煤气化装置生产常见问题及分析
2024-01-25翟云峰
翟云峰
(中国石化金陵分公司化工一部,江苏 南京 210000)
煤气化主要是利用气化技术,将煤转换成下游需要的变换合成气[1]。分公司为GE水煤浆气流床气化炉,燃料输送稳[2],气化炉烧嘴采用三流式结构,煤浆走内环隙,氧气走外环隙,中心氧走烧嘴中间。氧气和煤浆一同从烧嘴进入气化炉,氧气高速喷出与煤浆并流混合雾化,在压力4.0 MPa,温度1 300~1 400 ℃的条件下进行的火焰型催化部分氧化反应的过程,生成以CO、H2为主要成分的粗煤气。
1 气化工艺流程简介
来自电厂的煤通过管带机运输到制浆装置,通过皮带输送和来自气化装置的工艺水一同进到磨煤机中,分公司采用湿法棒磨机磨制水煤浆,研磨后的水煤浆通过低压煤浆泵输送到大煤浆槽中,然后再通过高压煤浆泵泵送到烧嘴和来自空分装置的氧气在烧嘴中混合后雾化喷出,在气化炉燃烧室发生火焰型非催化部分氧化反应最总生成以CO和H2为主的工艺气。工艺气经过下降管在气化炉激冷室中洗涤后,再通过上升管出气化炉,然后由工艺气管线去往文丘里洗涤器洗涤后进入洗涤塔,在洗涤塔中经过水浴后,再经过4层塔盘洗涤以及旋风分离器除沫除灰后送往后工序装置。
燃烧室中反应生成的煤渣经过在激冷室中水浴冷却,大部分灰渣汇集沉降到破渣机中,经过破渣机碎渣排到锁斗中,然后经由锁斗系统排放到渣池,再由捞渣机将煤渣捞出装车外运。另外,激冷室中的黑水由气化炉排放至闪蒸系统,经过高低压2级闪蒸降温、解析酸性气体及浓缩黑水固含量后,将黑水中大量的酸性气体解析出来从顶部排放并回收热量,将降温浓缩的黑水排到沉降槽中,在沉降槽中通过絮凝剂将灰渣凝聚沉降,较清的灰水溢流至灰水槽中,再由灰水泵泵送至系统中循环使用,由此形成气化装置水系统大循环。气化装置工艺流程简图见图1[1]。
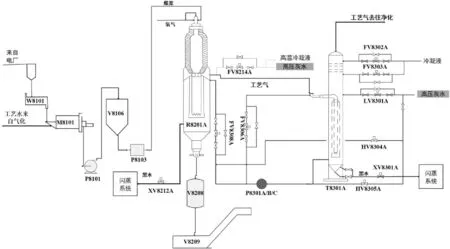
图1 气化框架工艺流程简图
2 气化装置常见问题介绍及分析
2.1 气化炉渣口堵塞
