近红外车载激光雷达高耐磨双层减反膜
2024-02-18斯宇晗叶晓军王晓亮李红波
斯宇晗,叶晓军,王晓亮,李红波
(1.华东理工大学 材料科学与工程学院,上海 200237;2.宸光(上海)新材料科技发展有限公司,上海 201100)
引言
随着自动驾驶系统的发展,对感知系统获取周围环境信息的能力要求愈发高涨,激光雷达的使用可以让车辆更好地“看到”周围的环境,其中,工作波长为905 nm 的激光雷达是目前车载激光雷达中最常用的一款。激光雷达系统的发射光学窗口需确保对激光本身的高透明度且保护内部组件使其免受恶劣环境的影响[1]。但其存在对激光光强具有一定的削弱作用,减反膜利用光的干涉现象,降低窗口玻璃表面反射率,在一定程度上能够解决这个问题[2-3]。
随着干燥、真空技术的快速开发,磁控溅射成为工业中沉积减反膜的首选[4]。但是磁控溅射工艺较为复杂,对环境、设备具有严苛要求,成本居高不下,并且低温磁控溅射制得的减反膜存在耐候性和机械性能不足的问题,虽然可以通过加热衬底[5]或高温退火[6-8]改善,但设备的磁铁通常耐温性能不高,溅射过程中保持较高的温度可能会造成磁铁的损坏。大量研究证明,溶胶凝胶技术可实现宽带、单波长、双波长等各种光学要求的减反膜[9-12],其在折射率调控上具有优秀的表现[13-18],高温烧结同样给溶胶凝胶涂层带来高耐候性和高机械强度[19],从而满足恶劣环境的工作需求。
