双极膜研究进展及应用展望
2024-02-23罗芬杨晓琪段方麟李小江吴亮徐铜文
罗芬,杨晓琪,段方麟,李小江,吴亮,徐铜文
(中国科学技术大学化学与材料科学学院,安徽 合肥 230026)
在过去的几十年里,电解水制氢、燃料电池和光电解电池等可再生能源转换技术引起了人们的广泛关注。离子交换膜由于具有允许离子载流子通过、分离阳极和阴极之间的反应物和产物、为电极反应提供单一可控的环境等功能,被广泛应用于上述电化学技术[1-2]。双极膜(BPM)是一种由阳离子交换膜层(CEL)和阴离子交换膜层(AEL)及中间层(IL)复合而成的新型离子交换膜,首次由Frilette[3]提出并将其引入电化学领域。类似于PN结[4-5],如图1 所示,当在BPM 两侧施加正向偏压时,膜两侧的H+和OH-在电场的驱动下迁移至界面层复合成水分子;当在BPM两侧施加反向偏压时,中间层的正负离子在电场的驱动下分别通过阴阳膜层向主体溶液迁移,形成了高达108V/m 的电势梯度,从而迫使中间层的水分子解离(WD)[6-7]。水解离产物H+和OH-在阴阳两极电势差的驱动下分别向膜两侧的主体溶液迁移到不同的隔室,与此同时消耗的水又从主体溶液通过膜层扩散到IL 得以补充[8]。研究人员针对这一特殊的WD 提出了多种模型和机理[9-10],推动了BPM 的研究进展。与常规水解离相比,此过程具有无气体生成、能耗低的优点,因此被广泛应用于双极膜电渗析(BMED)技术,实现含盐物料资源化。

图1 双极膜界面层水解离/缔合
BPM 能够有效防止膜层两侧的离子交叉,为两侧提供了不同的电解质反应环境,拓宽了其应用范围。新兴的应用包括:利用BPM 在(光)电化学水解产氢,阳极和阴极电催化剂可以在不同的局部pH 下稳定工作[11];在二氧化碳电解槽中,双极膜有效抑制了碳酸根离子交叉渗透,因此增加了二氧化碳利用率和电解槽法拉第效率[12];在燃料电池中为电极催化反应提供理想的pH 条件[13];在酸碱液流电池中,利用BPM 在反向、正向偏压下进行充放电来获得高效能量存储效率[14];利用BPM的唐南效应排斥相反电荷来抑制离子交叉渗透,并通过界面层WD产生的H+和OH-在膜层中快速传导来实现高效率电化学合成氨[15]。BPM 中间层水解离/缔合效率对BPM 的性能提升至关重要。在BPM 界面层引入聚合物,如磺化聚醚酮[16]、聚苯胺[17],或金属(氢)氧化物催化剂,如Fe(OH)3、Al2O3、TiO2和SnO2,可以显著降低BPM的水解离电压[18-20]。目前,大部分BPM受限于水解离电压高、膜层脱落、起泡、催化剂泄漏等问题,无法实现大规模化应用。
为了满足BPM在不同领域工业化的应用需求,必须对BPM 的性能进行不断提升,而对BPM 界面层进行精准调控是提升其性能的重要手段。BPM水解离电压的调控主要是通过改变催化剂的种类以及制备工艺来实现,而膜层脱落和起泡等问题主要是通过膜层的复合工艺来改善。与此同时除了调控阴阳膜层材料外,界面层催化剂的稳定性以及固定方式也对BPM 的稳定性产生巨大影响。因此,本文将从BPM 水解离机理出发,详细介绍BPM 界面层催化剂种类、界面构筑方式及膜层复合工艺,为BPM 的工业化应用提供新思路。同时,针对当前BPM 主要应用于双极膜电渗析过程,本文对BPM在用于电解水制氢、二氧化碳还原、燃料电池、液流电池、电化学合成氨等电化学应用领域前景进行了展望。
1 BPM水解离机理
BPM 的水解离反应主要发生在界面层。普通的水解离是一个可逆的反应过程,正向反应时水解离生成H+和OH-,反向反应时H+和OH-复合生成水。若将BPM的水解离认为是普通的水解离现象,在无外加电场时,BPM水解离产生H+和OH-的通量计算如式(1)。
式中,k0d,w为无外加电场下的水解离速率常数,=2.5×10-5s-1;cW,J为BPM界面层水分子浓度,cW,J=10mol/L;λ为BPM界面层的最大厚度,λ≈10-8m[21]。由式(1)可得H+和OH-的通量约为2×10-9mol/(m2·s),然而BPM 界面层水解离产生的H+和OH-的通量高达10-2mol/(m2·s)[22],远高于无外加电场时的通量。理论与实际结果不一致说明BPM 界面层的水解离不同于常规水解离。因此,发展了如图2所示的两种水解离模型。

图2 水解离模型[23]
1.1 第二维恩效应模型(场强增强理论)
第二维恩效应指的是在外界场强足够高的情况下,弱电解质的电导会随电场强度迅速增加,即欧姆定律会失效[24]。Onsager等[10]提出了一种动力学模型,其综合考虑了外加电场作用与荷电粒子之间的库仑相互作用,水解离过程如式(2)。
该模型中,构型a 和构型b 之间属于化学构型转化,构型b 和构型c 之间属于静电相互作用的复合和分解。Onsager 的动力学模型假定只有kbc与电场有关,而kcb和化学构型转化(kab、kba)均不随场强变化。即在外加电场情况下,kbc增大,而kab、kba和kcb保持不变,此时反应向正向进行,水发生解离生成OH-和H+。电场强度与解离速率的关系如式(3)和式(4)。
式中,I1为一阶贝塞尔函数;E为电场强度,V/m;εr为样品介电常数;T为温度,K。当外加电场大于6×107V/m时,可变换为式(5)。
这里假设的BPM 界面层是尖锐结合的,当界面层可移动的离子被完全耗尽时,水分子的解离趋近于弱电解质的解离。将BPM的E值(108V/m)代入上式,可得kd,SWE/k0d,w约为107,解释了BPM 界面层水解离速率随场强增强的原因。虽然Onsager[25]提出的第二维恩效应能够解释BPM 界面层水解离速率随场强增强的原因,但是在实际应用过程中仍存在一定的局限性。第二维恩效应理论仅在107~108V/m 的电场强度范围内适用,而实际BPM 的水解离场强高达108~109V/m。另外,该理论还未能解释实际过程中阴离子交换膜水解离速率比阳离子交换膜的水解离速率大的原因[22],无法确保第二维恩效应理论的普适性。