渣口是气化炉燃烧室和激冷室之间的通口,下接激冷室下降管。主要用于燃烧室生成工艺气的导向和液态排渣。生产中由于原煤质量问题或者炉膛操作温度过低等问题。原煤质量差灰含量多会造成更多的的灰渣经过渣口,灰分不产与反应但是会吸收大量的热量用于自身的融化,所以会造成炉膛内温度降低,易造成渣在渣口处凝结造成堵塞。由于水煤浆浓度在生产中会波动变化,会造成气化炉炉膛温度发生波动,炉膛温度低会造成燃烧室中的渣不能以熔融态流过渣口,在渣口处冷却凝结堵塞渣口。在正常生产和走大循环烘炉时都可能出现渣口堵塞情况。渣口发生堵塞时,一般可以通过提高氧煤比以提高炉温来清通渣口。
2.1.1 正常生产时渣口堵塞现象
(1)气化炉渣口压差升高;
(2)工艺气分析中CO含量明显升高;
(3)捞渣机电流变低;
(4)捞渣机中渣出现拉丝现象。
2.1.2 烘炉时渣口堵塞现象及处理
(1)抽引负压在没有人为因素干预的情况下变高;
(2)气化炉出口温度下降。
2.1.3 实例分析
2022年6月22日,分公司化工一部R8201C气化炉烘炉往1 300 ℃升温。由于破渣机出现故障被迫停运,避免造成升温过程中大量炉壁灰渣融化脱落,气化炉升温至1 000 ℃时保持恒温,待破渣机问题修复完成后继续升温。在1 000 ℃恒温过程中,气化炉炉壁挂渣虽然没有大量脱落,但是也在慢慢地掉落,掉落的渣流到渣口附近,由于渣口处温度相对较低,炉渣在渣口处冷却凝结,从而造成渣口堵塞,见图2。

图2 气化炉渣口堵塞图
渣口发生堵塞后,通过现场开大抽引蒸汽阀门至负压为 -3 000 Pa,20 min后抽引负压慢慢升高,渣口慢慢被抽通,气化炉工艺气出口温度迅速上升,由130 ℃上升到274 ℃。渣口抽通后,现场调节负压到-680 Pa,气化炉出口温度逐渐到177 ℃,继续正常烘炉升温。炉膛负压变化趋势及气化炉出口温度变化趋势见图3。
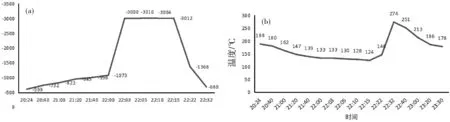
图3 气化炉炉膛负压趋势图(a)和气化炉工艺气出口温度变化趋势图(b)