本文利用溶胶凝胶法为工作波长为905 nm 的车载激光雷达减反膜提供解决方案,得到在入射角0~60°范围内反射率小于5%的高硬度、高耐磨性、低粗糙度的无裂纹双层复合减反膜。
1 样品的制备
1.1 TiO2 溶胶与SiO2 溶胶的制备
1)TiO2溶胶制备
实验探索了固化温度、盐酸浓度、弱酸性环境下含水量对TiO2薄膜折射率的影响。室温条件下分别将表1 所示试剂混合,搅拌45 min,在室温条件下密封陈化24 h,得到TiO2镀膜液。
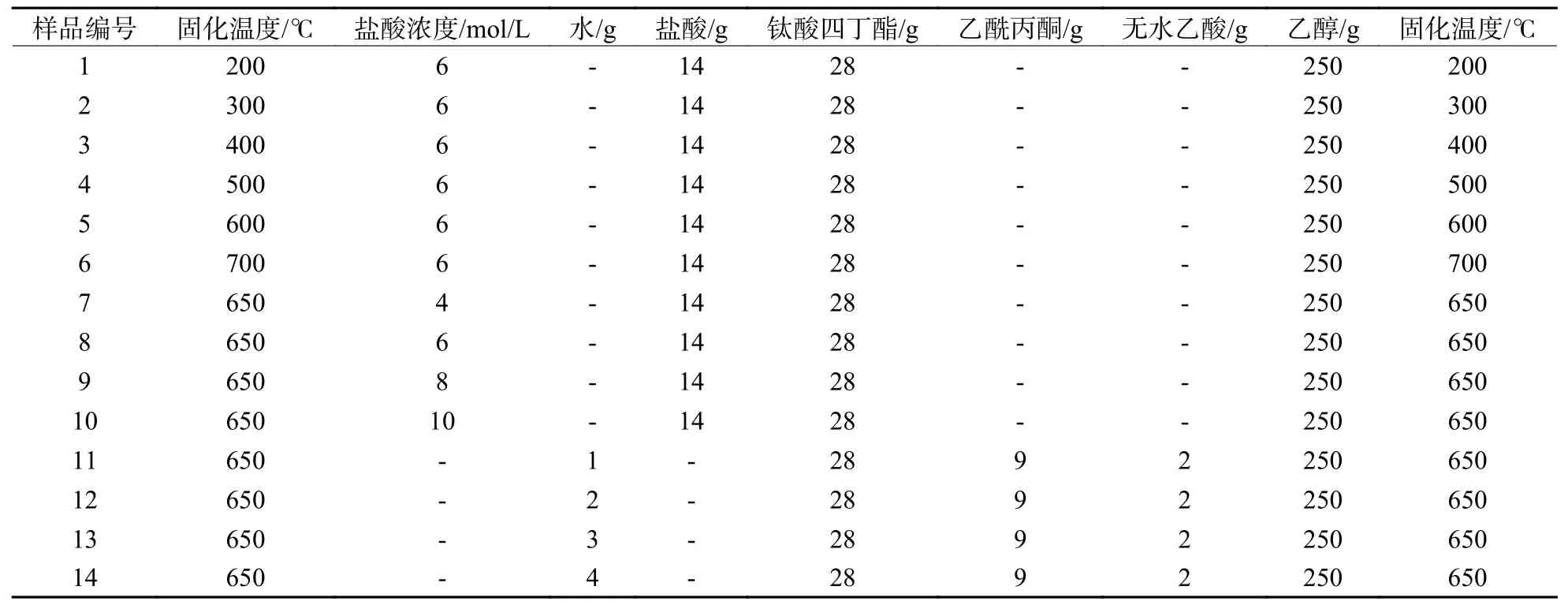
表1 TiO2 薄膜折射率实验变量及溶胶配方Table 1 Variables for refractive index and sol formulas of TiO2 coatings
2)SiO2溶胶制备
室温条件下将正硅酸乙酯、0.5 mol/L 盐酸、无水乙醇按照质量比1∶1∶2 混合,搅拌30 min,再加入3 倍于上述混合物质量的异丙醇,继续搅拌20 min。搅拌完成后,在室温条件下密封陈化24 h,得到SiO2镀膜液。
1.2 薄膜的制备
采用旋涂方式镀膜,将清洗完毕的玻璃固定于旋涂仪托盘中心。待转速稳定后,快速将TiO2镀膜液倾倒于玻璃中心,继续旋转10 min。旋转完成后,采用静置、烧结、饱和氨气熏蒸等方式形成底层TiO2薄膜。再进行顶层SiO2层旋涂,将镀膜玻璃置于650 ℃马弗炉中分别固化4 min,即可得到双层TiO2-SiO2复合减反膜。
2 结果与分析
2.1 薄膜表征