1.2 化学反应模型
BPM 界面处发生水解离时,除了要考虑局域高电场外,膜层上的固定基团的化学属性也对其有影响。因此,Simons[9]研究了膜层上的固定基团(—COO-、—SO3-、—NH4+)对水解离反应的影响,并提出了化学反应模型。该模型认为水分子和膜上固定的荷电基团发生了质子化-去质子化效应,从而生成了H+和OH-。
对于阴离子交换膜上的固定弱碱性基团B,其水解离过程如式(6)和式(7)。
对于阳离子交换膜上的固定弱酸性基团A-,其水解离过程如式(8)和式(9)。
上述水解离反应中,BH+和A-为催化活性位点,利用质子转移分别促进阴阳离子交换膜上的水解离反应。BPM 同时具有阴离子交换膜上的弱碱性基团和阳离子交换膜上的弱酸性基团,因此该质子化-去质子化反应生成OH-和H+适用于BPM的水解离。该化学反应模型指出的是膜上固定基团促进了水解离,但是其他研究发现中间层引入的催化剂(金属氧化物、金属氢氧化物、金属离子等)也能与水分子发生质子化-去质子化反应[26],催化水解离。
Strathmann等[27]将质子化-去质子化反应与第二维恩效应相结合,建立了水解离模型:在BPM 水解离电解池中,BPM 与外电路构成闭合的回路。当在BPM 两端施加反向偏压时,BPM 通过离子传导维持回路电流。在低电场强度下,BPM 中只有盐离子通过维持电流;当电场强度进一步增大时,进入BPM 界面层的盐离子通量小于从界面层流出的盐离子通量,无法维持电流,界面层的离子耗尽,形成耗尽区;当场强增加到某一特定值时,高电场促进了第二维恩效应的发生,而水的结合速率不变。因此界面层发生了水的解离反应,生成的OH-和H+承载了电流。与此同时,膜层上的荷电基团发生的质子化-去质子化效应进一步促进了水的解离,导致H+和OH-离子通量明显上升。
2 BPM界面层催化剂
研究证明,双极膜的水解离反应主要发生在阳膜层和阴膜层之间的界面层。Simons[28]认为水解离过程受膜层固定电荷基团的影响,并且提出了质子化-去质子化理论来解释水解离过程与膜层固定电荷基团之间的关系。而后Greben等[29]通过研究含有不同固定基团(磺酸基、羧基、膦基)的阳离子交换层对BPM 的水解离电位差的影响,证明了膜层上的固定基团直接参与水的解离反应并且提高了水解离速率,发现BPM 的水解离电位差与固定基团的解离常数有关,且解离常数越小,电位差越小。因此,弱电基团如阳离子交换层中的酚基、磷酸基或羧基,以及阴离子交换层中的伯仲叔胺基、吡啶基或咪唑基等均能催化水解离反应[9]。然而,如前所述,虽然弱电基团可以加速水的解离,但是为了获得高H+和OH-的通量,双极膜的膜层必须含有强电基团,如磺酸基、季铵基或季吡啶基等。
基于上述提及的第二维恩效应和电化学反应模型,增强电场强度或引入催化剂均可以促进BPM的水解离,但是二者的相互作用以及水解离催化剂的基本设计原则仍不清楚。基于此,Boettcher等[20]通过对具有可控的水解离催化剂负载量、粒度、组成和电化学性能的BPM 进行数值模拟和测量,发现半导体纳米颗粒如TiO2等存在一个显著的较佳载量范围10~30μg/cm2(厚度200~600nm,粒径20~30nm)。然而,对于IrOx、锑掺杂氧化锡(ATO)和Pt 纳米颗粒等电子导体来说,其负载量显著提高(>100μg/cm2)。通过共同控制水解离催化剂的载量、粒度和组成,发现在BPM 的界面层引入30nm 的TiO2催化剂(载量19~29μg/cm2),其在500mA/cm2电流密度下的电解水槽压达到当前报道的低值2V(图3)。同时,该作者结合阻抗分析和材料表征,证明了导电作用是通过屏蔽效应和聚焦界面电场来进一步产生电化学梯度的变化,影响其水解离性能。另外,该作者还发现离子导电性对电催化性能无显著影响。
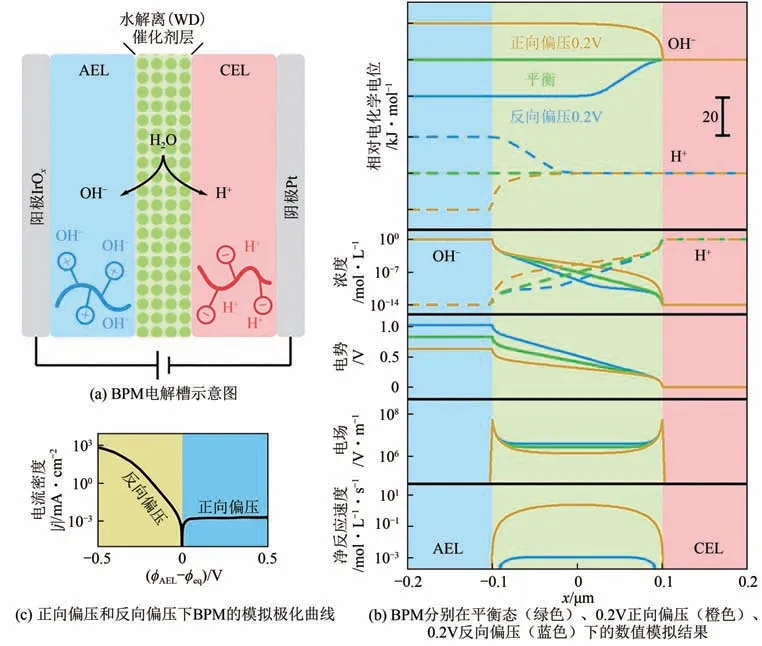
图3 BPM界面层引入TiO2催化剂的水解离性能[20]
BPM 的水解离机理为第二维恩效应模型(场强增强理论)和化学反应模型(质子化-去质子化反应),当电流密度一定时,很难调控电场强度,即难以从第二维恩效应模型方面来增强BPM 的水解离,需要额外地向界面层引入催化剂(表1),即从化学反应模型方面来增强BPM 的水解离,因此开发高效的催化层是当下BPM的研究热点。催化剂的活性受多种因素的影响,具有多反应位点的高催化活性催化剂具有较低的活化能垒,根据质子化-去质子化理论可知,同时含有质子供体和质子受体官能团的催化剂具有更加优异的水解离性能[46]。

表1 水解离催化剂的种类
2.1 大分子物质催化剂
含有弱酸、弱碱官能团如胺基[31]、季铵基[32]、吡啶基[33]、羧酸基[30]、磺酸基[31]等的大分子物质具有良好的催化效果,如牛血清蛋白、合成高分子聚乙烯醇、聚苯胺(PANI)等。Xu 等[17]通过在阳离子交换膜上原位生长PANI 作为中间层制备双极膜(PIL-BPM),通过改变PANI 的生长时间来制备出具有不同界面层厚度的PIL-BPM。如图4 所示,PANI中的—NH—基团作为水解离的催化剂,发生质子化-去质子化反应,催化双极膜的水解离,显著降低了跨膜电压。Zhu 等[47]采用亲水性聚乙烯醇作为中间层催化剂,在聚乙烯醇喷涂圈数相同的情况下,低浓度的聚乙烯醇可以显著降低水解离电压,但高浓度的聚乙烯醇增加了中间层的厚度,提高了膜电阻。此外,树状大分子(PAMAM)[34]和Boltorn H20[35]作为一种新型的聚合物催化剂也引起了人们的注意。树状大分子具有高度分支的球形结构,与其他聚合物相比,每摩尔物质的催化活性基团含量要高得多。然而,由于它们的结构和尺寸较大,将其固定到BPM界面层十分困难。

