,同时硫化态金属活性位被积炭覆盖,导致催化剂失活。经过氧化除炭再生后,催化剂的孔结构得到有效恢复,硫化后金属活性位也得以暴露,催化剂的加氢活性可以较好地恢复。但是对于钠中毒加氢催化剂的失活,其失活机理是少量Na 杂质沉积于催化剂酸性位上,导致催化剂的酸量迅速下降,进而导致催化剂无法将含取代基二苯并噻吩类硫化物高效加氢脱硫,催化剂表现为失活。经过高温除炭的再生过程会引起钠化焙烧反应,再生后的催化剂含有MoO3和NiMoO4聚集颗粒,导致硫化后金属活性位无法得到完全恢复。同时,Na 杂质仍旧占据催化剂酸性位,催化剂的酸性质也无法得到恢复,再生后的催化剂加氢活性显著下降。此外,SEM-EDS 分析结果表明,Na 杂质在催化剂内外近似于均匀沉积,加氢处理催化剂对Na 杂质无显著的吸附作用,在催化剂上沉积量很小的情况下,Na 杂质就可以在原料油物流的推动下穿透整个催化剂床层,导致催化剂活性在短时间内迅速下降,对应工业装置上表现为催化剂活性显著降低且提温效果不明显,装置运转周期迅速下降。
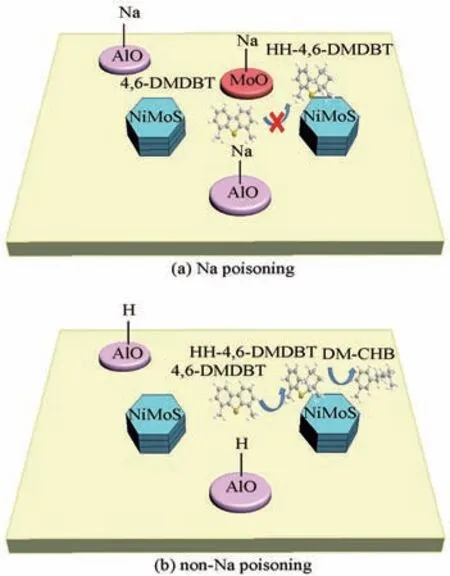
图6 加氢脱硫催化剂钠中毒失活机理示意图
3 结论
(1)对钠中毒加氢催化剂进行研究后发现,其积炭量显著低于同牌号积炭失活催化剂,再生后催化剂比表面积、孔容略减小,孔径略增大;酸量与未含钠杂质的再生催化剂相比明显降低且B酸下降更多,钠中毒加氢催化剂失活的原因是酸量的降低而不是积炭或者孔道堵塞。
(2)再生后催化剂出现MoO3聚集且钠杂质的存在强化了MoO3聚集现象,活性金属还原温度也随钠的沉积量增高而升高,脱硫活性随着钠杂质含量增加而降低,且对于含重组分原料油活性降低更为显著,提高反应温度也无法使脱硫活性明显提高。
(3)研究认为钠中毒加氢催化剂的失活机理是酸量显著下降,同时再生后活性金属出现聚集,导致催化剂加氢性能的降低。在脱硫反应过程中,含取代基芳环的大分子硫化物,如二甲基二苯并噻吩等,脱硫反应路径为先加氢生成二氢二甲基二苯并噻吩,然后脱硫。催化剂加氢性能的降低使催化剂脱硫活性下降,表现为催化剂失活。此外,Na 杂质沿催化剂径向均匀分布,催化剂对Na 杂质无明显吸附效果,导致少量Na 杂质即可穿透整个催化剂床层,工业装置运行周期显著下降。