采用椭偏仪(Semilab,SE-2000)测量薄膜的折射率,椭偏仪直接测量得到物体表面反射光的2 种偏振态(p 波与s 波)的振幅衰减比和相位差,本文基于Tauc-Lorentz 模型和Cauchy 模型分别对TiO2和SiO2的椭偏数据进行折射率拟合。采用紫外分光光度计(Perkin Elmer,LAMBDA 850+)测量薄膜的透射率。采用激光粒度仪(Malvern Panalytical,nano-zse 3700)进行溶胶粒径测试。采用光学薄膜设计和分析通用工具TFCalc 软件进行膜系设计,并模拟复合薄膜60°时的反射率曲线。采用激光共聚焦显微镜(Keyence,VK-X100K)拍摄薄膜的表面形貌以及测量粗糙度。采用Avantes 光谱仪(AvaSpec-ULS4096CL-EVO 光谱仪和AvaLight-DHc紧凑型氘-卤素灯光源组合)测量薄膜的反射率,采用往复式磨耗试验机(Taber 5900)来评估涂层的耐磨性,依据标准GB-T 6739-1996 采用推车式铅笔硬度计来评估涂层的硬度。
2.2 TiO2 薄膜折射率的影响因素
折射率是影响减反膜光学性能的重要参数。当入射光在减反膜上下表面反射时,产生2 束相干光,选择折射率合适的薄膜材料并精确控制薄膜的厚度,以确保2 束相干光的光程差符合干涉极小条件,使得特定波长的反射光能量被完全消除或显著减弱,达到减反或增透的目的。溶胶凝胶法中的溶胶配方和固化工艺对TiO2薄膜的折射率影响较大,为调控该膜层的折射率,得到符合目标光学性能的减反膜,探索了不同固化温度、盐酸(催化剂)浓度、含水量对TiO2薄膜折射率的影响,所得结果如图1 所示。