图4 PIL-BPM水解离[17]
2.2 金属/金属配合物催化剂
金属类物质是比较常见的催化剂,通常以过渡金属或贵金属为主。可溶性金属离子作为催化剂具有成本低、水解离效率高等优点,因此常被用来作为BPM 的界面层催化剂。然而,可溶性金属离子作为BPM 界面层催化剂面临着严重泄漏的问题,导致BPM 的稳定性下降以及水解离电压升高。选择高分子来络合金属离子可以降低单一金属离子作催化剂的溶解度,从而能够减少中间层催化剂泄漏问题。Xu等[36]利用大分子聚合物聚乙烯亚胺(PEI)与可溶性FeCl3配位制备复合结构催化剂做界面层,制备“三明治”结构双极膜[Fe(Ⅲ)@PEI-BPM],如图5所示。PEI上大量的—NH2基团与Fe3+形成配位键,从而显著提高金属离子的稳定性,减缓其在水解离过程中的泄漏。与此同时,该络合催化剂具有可以有效结合两种催化剂的优势,同时兼得无机催化剂的高催化效率与高分子有机催化剂的稳定性。实验结果表明,当电流密度为320mA/cm2时,Fe(Ⅲ)@PEI-BPM 的跨膜电压为1.88V,比PEIBPM和FeCl3-BPM分别降低56%和36%。另外,在60mA/cm2的恒流测试下,Fe(Ⅲ)@PEI-BPM 的电压增长速度(5.93mV/h)远低于FeCl3-BPM的电压增长速度,说明当以金属离子作为BPM 中间层催化剂时,以配合物的形式引入金属离子催化剂可以提高BPM 的稳定性。Xu 等[37]还将星形树状大分子聚酰胺(G4)和Cr3+的络合物作为BPM 界面层催化剂,当Cr3+和G4 的物质的量比为20 时,水解离效率最高,且与单独的G4 或Cr3+作界面层催化剂相比,具有更加优异的催化效果和稳定性。
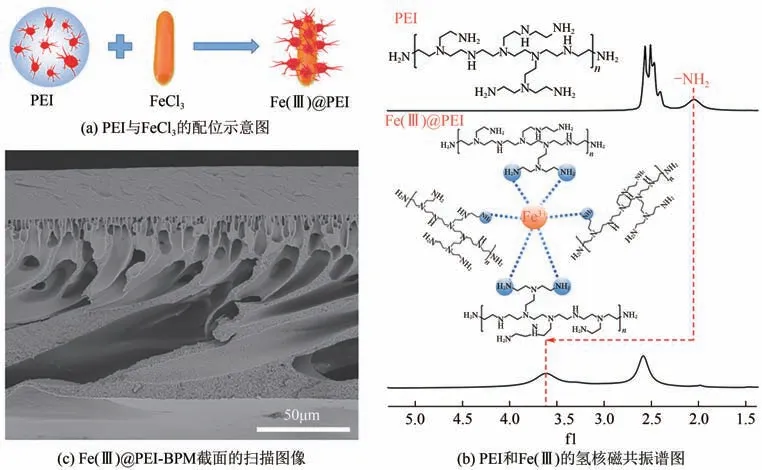
图5 Fe(Ⅲ)@PEI络合物作双极膜界面层催化剂[36]
2.3 金属氧化物/氢氧化物催化剂
目前大多数BPM 使用金属氧化物/氢氧化物作为催化剂。Oda 和Yawataya[39]通过实验发现,当Ca2+或Mg2+等金属离子作电解质时,电膜系统中的水解离速率会显著增加,伴随着水解离过程中单极膜表面不溶性金属氢氧化物Mg(OH)2的形成,H+和OH-通量显著增加。他们认为水解离速率增加的原因是Mg(OH)2参与了式(10)和式(11)的水解离反应过程。
此外,Mel’nikov等[19]研究了一系列的离子基团与一些过渡金属氢氧化物在水解离反应中的催化活性,图6为不同催化剂的活性顺序,其中kL代表正向水解离反应速率常数。

图6 水解离反应中一系列离子基团和金属氢氧化物水解离活性顺序[19]
2.4 金属有机框架(MOFs)催化剂
另一类对质子-去质子化反应具有催化活性的化合物是金属有机框架(MOFs),即由金属离子与有机配体通过配位键组成的化合物。因此,MOF材料具有两个不同的催化位点,分别是中心的无机催化基团(金属基团)和配体中的有机催化基团(如胺基)。此外,MOFs 的配位结构能够有效减少金属离子的泄漏,延长其使用寿命[40]。Wang等[40]将同时具有胺基、羧基官能团及Fe(Ⅲ)的多孔材料Fe-MIL-101-NH2引入BPM 的界面层,大大降低了BPM的跨膜电压,且在MOFs的配位作用下,有效避免了界面层Fe(Ⅲ)的迁移损耗。6h 运行后,含Fe-MIL-101-NH2的BPM 跨膜电压无明显变化,而含Fe(Ⅲ)的BPM跨膜电压大概上升了0.5V。
2.5 新型催化剂
氧化石墨烯(GO)由于具有较高的比表面积,且含丰富的羟基、羰基、羧基等含氧官能团,是一种优异的催化材料。有研究表明,与GO 表面接触的水分子的氢键能诱导质子转移,使得水分子解离的活化能垒降低,且由于GO 具有良好的亲水性,其被广泛应用于BPM 催化水解离。McDonald和Freund[41]将GO 引入界面层后,其过电位降低了75%。此外,GO 薄膜的沉积条件会显著影响薄膜的催化活性,进而可以影响BPM 的水解离性能。Chen 等[42]通过喷涂的方式将GO 引入到热压制得的二维结构BPM的界面层,其在500mA/cm2电流密度下的产酸产碱性能优于无GO 界面层的二维结构BPM 和商业膜。Liu 等[43]利用碳纳米管(CNT)表面离子基团与Fe(Ⅲ)之间的相互作用,将其固定用于BPM 的界面层,有效降低了催化剂的泄漏。Bhowmick等[44]将V2O5纳米片与聚乙烯醇(PVA)共混作为BPM界面层的催化剂,其表现出较高的水解离性能。Amorim 等[45]将新型双相磷化钴-二碲化钴(CoP-CoTe2)纳米线引入到BPM的界面层,在酸-碱双电解质中实现水解离,其起始电压低至1.13V。
3 水解离催化界面层构筑方式
在BPM 的界面层引入水解离催化剂是增大BPM 水解离效率的有效手段之一。然而,由于催化剂与膜层之间的结合力有限,BPM 在使用过程中常常出现催化剂泄漏的现象,进而导致BPM 的水解离电压升高、使用寿命变短的情况。因此,除了制备高效的水解离催化剂外,将催化剂精准固定在界面层也至关重要。此外,为了扩大BPM 的应用范围,需要精密的构筑界面层以实现在极端pH条件下跨膜电压的稳定性。
3.1 浸蘸法
浸蘸法是将阳离子交换膜或阴离子交换膜浸泡在催化剂溶液中一段时间,干燥后即在阳离子交换膜或阴离子交换膜上得到BPM的界面层。例如Xue等[48]将阴离子交换膜浸泡在AgNO3溶液中,得到AgCl形式的界面层催化剂,催化了BPM的水解离。
3.2 涂覆法
