大尺寸圆锥滚子3MZ4250球基面磨床支承结构的改进
2024-02-20李静赵文龙郭建辉李岩柴灵芝
李静,赵文龙,郭建辉,李岩,柴灵芝
(1.洛阳轴承研究所有限公司,河南 洛阳 471039;2.河南省高性能轴承技术重点实验室,河南 洛阳 471039;3.滚动轴承产业技术创新战略联盟,河南 洛阳 471039;4.洛阳聚英精密机床有限公司,河南 洛阳 471039)
我国风电产业近年来发展迅速,风电行业整机容量越来越大,风电轴承尺寸越来越大,滚动体也向大尺寸方向发展。目前,风电轴承常见类型为圆锥滚子轴承,采用斜挡边与球基面滚子的结构,既要承受高的径向载荷,还要承受轴向载荷。因此,轴承在工作过程中,滚子大端球基面与内圈挡边的接触状态对润滑、接触应力、疲劳磨损以及使用寿命等均有重要影响。圆锥滚子球基面的尺寸一致性及端面跳动是滚子的重要技术指标,通过现有3MZ4250球基面磨床难以满足风电轴承大尺寸圆锥滚子球基面的精度要求,故有必要对现有设备进行改进。
1 存在的问题
现有3MZ4250 圆锥滚子球基面磨床加工范围为:工件直径16~50 mm,工件长度20~70 mm[1]。
1.1 球基面磨削原理
球基面磨削的基本原理如图1所示,滚子外径面定位在磁盘外圆表面上,磁盘磁力驱动工件旋转,筒形砂轮往复式(范成法)磨削球基面。滚子轴心线与砂轮轴心线在同一平面相交,并绕各自轴心线旋转,工作时两者轴心线夹角为[2]

图1 圆锥滚子球基面磨削原理图Fig.1 Grinding diagram of spherical reference surface of tapered roller
式中:r为砂轮平均半径;R为滚子球基面曲率半径。
圆锥滚子球基面磨削时的滚子定位图如图2所示,支承固定在支承座上,滚子外径面通过支承实现径向定位;滚子小端通过顶尖实现轴向定位。

图2 圆锥滚子球基面磨削时滚子定位图Fig.2 Positioning diagram of roller during grinding of spherical reference surface of tapered roller
1.2 问题分析
上述范成法加工工装简单,易于调整,具有较强的工艺性能和加工能力,适应于多品种、小批量的高精度滚子加工。但大功率风电轴承大尺寸圆锥滚子直径为50 ~ 150 mm,长度为50~150 mm,采用原设备磨削加工时存在以下问题:
1)由于支承座尺寸有限,2个支承块不能放置在滚子两端合适位置,导致滚子定位不稳定,跳动幅度及振动大[3]。
2)2个支承块对滚子外径面无心定位,原支承(图3)上镶嵌的硬质合金块为方形,支承面为平面,支承面的平面度误差和镶嵌槽加工误差叠加后,支承面与滚子外径面的接触可能由线接触变为点接触,导致滚子定位不稳定,滚子外径面出现严重划伤甚至烧伤。

图3 改进前支承结构Fig.3 Structure of support before improvement
为降低设备投入成本,通过分析滚子球基面磨削原理及磨床结构,对磨床定位工装进行改进,以提高滚子在磨削过程中的定位稳定性,进而满足圆锥滚子球基面曲率半径、端面跳动、表面粗糙度等技术要求[4]。
2 改进措施
2.1 改进支承结构
由于滚子尺寸较大,质量大,需提高支承力才能提高滚子球基面的加工精度,保证球基面曲率半径的散差以及端面跳动,在增大支承尺寸的同时还要保证滚子外径面不出现划伤、烧伤等缺陷。为提高支承块整体刚性,对支承块进行改进设计(图4):

图4 改进后支承结构Fig.4 Structure of support after improvement
1)在满足支承不与其他部件干涉的情况下,增大支承尺寸。
2)将硬质合金面由方形改进为圆柱形,如图5所示,为提高滚子与磁盘的作用力,需保证支承面与磁盘方向呈一定夹角α。α越大,磁盘吸力越大[5]。