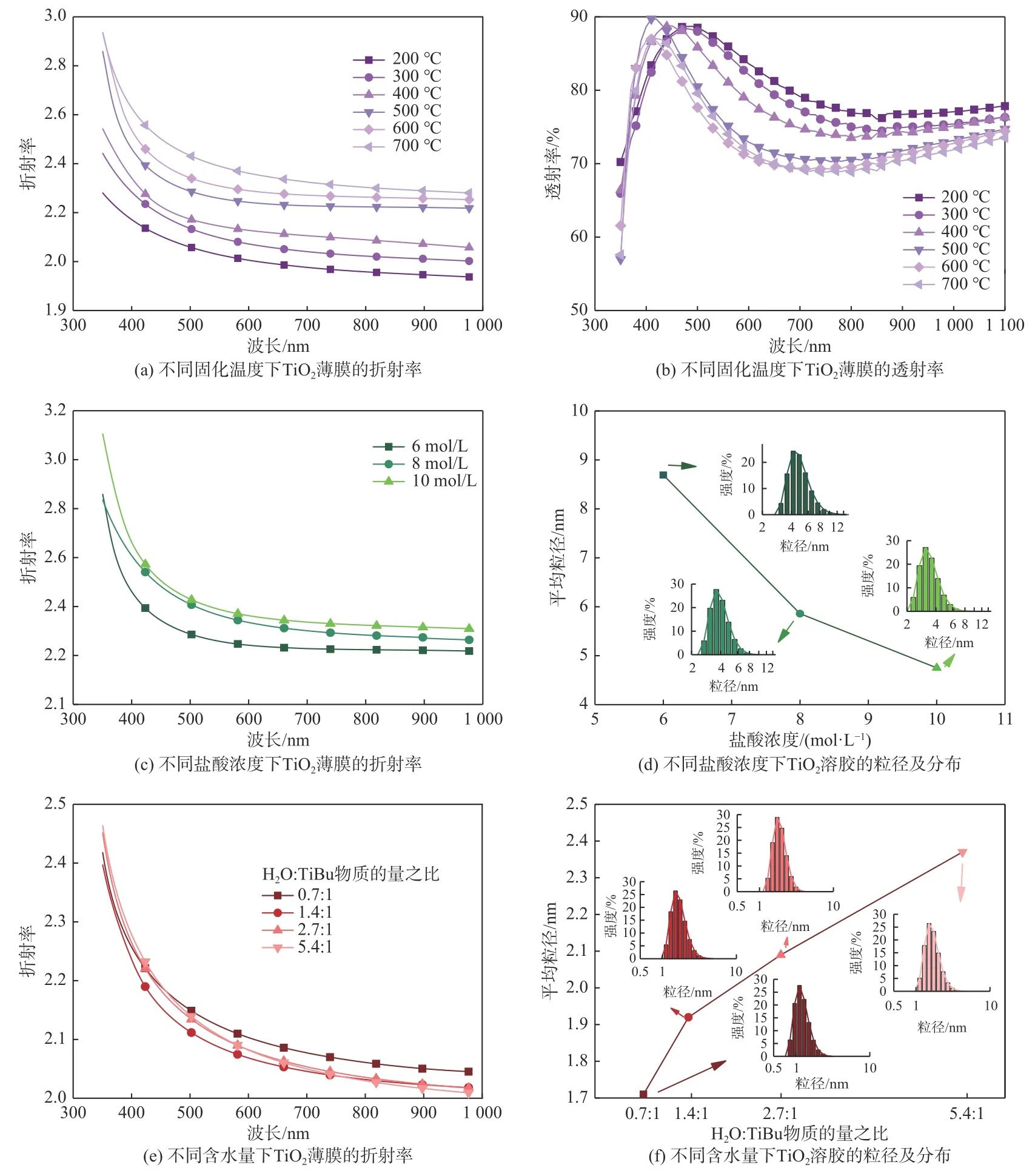
图1 薄膜的折射率、透射率及溶胶粒径测试结果Fig.1 Test results of refractive index,transmissivity and sol particle size
图1(a)、1(b)为固化温度200 ℃~700 ℃范围内的样品1~6 的折射率和透射率曲线。随着固化温度的不断升高,TiO2薄膜折射率呈现明显上升趋势,透射率呈下降趋势,折射率的上升为薄膜致密化程度增加所致,其中400℃~500℃之间折射率有相对比较大的变化,可能是因为在这个温度范围内TiO2由锐钛矿结构转化为金红石结构[20]。图1(c)、1(d)为盐酸浓度分别为6 mol/L、8 mol/L、10 mol/L 样品7~10 的折射率曲线以及粒径大小和粒径分布。当盐酸浓度为4 mol/L 时,溶胶在搅拌过程中凝胶,可见折射率随盐酸浓度升高呈现缓慢上升趋势,这是由于氢离子浓度越大,胶粒的聚合速度越慢,经过相同的陈化时间,盐酸浓度越高聚合度越低,粒径越小,固化后致密程度越高。图1(e)、1(f)分别为pH=6.55 且H2O:TiBu 物质的量之比分别为0.7∶1、1.4∶1、2.7∶1、5.4∶1 时样品11~14 的折射率曲线以及粒径大小和粒径分布。