涂覆法指的是将催化剂溶液涂在阳离子交换膜或阴离子交换膜表面,干燥后即得界面层催化剂。或者将膜固定在转盘上,利用离心力将催化剂溶液分散在其表面,干燥后即得界面催化层,这种方法叫旋涂法。Simon 等[49]通过涂覆的方式将金属盐溶液引入到BPM 的界面层,探究了金属离子对BPM的水解离催化性能,结果发现涂覆氯化锆和偏硅酸钠混合溶液的BPM 性能更佳,且在1mol/L KCl 溶液体系下,BPM在100mA/cm2的电流密度下,电压为1.2V,与空白样相比下降了70%。
3.3 静电组装
传统的BPM 中间界面层构筑方法可能存在中间层与基膜间相互作用无或弱的问题,导致BPM在实际测试过程中出现分层或性能不稳定的情况。而静电组装指的是利用催化剂与阳膜层或阴膜层间的静电吸引力将其固定在BPM 的界面。Xu 等[36]通过静电组装Fe(Ⅲ)配合物来构建BPM界面层,利用多孔阳膜上的—COOH官能团与Fe(Ⅲ)@PEI催化剂中的—NH2基间的静电相互作用,将Fe(Ⅲ)@PEI催化剂固定在多孔结构的阳膜上,形成高效而稳定的水解离催化层,有效实现界面间传质阻力与电渗析能耗的同步降低。此外,Xu 等[18]还在静电组装Fe(OH)3胶体构建BPM 界面层及其电解水性能研究中,利用带正电性的Fe(OH)3胶体与带负电性的阳膜层之间的静电吸引力,在阳膜的表面精密地构筑了不溶性Fe(OH)3胶体催化层,如图7 所示。其结果显示,静电组装的Fe(OH)3胶体催化剂不仅避免了催化剂的泄漏问题,还增强了界面处的功函数,有利于加速水分子的极化效应,促进了界面间的传质效应。

图7 Fe(OH)3胶体静电组装制备BPM界面层[18]
3.4 原位生长
原位生长是利用静电吸附、原位聚合生长的方法来制备界面层催化剂,基膜与中间层之间形成了强的相互作用,将中间层的催化剂紧密固定。该方法不仅促进了BPM的水解离,降低了其跨膜电压,还有效避免了界面层催化剂的脱落和分层问题。Xu 等[17]通过质子化苯胺与负电性的阳离子交换膜之间的静电吸附作用,在阳离子交换膜表面形成一层苯胺单体,然后在氧化剂FeCl3的作用下,使锚定在阳膜上的质子化苯胺单体与溶液中游离的苯胺单体发生聚合反应,在阳膜表面上原位生长出了聚苯胺(PANI)(图8)。通过控制PANI 的生长时间,可以制备不同厚度的PANI 中间层BPM(PILBPM)。在长达16h 的测试后,PIL-BPM 均未出现分层现象,且PANI 中丰富的—NH—基团促进了BPM的水解离,降低了其跨膜电压。

图8 PANI原位生长在阳离子交换膜上制备界面层催化剂[17]
由于聚多巴胺(PDA)具有易聚合、与阴离子交换膜层之间的静电吸附特性,Xu 等[50]在阴膜层上原位生长PDA,并利用PDA 上的多酚螯合Fe2+,在空气中氧气氧化后原位诱导FeOOH,得到PDA/FeOOH 的催化界面层。PDA 中的酚羟基与水分子之间发生质子化-去质子化反应,促进BPM的水解离。与此同时,FeOOH 具有更高的水解离催化活性,与PDA 协同作用,进一步提升了BPM 的水解离催化活性和减小了水解离反应电阻。另外,针尖状FeOOH使得BPM的结构更加稳定。
另外,Xu 等[51]还报道了一种采用非均相原位生长导电PANI 屏蔽策略。通过最初的ANI 种子使PANI 纳米结构在阳离子交换膜表面静电固定而非均质生长,原位生长的前PANI层和后PANI层作为防护催化层,提供膜层间强结合力并共同使原位合成的针铁矿Fe+3O(OH)催化剂在界面层内均匀分布,有效防止了针铁矿Fe+3O(OH)催化剂与阴/阳膜层直接接触。尺寸均一的Fe+3O(OH)颗粒提供了水解离催化活性位点,促进了界面层水分子在电场下的极化效应,快速解离成H+和OH-。这种屏蔽策略可以有效避免BPM 在工作中催化剂的泄漏现象,在外加电场下实现稳定的水解离性能。这里PANI 因其固定化/保护特性被命名为“盾牌”,其制备过程如图9所示。
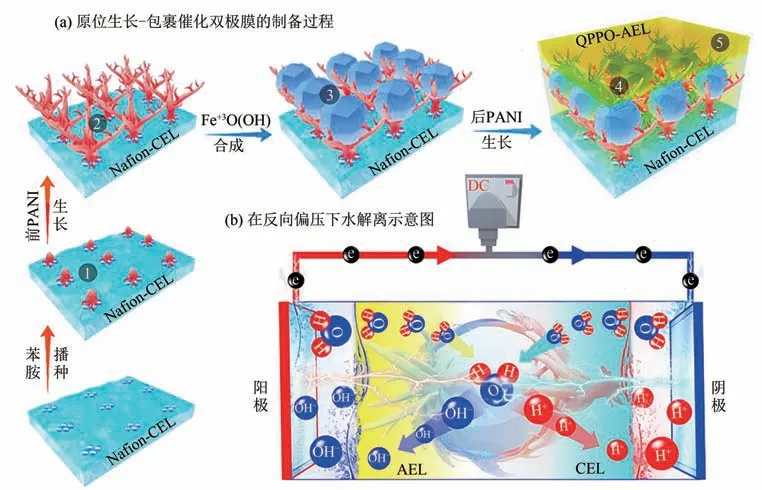
图9 简单的屏蔽催化BPM的形成路线和水解离机理[51]
3.5 层层堆叠
在电解水制氢等领域,需要维持BPM 两侧的pH 梯度(ΔpH=14),即阴、阳膜层分别处于强碱和强酸性条件下,BPM 的界面层催化剂稳定性和水解离效率面临着十分严峻的挑战。近年来,Boettcher等[38]通过BPM水电解槽来定量研究多种金属以及金属氧化物纳米颗粒的催化水解离动力学,发现金属氧化物纳米颗粒的催化水解离活性与碱性析氢反应(HER)的活性呈正相关。并且催化剂在BPM 界面层的阳离子交换层或阴离子交换层侧的具体位置会极大影响其催化活性。因此,利用酸碱性环境对催化剂性能的影响,他们在BPM 的界面层引入了双层催化剂,即分别在碱性的AEL 表面和酸性的CEL 表面引入更佳的水解离催化剂,使得膜表面的酸碱梯度与在工作电流密度下BPM 界面的pH 梯度相匹配,极大降低了BPM 的过电位,减少了能量损失。通过测试发现,该方法制备的BPM 在20mA/cm2电流密度下,水解离过电位低于10mV,且BPM 纯水电解槽在500mA/cm2电流密度下的解离电压仅为2.2V,与传统的阴阳离子交换膜电解水的性能相当[图10(a)],是当前具有创纪录性能的BPM。另外,该研究者们通过测量大量金属氧化物的零电荷点和在不同pH 环境下的水解离过电势[图10(b)、(c)],发现在酸性阳离子交换层上具有更佳催化水解离活性的是具有酸性零电势点的催化剂,而碱性阴离子交换层对应的是具有碱性零电势点的催化剂,这一发现对高性能的电催化剂的设计具有启发意义。
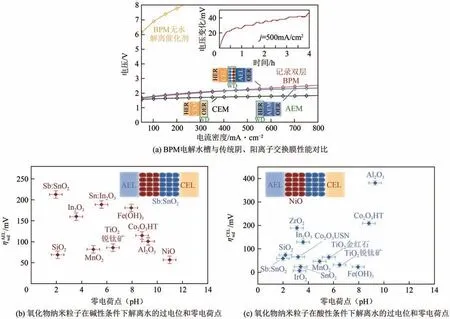
图10 层层堆叠BPM水解离性能[38]