图5 改进后支承与滚子的定位示意图Fig.5 Positioning diagram of support and roller after improvement
改进后支承结构的优点:
1)滚子外径面与支承面由点接触变为线接触,接触面积增大,支承力增大,避免了点接触引起的烧伤,减小了滚子因磨削力较大导致的跳动,提高了滚子加工后端面跳动的一致性。
2)可通过调整α增大滚子与磁盘的作用力,使磁盘稳定驱动滚子旋转,提高滚子的运转平稳性,进而提高滚子球基面加工后端面跳动的一致性及合格率。
2.2 增大支承座安装槽位置尺寸
支承座配合磁极实现滚子在x,y,z方向定位,为提高支承座刚性,需增大支承座整体尺寸。由于滚子尺寸大,质量大,2 个支承块支承力较大,支承安装槽(图6)上部的梁易发生变形,为保证滚子加工过程中不因梁的变形引起滚子支承不稳定,影响球基面的加工精度,需增大支承座安装槽位置尺寸A(A≥5 mm)。

图6 支承安装槽位置示意图Fig.6 Position diagram of installation groove of support
3 实际加工效果
选择某型风电轴承大尺寸圆锥滚子(大端直径为133.7 mm,长度为153.7 mm, 小端直径为128.118 mm),随机抽取采用改进支承加工的同批次10 粒滚子,滚子的球基面曲率半径、端面跳动、表面粗糙度检测结果见表1,各项指标均满足技术要求,且滚子外观检验均合格,说明改进支承结构的3MZ4250球基面磨床能满足风电轴承大尺寸圆锥滚子的加工需求。
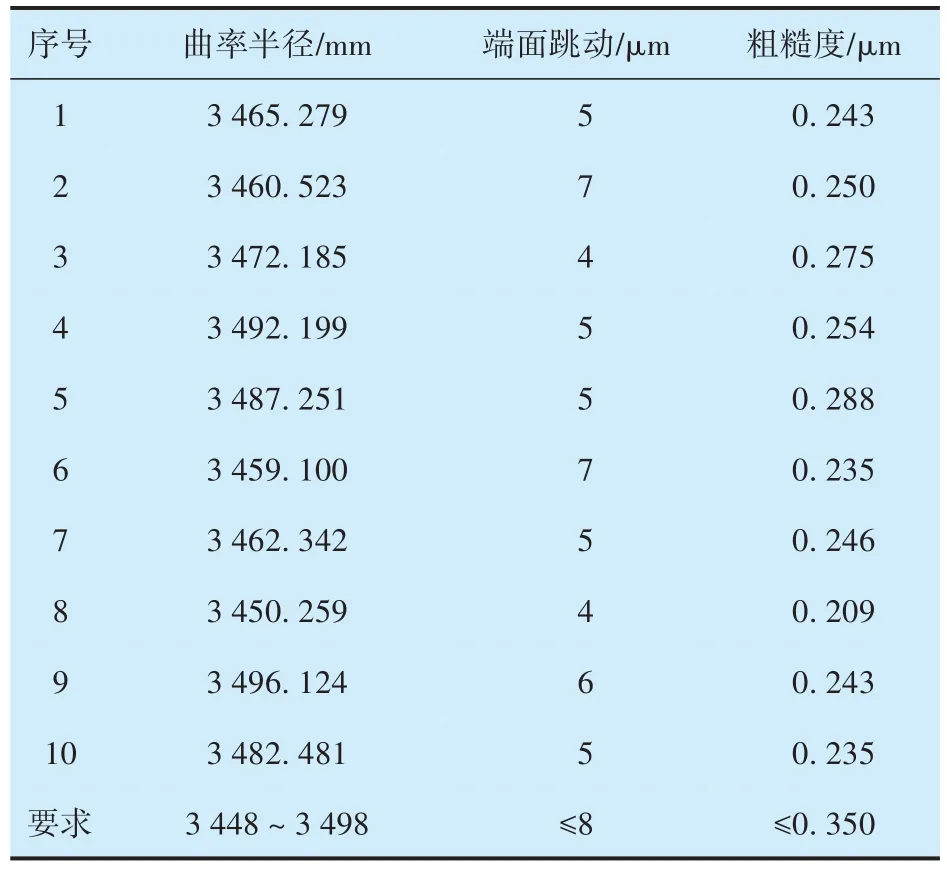
表1 改进支承后加工的风电轴承大尺寸圆锥滚子球基面技术指标Tab.1 Technical specifications for spherical reference surface of large size tapered roller of wind turbine bearing after improvement of support