为阻止溶胶因酸浓度低而过快凝聚,添加乙酰丙酮(AcAc)作为络合剂,使AcAc∶TiBu 物质的量之比为1∶1。从图1 中可见,随着含水量上升,溶胶中粒径呈微小的变大趋势,薄膜折射率基本不变,理论上含水量的增加抑制了脱水缩聚,从而抑制了缩聚网络的形成,使得粒径变小,折射率上升,但此处未呈现此现象,可以理解为乙酰丙酮包覆水解产物,进一步阻止了胶粒缩聚的进行,使得粒径变化不大,这一影响大于含水量对缩聚反应带来的影响。
此外,薄膜的成膜效果也受溶胶配方中溶剂种类的影响。为了能够在两步镀膜间得到无裂纹的双层复合减反膜,本文将TiO2溶胶中的溶剂替换为粘度更高的异丙醇和正丁醇,并加入聚乙二醇(PEG600)。依据上述折射率变化趋势调节溶胶配方,最终所得TiO2溶胶在固化温度为650 ℃左右时,折射率约为2.10。
2.3 不同底层固化方式的双层薄膜的反射率
实验分别采用低湿度环境静置2 h、200 ℃烧结30 min、650 ℃烧结4 min、饱和氨气熏蒸5 s 的底层TiO2处理方式制备了4 个双层薄膜样品。利用Avantes 光谱仪测量入射角为15°时(测量结果与入射角0°相近)的反射率,如图2(a)所示。将椭偏仪测量得到的光学常数导入TFCalc 软件,再利用软件进行折射率厚度拟合,得到样品的厚度及折射率数据,并根据该拟合结果反演入射角为60°时的反射率,结果如图2(b)所示。