3.6 超声喷涂法
超声喷涂法指的是通过喷涂机将催化剂溶液超声雾化喷涂在阳离子交换膜或阴离子交换膜上,干燥后即得催化界面层。葛紫娟[52]通过超声雾化喷涂的方式将耐酸碱性的SnO2催化剂成功引入到BPM的界面层。这里超声喷涂催化剂溶液的方法可以严格控制催化剂的载量,实现催化剂的均匀分布,有望实现BPM 的工业化制备及应用。结果表明,当界面层SnO2的载量为0.08mg/cm2时,BPM具有更低的阻抗、更短的离子迁移时间、更快的水解离速率和更大的电场强度。其优异的电化学行为有利于提高BPM在电渗析过程中的水解离效率,降低能耗。同时其优异的耐酸碱稳定性为其在电解水的应用领域提供了保障。
根据阴阳离子交换膜层不同的pH 环境,为了使BPM界面层催化剂在极端pH条件下能更好发挥催化水解离作用,本文作者课题组通过选择两种分别在酸性、碱性条件下具有更佳催化性能的金属氧化物作为水解离催化剂,采用超声喷涂技术精确控制载量并将其层层堆叠在一起,以达到协同催化水解离效果。根据Boettcher[38]的等电点测试结果可知,在碱性条件下NiO 能够发挥其较佳催化性能,而在酸性条件下SnO2具有更佳的催化性能。因此,通过超声喷涂技术在阳离子交换膜侧喷涂一定载量的SnO2,在其上喷涂适量的NiO催化剂,实现层层堆叠的目的。该方法所制备的BPM 应用在强酸强碱电解槽中,在50mA/cm2电流密度下水解离电压为0.8V,很好地降低了BPM 的水解离电压,并且在长时间的稳定性测试中,其水解离电压始终低于商业Fumasep BPM,为BPM 在电解水制氢及二氧化碳还原等领域的应用奠定了良好的基础[53]。
BPM 的水解离反应主要发生在中间界面层,所以水解离催化界面层的构筑方式至关重要。在上述水解离催化界面层的构筑方法中,浸蘸法和涂覆法工艺简单,易实现规模化应用,但这两种方法难以精确控制催化剂载量,并且可能由于催化界面层与膜层间无或弱的相互作用力,易出现催化剂泄漏、中间层分层问题。新兴的静电组装和原位生长方法所构筑的界面层与膜层间存在强的相互作用力,将催化剂锚定在基膜上,有效避免了界面层催化剂泄漏和分层问题。然而,界面层与膜层之间的相互作用力易受周围环境的影响,例如温度、膜表面粗糙度等,难以控制催化层的均匀性,因此静电组装和原位生长方法难以实现工业化生产。并且在强酸碱体系下,这两种方法所构筑的催化界面层可能存在溶解和泄漏的风险,导致所制备出的BPM的稳定性仍不尽人意。层层堆叠可以在BPM 的碱性阴膜层和酸性的阳膜层表面分别引入活性更佳的水解离催化剂,实现了在强酸碱体系中的跨膜稳定性。值得注意的是,界面层催化剂载量过多和过少都不利于BPM 的水解离反应,需要严格调控两层催化剂的载量,来实现BPM水解离效率的最大化。而超声喷涂法可以精确调控催化剂的载量,实现催化剂的均匀分布。将分别在碱性和酸性条件下具有更佳催化活性的金属氧化物作为催化剂,超声喷涂法精确控制载量并将催化剂层层堆叠在阴阳膜层表面,构筑的BPM 在强酸碱体系下不仅具有高的水解离效率,还具有良好的稳定性,并满足在不同pH 条件下的使用需求,该方法拓宽了BPM 的应用范围,促进了BPM的工业化制备。
4 膜层复合工艺
BPM 不仅涉及催化剂的选择和界面构筑方式,还需要合适的膜层复合工艺来制备出性能优异的BPM。多种复合工艺可以实现从相同的材料制备得到性能迥异的BPM。传统的膜层复合工艺包括热(冷)压法[54-55]、疏松叠合法[54]、黏合法[56]、流延法[41,57]、电沉积法[58]、静电纺丝法[59]等。
热压法指将干燥的阴、阳离子交换膜叠放在热压机上,将其压实,然后通过加热加压来排除膜间的气泡,进而制得BPM。热压制备过程中,由于膜层之间的黏合度不易调控,阴阳膜层之间易发生渗透,导致界面层电阻较大,水解离效率降低。
冷压法指的是在常温下,将阴阳离子交换膜先浸泡在特定溶液中预处理后,再将其压合到一起制备。Chabi 等[55]将阴/阳离子交换膜分别泡在1mol/L的KOH和H2SO4中进行预处理,用去离子水冲洗膜表面的碱液和酸液,然后在不加热和不使用黏结剂条件下将两膜层复合在一起。由于两膜层之间存在静电相互作用,其制备的BPM在12h的测试过程中表现出良好的稳定性。但该方法目前仅存在于实验室阶段,报道较少,在较长时间的使用过程中容易出现膜层分离或脱落的现象。
疏松叠合法是将制备好的阴阳离子交换膜通过简单的物理方法叠加到一起,这种方法由于膜层之间缺少结合力,很容易出现分层、脱落的现象。目前较少研究者使用该方法制备BPM。
黏合法是对热压法的进一步优化,在阴、阳膜层的接触面涂覆黏结剂,然后加热加压排除膜间气泡,进而制得BPM。该方法虽然可以增加膜层间的结合力,但是引入的黏结剂用量控制不当容易导致界面层电阻增大,水解离电压上升。因此,该方法需要选择具备高离子渗透性的黏结剂。
流延法指的是在离子交换膜上涂覆一层带有相反电荷的离子交换膜液,干燥后即得BPM。此方法由于简单、成本低,是目前工业生产及实验室制备过程中较广泛的方法。但该方法对阴阳膜层的聚合物的溶解性有较高的要求,需要保证干燥后的膜层较难被溶剂溶解,否则将导致膜层之间互渗,BPM的水解离电阻升高。
电沉积法是将离子交换膜放置在电解槽中,并将带相反电荷的离子交换树脂分散在电解质中,在外加反向电场的作用下,带相反电荷的离子交换树脂沉积在离子交换膜上,形成BPM。该方法得到的BPM 的膜层结合力较差,易出现膜层脱落的现象。