可见样品2~4 均达到预期光学效果,当入射光波长为905 nm时,入射角为15°时最小反射率为0.26%,入射角为60°时最小反射率为3.66%,分别较无镀膜玻璃的反射率减少了3.99%、5.58%,且入射角为60°时为入射角在0°~60°变化范围内的反射率最大值,即对于视野覆盖120°的激光雷达而言,任何角度都具有小于5%的反射率。
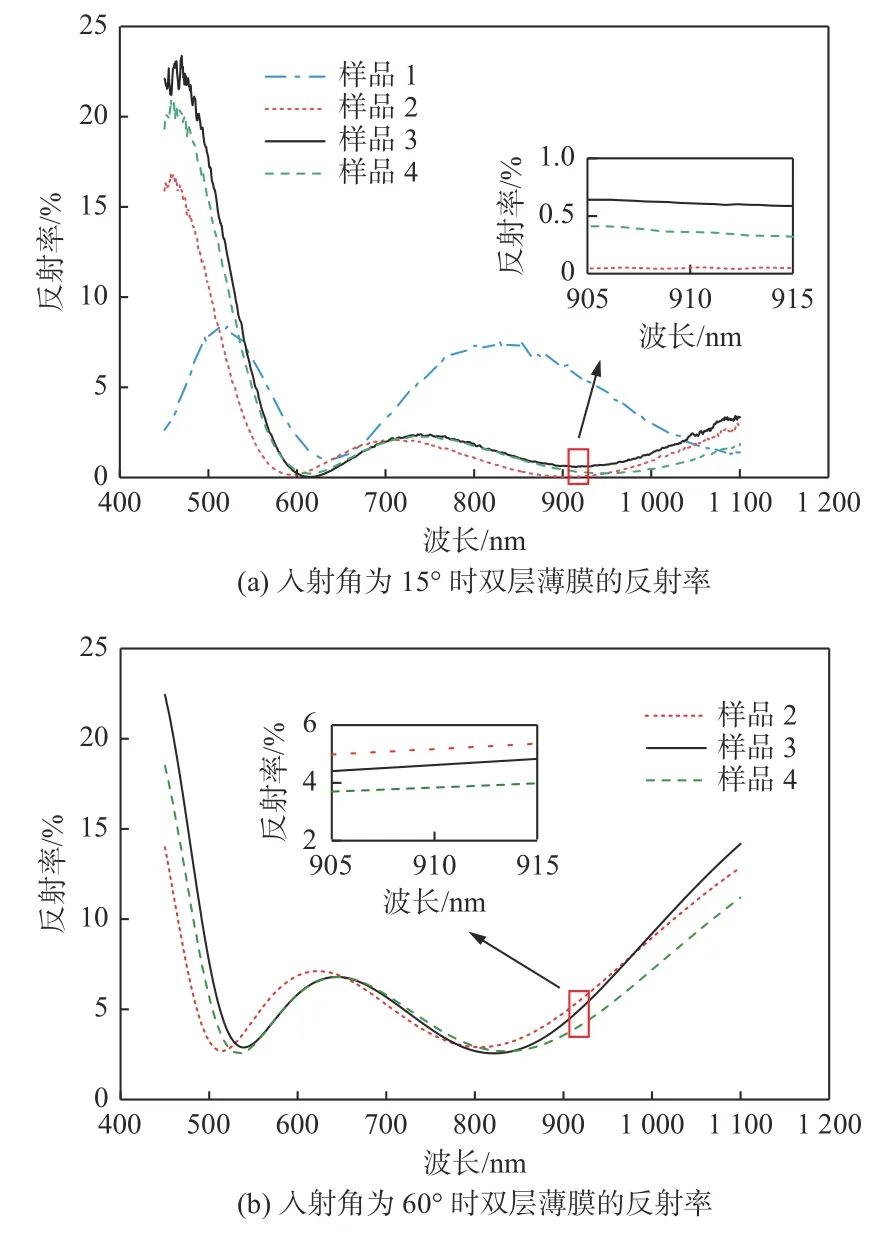
图2 不同入射角双层薄膜的反射率Fig.2 Reflectivity of bilayer films at different incident angles
软件拟合得到的数据如表2 所示。可见低湿度环境静置2 h 后TiO2层凝胶网络尚未完全形成,旋涂SiO2层时上下薄膜部分融合形成了中间层,其余3 种底层处理方式均得到良好的固化效果。
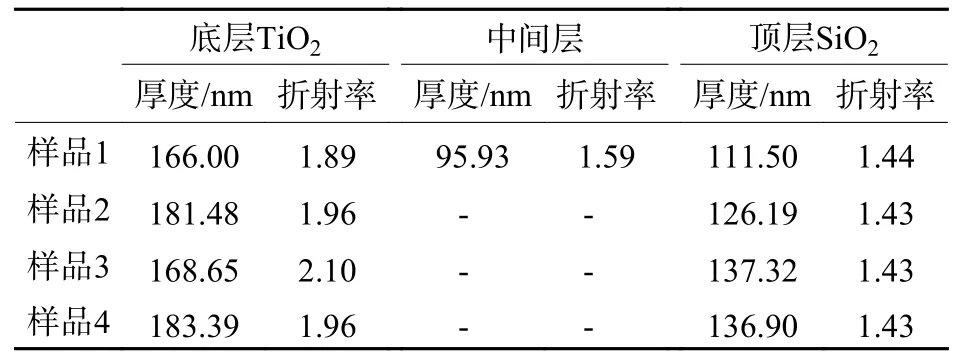
表2 不同底层固化方式的双层薄膜的厚度及折射率拟合结果Table 2 Fitting results of thickness and refractive index of bilayer coatings with different underlayer curing modes
2.4 不同底层固化方式的双层薄膜的表面形貌与粗糙度