静电纺丝技术由于操作简便、控制精确而被应用于BPM 的制备。在强静电场作用下,将膜液通过纺丝头喷出,当施加的电场力高于液滴的表面张力时,带电液滴变成了纳米级的高速细射流喷到接收板上,跟随纺丝头的运动而交织成膜,实现了膜的三维化。Pintauro 等[60]通过结合单聚合物纤维和双聚合物纤维电纺丝制备了一种具有高界面面积的三维新型BPM。研究表明,在0.5mol/L Na2SO4中,BPM 可以在1A/cm2的反向偏压电流密度下,实现跨膜电压降小于2V,其低膜阻抗归因于界面的三维扩展结区。该方法所制备的BPM 具有稳定的结构、产生的H+和OH-离子迁移速度快、补水及时等优点,但是其成本高昂,无法实现大规模化的工业生产。
传统的膜层复合工艺存在大量的痛点问题,无法实现规模化制备。针对此,本文作者课题组采用新型的膜层复合工艺——超声喷涂法。超声喷涂法可以通过控制喷速、喷涂时间等操作条件,精密地调控膜层的厚度。此外,在加热条件下,超声雾化喷涂的细小液滴在基体上能够速干,降低了阴阳膜层的互渗,提高了膜层之间的结合力。Xu 等[18]在静电组装Fe(OH)3胶体构建BPM 界面层的研究工作中,利用超声喷涂阴膜层的工艺制备了高效稳定的BPM,BPM 的两膜层间存在清晰的水解离界面层,如图11 所示,这种清晰的“三明治”结构有效避免了膜层间的互渗。清晰的水解离界面层有利于降低BPM的水解离电压。

图11 超声喷涂阴膜液制备的“三明治”结构BPM[18]
另外,葛紫娟[52]在超声喷涂SnO2构建BPM 界面层的研究工作中,也采用了超声喷涂阴膜液的工艺制备BPM。由于无机催化剂SnO2与膜层之间的结合力较弱,催化剂存在泄漏的风险。而葛紫娟采用在带有SnO2的阳膜层上超声喷涂阴膜液的方法,将SnO2纳米小球充分包裹在阴阳膜层之间,避免了催化剂泄漏的问题,减少了有机层与无机层间的界面阻力。该方法能够定量控制催化剂的载量和阴膜层的厚度,有望实现大规模化的应用。
5 BPM应用
传统的BPM 主要通过双极膜电渗析技术来产酸碱,实现工业废水的回收利用。近年来,BPM界面层独特的水解离、水生成特性,也使其在电解水制氢[61-62]、二氧化碳还原[63-64]、电化学合成氨[15]、燃料电池[65-66]、液流电池[67-68]等电化学领域得到了广泛应用。
5.1 酸碱生产应用
双极膜电渗析技术是BPM应用较为普遍的一项核心技术。BPM 电渗析的典型结构是由双极膜(BPM)、阳离子交换膜(CEM)、阴离子交换膜(AEM)交替排列而成的,如图12所示。BPM电渗析过程所产生的OH-和H+分别通过BPM 的阴阳膜层向主体溶液迁移,再与主体溶液中的有机或无机盐离子相结合,生成相应的有机/无机酸碱。因此BPM 被广泛应用于酸碱的生产。Xu 等[36]将静电组装的Fe(Ⅲ)配合物所构建的BPM 应用于BPM 电渗析性能的探究。按照传统的A-C-BP-A-C 的结构组装的电渗析膜堆结构,在100mA/cm2的恒流操作下,150min内,产酸碱的浓度可以达到150mmol/L。与此同时,Xu 等[18]进一步利用Fe(OH)3胶体构建的BPM进行产酸碱性能探究,采用了A-BP-C结构组装的电渗析膜堆结构,在50mA/cm2的恒流下,酸碱的浓度在3h内可以达到0.2mol/L,且其电流效率为96.23%,产酸能耗为2.62kW·h/kg。此外,Xu等[51]利用原位生长被保护的针铁矿催化剂所构建的BPM 进行了产酸碱性能探究。研究发现该BPM 具有快速的酸碱生成和脱盐性能,在150min 内,溶液中约84%的Na+和77%的SO42-被转化为对应的NaOH 和H2SO4,NaOH 和H2SO4的生成速率分别为4.4mol/(L·m2·min)±0.21mol/(L·m2·min)和3.9mol/(L·m2·min)±0.19mol/(L·m2·min),并且其电流效率高达99%。综上实验结果表明,BPM 电渗析在酸碱生产中具有极大的潜力。
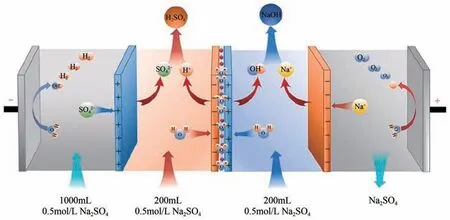
图12 BPM电渗析膜堆结构[18]
基于BPM 在线产酸碱的优点,BPM 电渗析技术在酸碱生产回收[69-70]、生物发酵[71]及食品加工[72]等领域得到广泛的工业化应用。Wang 等[73]通过BPM电渗析技术来生产乙酸、草酸、柠檬酸等一元、二元和三元有机酸。Chen 等[74]采用海藻酸钠-壳聚糖改性BPM 并将其应用于BPM 电渗析中生产乙醛酸。在生物发酵方面,Yuan 等[75]将阳极微生物群落、气体渗透膜系统与BPM 电渗析过程相结合,处理尿液并回收氢气。Oliveira 等[76]将BPM 电渗析用于甜菜工业生物精炼废物流中回收乳酸,回收率可达788.8g/L,纯度达98%。此外,在食品加工行业,BPM 电渗析也具有广泛的应用。Liu 等[77]将生化反应和BPM 电渗析相结合,通过微生物电渗析协同化学生产苹果酸,且该过程具有较低的能耗。
然而,BPM 在应用于工业化生产酸碱过程中通常由于BPM 成本高以及水解离与离子迁移之间的行为不匹配而受到限制。一方面,膜堆中每片BPM 的有效面积和每片单极膜的有效面积相同,而BPM 的成本是单极膜的3~10 倍,BPM 的高度消耗极大提高了BPM 电渗析产酸碱的成本。另一方面,BPM 发生水解离与电渗析中离子迁移对电流密度的要求相反。对于BPM 水解离来说,施加的电流密度应该高于其第一极限电流密度。而离子迁移要求施加的电流密度应低于第一极限电流密度,若超过第一极限电流密度,浓差极化现象发生,既降低了膜的寿命,又增加了能耗。BPM 水解离的发生和盐离子迁移对电流密度的要求差异导致了BPM 电渗析工艺的行为不匹配。基于此,Xu 等[78]设计出了一种新型的不对称BPM 电渗析来调节该过程,如图13 所示,该结构中BPM 的有效面积小于单极膜。因此,当在两端施加相同电流密度时,施加在BPM 两端的电流密度高于单极膜。他们从酸碱生产的能力、电流效率、能耗、总工艺成本四个方面考察了不对称BPM 电渗析工艺的可行性,证明了在不对称BPM 有效膜面积减少的情况下,不仅其产酸碱的能力与传统BPM 电渗析工艺相当,还可以有效消除在电渗析过程中膜界面离子亏空造成的浓差极化现象,也证明了不对称BPM 电渗析可在高电流密度下工作的特点,且比传统的BPM电渗析工艺的盐转化工艺成本降低了21%。该工艺实现了成本的降低,为BPM 电渗析产酸碱工艺拓展了新的思路,具有良好的应用前景。
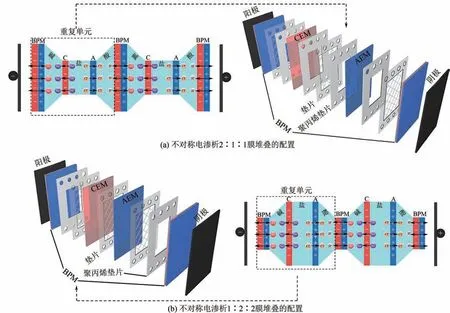
图13 不对称BPM电渗析工艺的配置[78]
5.2 电解水制氢应用展望
电解水主要包括两个过程:阴极上发生析氢反应(HER)生成H2,阳极上发生析氧反应(OER)生成O2。电解装置中通常会引入离子交换膜,一方面可以将阴、阳极室进行隔离,分隔阴、阳极的产物,避免爆炸危险同时保持产物的纯度;另一方面允许载流子通过,提供氧化还原反应回路所需的离子传输。目前可用于电解水制氢的离子交换膜包括质子交换膜(PEM)、阴离子交换膜(AEM)和双极膜(BPM),其电解水装置如图14所示。质子交换膜水电解槽(PEMWE)和阴离子交换膜水电解槽(AEMWE)分别需要使用强酸和强碱性电解质,运输H+和OH-来提高离子电导率,同时减少因盐离子迁移、pH 梯度导致的电压损失。然而,研究表明HER 和OER 的催化剂分别在酸性和碱性电解质中表现出更佳的活性。PEMWE 和AEMWE 的pH 环境单一,无法保证HER 和OER 效率的最大化,并且高活性的非贵金属催化剂在酸性条件下稳定性较差[79]。而BPMWE 可以解决上述问题,在膜两侧分别引入酸性和碱性的电解质,并且BPM 的界面层产生的H+和OH-不断向膜外迁移,及时补充了电极所消耗的离子,使膜两侧的pH 梯度维持恒定,保证了体系高效、稳定的运行[80]。因此,将BPM应用于电解水制氢优势十分明显。
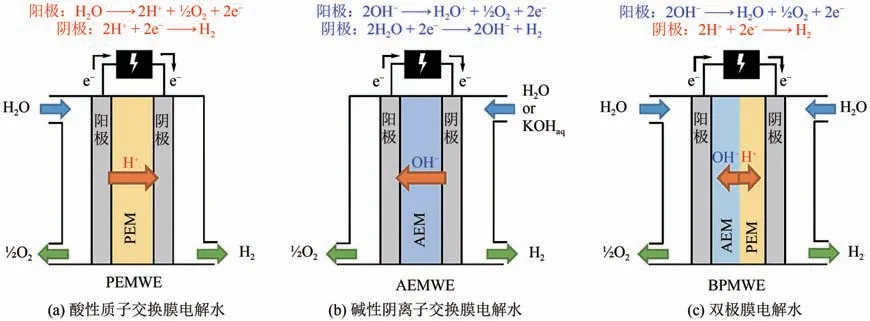
图14 离子交换膜电解水制氢装置[61]
葛紫娟[52]在超声喷涂SnO2构建BPM 界面层的研究工作中初步探究了其电解水性能。在BPM 阴膜侧通入1mol/L KOH 溶液,阳膜侧通入0.5mol/L H2SO4溶液,施加反向偏压后,界面层所产生的OH-和H+及时补充阳极和阴极电解质的消耗,保持了体系的pH 恒定。通过排水集气法收集阴、阳极所产生的气体,其法拉第效率接近100%,表明BPM在酸碱体系电解水中具有巨大的潜力。
传统的电解槽是依靠电解纯水来产生H2和O2,而直接电解不纯水源(如海水)具有原料易得、无须水净化、成本低等优势。然而,与电解超纯水相比,由于海水中的高浓度的离子物质Cl-易在阳极发生氧化反应,生成腐蚀性物质Cl2、HOCl 和OCl-等,给电解海水带来了严峻的挑战。Jaramillo 等[81]将BPM集成到BPMWE装置中,仅在阴极侧通入海水,BPM 的阳离子交换层限制了Cl-迁移到阳极,与此同时阴离子交换层给阳极提供了局部的碱性环境,成功解决了上述电解海水的难题。在250mA/cm2电流密度下,BPMWE 能够将Cl-氧化为腐蚀性的OCl-的法拉第效率降低到0.005%,相比之下,PEMWE的Cl-氧化的法拉第效率为10%。上述研究结果表明BPM 应用于电解海水制氢具有PEM 和AEM不可比拟的优势。
5.3 二氧化碳还原(CO2RR)应用展望
在“碳达峰”“碳中和”的双碳背景下,将CO2回收及利用的研究受到了广泛的关注,将CO2还原为有价值的碳产品是近年来的研究热点。与电解水制氢类似,CO2电解槽主要包括两个过程:阴极的CO2RR 反应和阳极的OER 反应。由于CO2在碱性条件下溶解度较低,在酸性条件下存在HER的竞争性反应,所以CO2电解槽通常采用中性缓冲溶液,并采用质子交换膜来分隔产物和传递氧化还原反应所需的离子。然而,在中性条件下,OER的催化剂种类较少,大多为贵金属催化剂,并且其过电位较高,产生的能耗较大。为了解决上述问题,Vermaas 等[82]将BPM 引入CO2电解槽,利用BPM的阴/阳膜层将阳/阴极室隔开,在各自所需的pH 条件下工作,阳极为强碱性,阴极为中性KHCO3溶液。并且在反向偏压下BPM 界面层所发生的水解离反应能够及时补充阴阳极室所消耗的H+和OH-,维持了pH 的恒定。然而,在没有外部CO2供应的情况下,存在HCO3-转化为甲酸的现象,导致HCO3-电化学还原为CO 只能在低电流密度下进行,且法拉第效率较低。Berlinguette等[64]开发了能在高电流密度下工作的CO2RR 的流动电池,如图15所示,在无须向电解液提供气态CO2情况下也能实现无甲酸生成的目标。实验结果表明,向CO2RR 的流动电池的阴极提供3mol/L KHCO3溶液,在25mA/cm2的电流密度下,其转化为CO的法拉第效率为81%。与向CO2RR电解池阴极提供饱和CO2气体相比,其法拉第效率为78%,证明了流动电池的设计增强了CO2还原为CO。
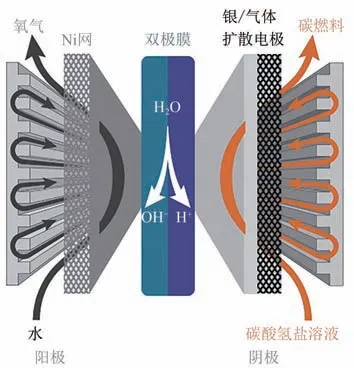
图15 CO2RR流动电解池[64]
5.4 电化学合成氨应用展望