图3 为激光共聚焦显微镜下4 个不同底层固化方式的双层薄膜的表面形貌。样品1 在静置过程中吸收了过多空气中的水蒸气,影响聚合反应,导致表面凹凸不平,宏观上引入一定雾度,表面粗糙度较大,为0.063 μm。样品2 与样品3 相比表面微孔较大,可见更高的处理温度能够得到更致密的结构,表面粗糙度分别为0.007 μm 和0.005 μm。样品4 表面呈现不规则放射状纹路,这是因为饱和氨蒸气使TiO2溶胶的pH 上升,加速凝胶过程,薄膜内分子聚合度快速上升,由线型向体型转变所致,表面粗糙度为0.019 μm。薄膜表面总积分散射损耗与粗糙度的平方成反比,平整的薄膜表面有利于激光光束的精密化[21],样品3 的粗糙度最小,可见650 ℃烧结4 min 的底层固化方式更适用于此激光雷达减反膜。
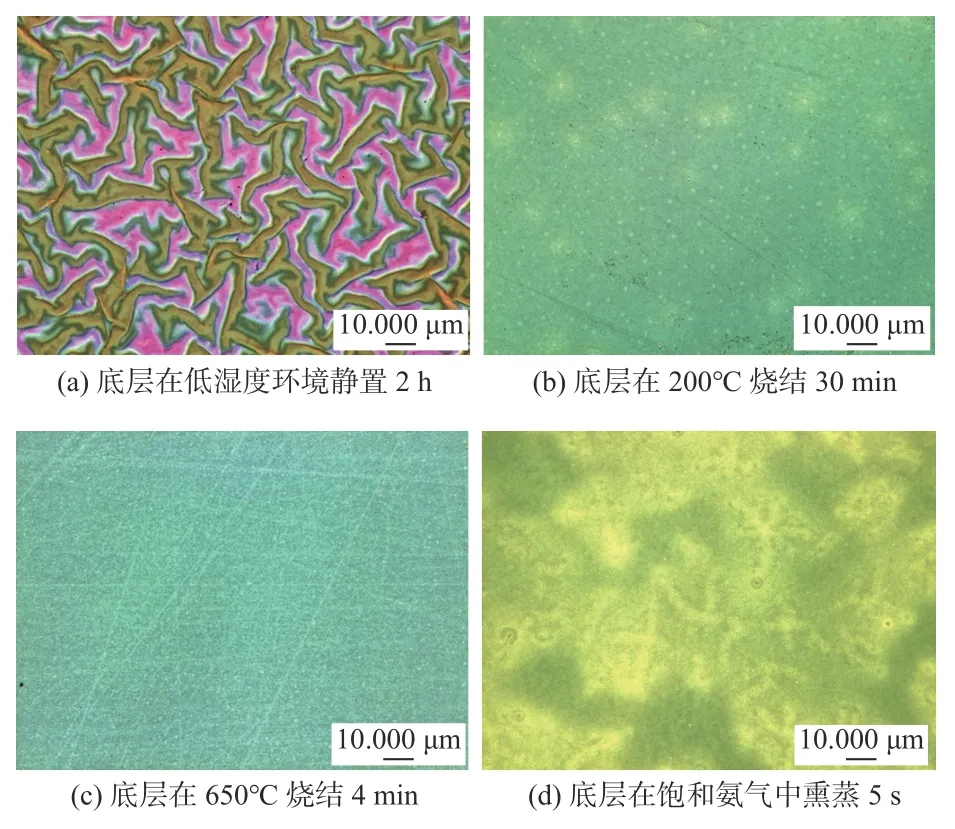
图3 不同底层固化方式的双层薄膜的表面形貌Fig.3 Surface morphology of bilayer coatings with different underlayer curing modes
2.5 不同底层固化方式的双层薄膜的硬度与耐磨性
推车式铅笔硬度计负重1 000 g,8H 铅笔笔尖与膜平面呈45°角,划过5 道5 cm 距离,样品2~4均未观察到擦伤,说明样品硬度大于等于8H。
利用Taber 磨耗仪,在负重750 g 下,以0000#钢丝绒为摩擦头,往复摩擦,样品2 和样品4 分别摩擦1 000 次和500 次后,顶层SiO2几乎被去除。样品3 经过8 000 次摩擦后,表面出现轻微痕迹,摩擦前后反射率及三维表面形貌对比分别如图4、图5 所示。摩擦后粗糙度由0.005 μm 变为0.007 μm,且减反性能几乎不变,可见该减反膜具有优良的耐磨性。