氨是人类生命活动中重要和基本的化工原料、肥料之一,也是一种重要的无碳存储介质,其生产技术一直受到广泛的关注。由于传统的Haber-Bosch 工艺需要高温高压(400~500℃,>10MPa),以及存在大量碳排放问题[83-84]。而电化学合成氨有望突破工艺,提供一种新的解决方案。硝酸盐电化学合成氨具有条件温和、能源清洁等优势,受到了科研工作者们的广泛关注。离子交换膜由于能够分离电化学合成装置中两侧不对称的电解质,防止NH3扩散到阳极发生再氧化,是电化学合成装置中必不可少的组成部分。然而,阳离子交换膜和阴离子交换膜由于存在严重的离子交叉(金属离子和NO3-),很难实现这一过程。Wang等[15]将BPM引入该电化学合成装置,利用BPM 静电排斥原理形成离子选择性,并且界面层原位生成的H+和OH-向外迁移构成回路,理论上可以有效解决这个难题,装置如图16 所示。然而现有的BPM 由于存在界面层催化位点不足、分层等问题而无法实现在高电流下工作。该研究团队借鉴传统的“榫卯”工艺原理,开发出了具有三维物理互锁结构的BPM。该结构既增加了水解离位点,又促进了离子传输和增加了界面稳定性。将该BPM 嵌入到电化学合成装置中进行电化学合成氨,在1000mA/cm2电流密度下,电解100h 后,浓度为2000mg/L 的NO3-废水转化为氨的产率为68.4mg/(h·cm2),法拉第效率为86.2%。以上研究成果表明BPM 在电化学合成氨应用领域具有卓越的应用前景。
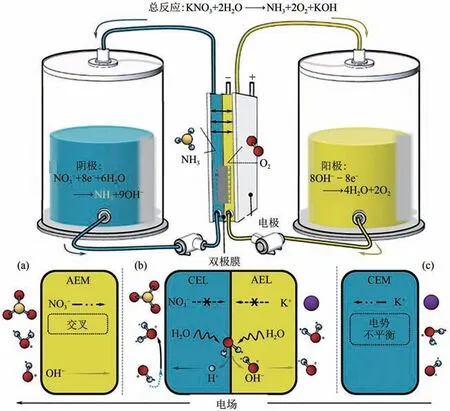
图16 BPM电化学合成氨装置示意图[15][(a)(b)(c)分别表示采用AEM、BPM、CEM作为分离器时电化学合成氨过程所涉及的离子流动方向]
5.5 燃料电池(FC)应用展望
聚合物电解质膜燃料电池(PEMFCs)能够将H2或CH3OH 的化学能转化为电能。该化学反应绿色环保,基本无废弃物产生。氢氧燃料电池主要包括两个反应过程:阴极的氧气还原反应(ORR)和阳极的氢气氧化反应(HOR)。离子交换膜可以有效分隔阴阳极反应,并且传递H+或OH-[23]。传统的质子膜燃料电池和碱性膜燃料电池对水和温度的管理系统要求较高,既要保证膜的湿度,还要尽量减少电极孔中的水珠凝结,并且其只能提供一种电化学反应环境,不能保证电极反应的效率最大化。而将BPM引入到FC中,可以实现阴阳极反应在不同的化学反应环境中进行,其装置如图17 所示。在正向偏压下,BPM 的界面层生成水,形成自增湿离子隔膜,提高了离子迁移能力进而增大其电池功率密度。与此同时还减少了FC 运行过程中对气体进行外部加湿的必要性[85],虽然BPM在界面层生成水分子易引起气泡和分层的风险,但BPMFC 的自增湿效果使其在极度缺水的环境条件下运行成为可能。
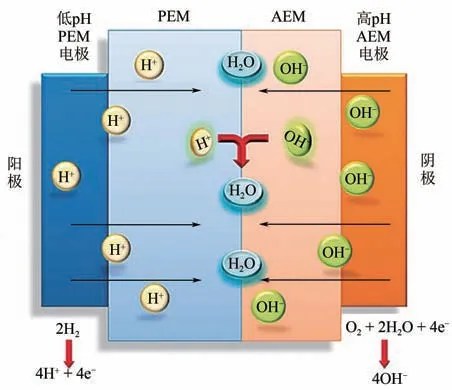
图17 BPMFC装置[85]
5.6 液流电池应用展望
BPM 在正、反向偏压下的水生成、水解离反应的交替进行,也可以用于液流电池的放电和充电过程。Weng等[13]首次将BPM应用于钒-金属氢化物半流动液流电池中,与使用单极膜的传统全钒氧化还原液流电池(1.2~1.3V)相比,其工作电压高达2.4V,这得益于BPM 在维持pH 梯度方面的独特可操作性。然而,水系液流电池有时会产生VO2+、Ce4+和Br2等高度氧化的物质,它们会直接氧化膜上的官能团,导致膜层降解,影响其寿命及稳定性。
近年来,基于BPM的酸-碱液流电池的研究在逐渐增加。水在电位差小于1.23V时是热力学稳定的,尽管水系氧化还原液流电池在实际运行过程中可以超过这个值,但氢和氧在碳电极上的析出反应动力学十分缓慢。而酸碱氧化还原液流电池可以通过增加跨膜电位来突破水解离的热力学极限,并且BPM 可以维持正负极两侧pH 梯度来增加电池的能量存储能力。针对上述提及的产生的高度氧化的物质降低BPM 和电池的寿命问题,Pintauro 等[68]使用了三室电池设计来缓解这一问题,在BPM 的阴离子交换层侧的KOH 电解质和阳极之间插入阳离子交换膜,装置如图18所示。中间腔室的高KOH 溶液维持了跨BPM 的pH 梯度,同时打破了对高pH正电解质的需求。在强碱性条件下,氧化还原偶Br3-/Br-不稳定,可以通过三腔室设计来对抗2,7-二磺酸-9,10-蒽醌,实现约1.7V 的开路电压。目前的酸-碱液流电池的电流密度通常至少比燃料电池小一个数量级,可以通过调整膜厚度来进行提高,这对未来的BPM 架构似乎是可实现的。另外,该系统所涉及的支撑电解质均在高酸碱浓度下工作,可能发生同离子泄漏,在BPM 的界面层形成盐[1]。后续仍需要提高膜层的选择性及离子的电导率等来提升BPM液流电池的性能。
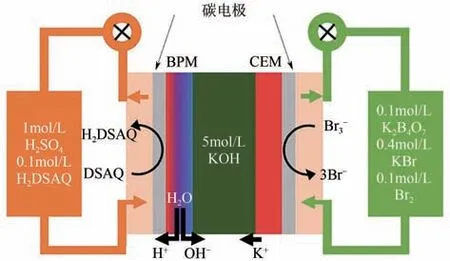
图18 三室BPM酸碱液流电池装置[68]
6 结语
BPM 独特的水解离现象以及提供不同的电解质环境使其能够被广泛应用于不同电化学领域。尽管不同的电化学应用要求BPM 具有不同的性能,但BPM在应用过程中普遍存在的水解离电压过高、寿命短等问题限制了其大规模应用。BPM 的开发难点之一就是其界面层的精密构筑。在BPM 的界面层引入催化剂可以显著降低其水解离电压,然而由于催化剂与膜层的结合力有限,常常在测试过程中出现催化剂泄漏而导致工作电压升高、寿命缩短。因此制备高效的水解离催化剂并将其精密固定至关重要。因此本文通过分析BPM的水解离机理、界面层催化剂的种类、界面构筑方式及膜层的复合方式,以期为BPM的规模化制备提供新的思路。
虽然国内外关于BPM 的制备和应用取得了显著的进展,但大部分停留在实验室阶段,能够工业化生产的相对较少。BPM 规模化连续生产的关键难题是如何保证放大制备过程中膜层匹配、中间界面层催化剂不泄漏及膜层的精密复合。因此在未来BPM 的技术发展中,需要研究者们在膜材料及膜制备工艺上开展重点研究。近年来,BPM 电渗析技术在酸碱生产领域已取得了显著的进展,但在BPM 其他电化学能源应用领域仍需要进一步的提升。研究人员可以通过制备具有高导电性的阴阳离子交换膜层、快速水解离或重组动力学的界面层、长寿命、高透水性、低离子交叉的BPM 来实现这一目标。