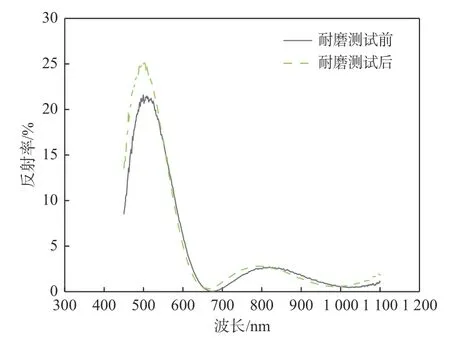
图4 样品3 耐磨测试前后的反射率Fig.4 Reflectivity of sample 3 before and after wear test
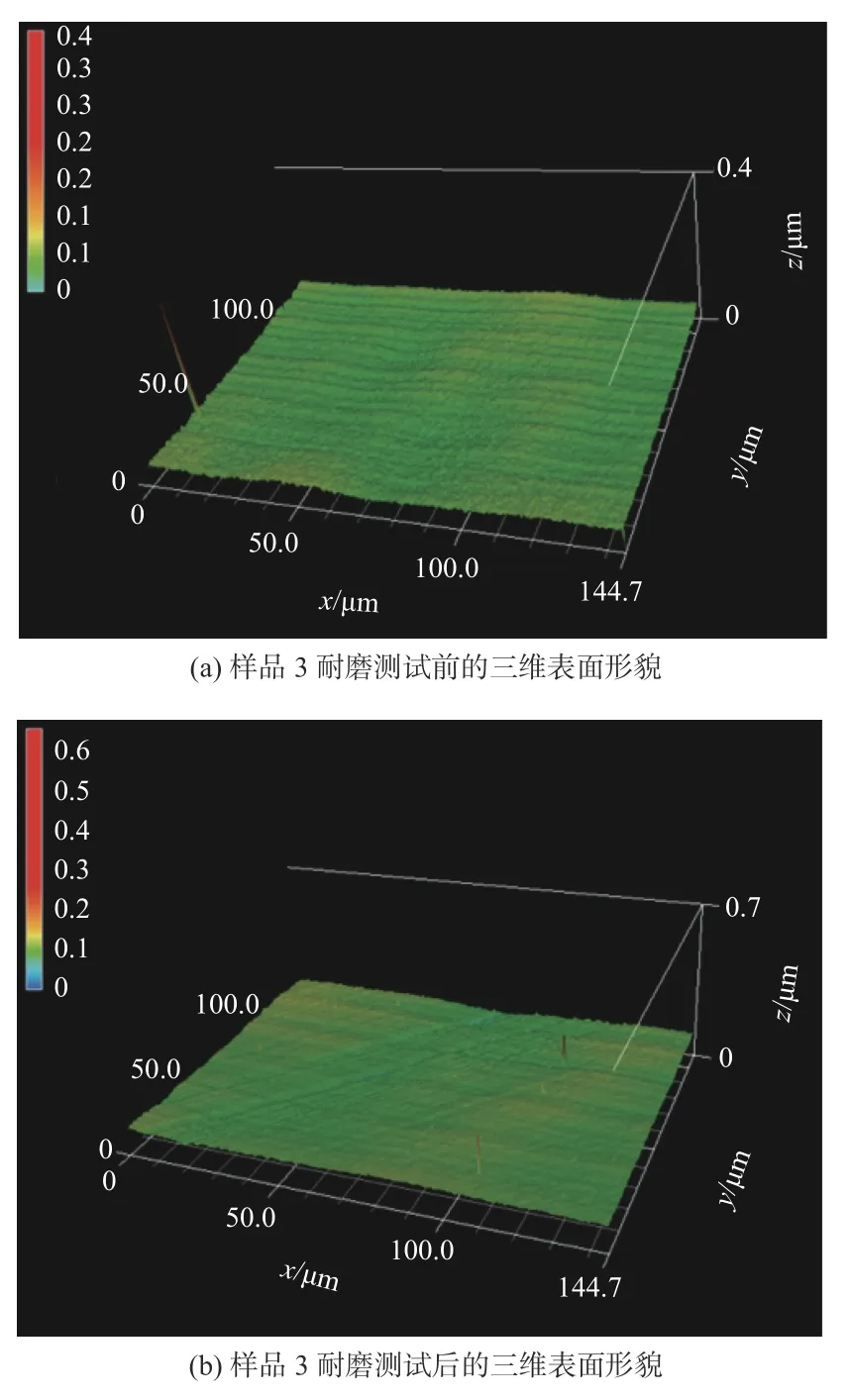
图5 样品3 耐磨测试前后的三维表面形貌Fig.5 3D surface morphology of sample 3 before and after wear test
3 结论
采用溶胶凝胶法制备了具有优良减反性能和机械性能的工作波长为905 nm 的激光雷达的减反膜。薄膜的减反性能与材料折射率息息相关,因此探索了固化温度、盐酸浓度、弱酸性环境下的含水量对TiO2的折射率影响,其中固化温度对折射率影响最大,含水量的影响最小。探索了4 种不同底层固化方式对双层薄膜表面反射率、表面形貌、粗糙度、硬度、耐磨性的影响,其中650 ℃烧结4 min的样品性能综合最佳。双层薄膜在波长905 nm处,入射角为15°时反射率最小为0.26%,入射角为60°时反射率最小为3.66%,最小粗糙度为0.005 μm,基本满足水平视角120°的激光雷达的光学需求。薄膜铅笔硬度达8H,最多能够承受8 000 次往复摩擦且无明显损伤,具有优良的适应恶劣环境的能力。