2.2 系统水质变差
2.2.1 系统水循环介绍
分公司水煤浆气化装置采用激冷流程,工艺气经过激冷室水浴后出气化炉去往洗涤塔,气化炉激冷室底部黑水排放去往高低压闪蒸,经过高低压二级闪蒸解析气体,浓缩并降温黑水后,排放至沉降槽中,经沉降槽沉淀后较清的灰水溢流至灰水槽中,通过灰水泵再送回系统。虽然经过沉降槽中絮凝剂的吸附沉降,较大的灰渣被吸附沉降送往过滤系统,但仍有很多细小的灰渣无法聚集沉降,最终随灰水返回系统中,且每次循环都会累积更多灰渣在水系统中,如此往复形成恶性循环,最终使系统水质越来越差,造成系统水平衡不能维持,严重会造成装置停车。
2.2.2 实例分析
2022年6月3日,分公司B系列锁斗冲洗水罐在一个锁斗循环期间出现补水量不足。锁斗冲洗水罐正常一个周期内补水量到7 200 mm至溢流,而补水量突然降低到一个周期内冲洗水罐只能补到6 410 mm。分公司三个系列的锁斗冲洗水罐补水都来自低压灰水,并且各个系列之间都有跨阀。通过将A系列补水阀门适当关小,从而将水憋到B系列冲洗水罐中。经过微调后,B系列锁斗冲洗水罐补水量一个周期内达到7 200 mm,但是A系列锁斗冲洗水罐补水量出现不足,一个周期内补水量下降到6 500 mm。后又将A系列补水量提上来,最后B系列锁斗冲洗水罐补水量出现不足,只有6 450 mm。经判断,系锁斗系列换热器堵塞严重造成补水量不足。最终将B系列换热器交出,投用备用系列C系列换热器后冲洗水罐补水量恢复正常。A,B系列锁斗冲洗水罐补水量波动图见图4。
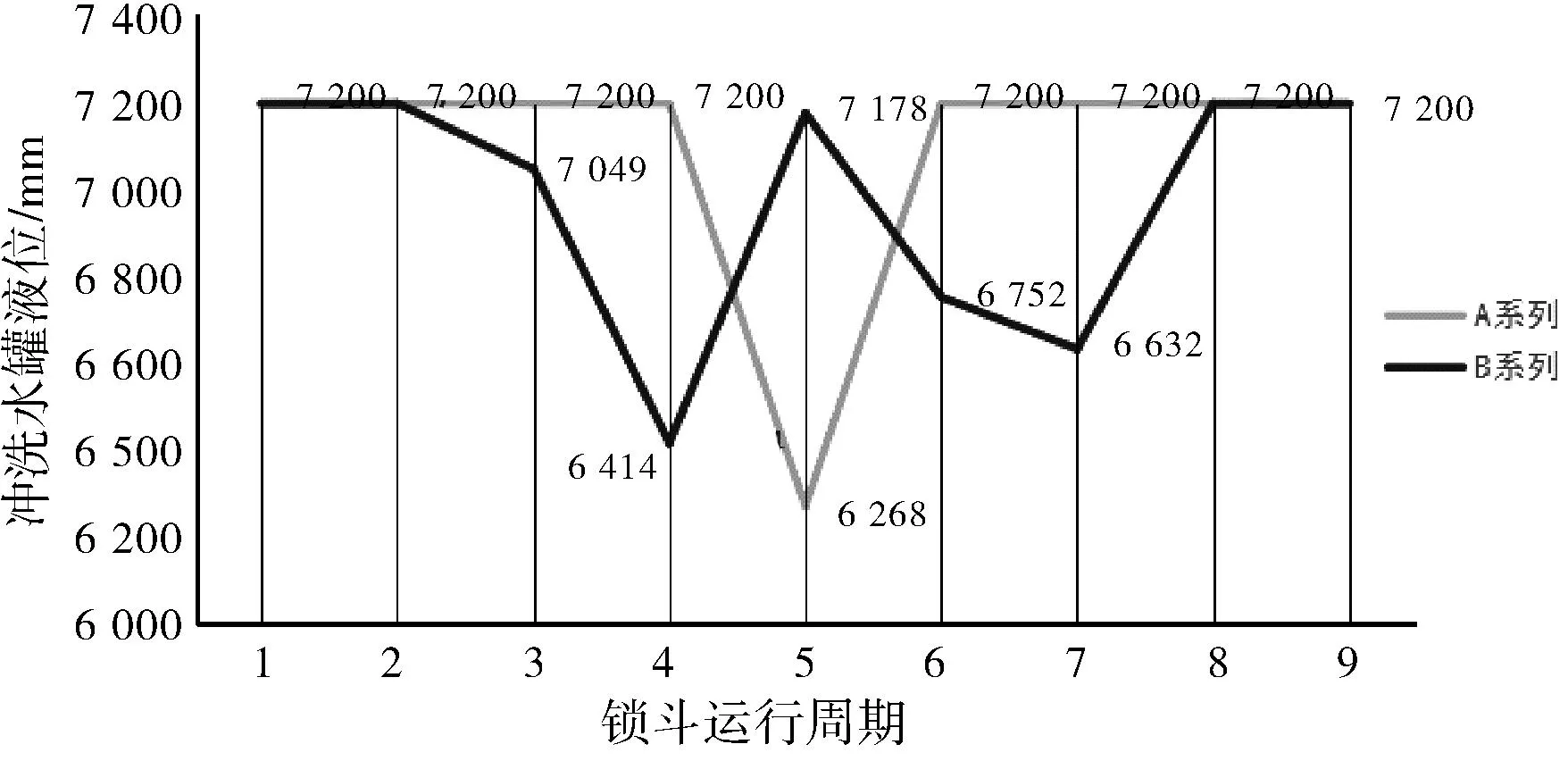
图4 A、B系列锁斗冲洗水罐液位波动折线图
由上图4示,A,B系列锁斗冲洗水罐液位补水出现间断不足现象,系换热器堵塞造成系统补水量不足,不能满足两个锁斗同时在一个周期内补足水。锁斗冲洗水罐的补水也是低压灰水,气化炉长周期的运行造成系统水质不可避免的变差,从而造成锁斗冲洗水罐补水水质变差,周而复始造成锁斗补水换热器堵塞现象加剧,最终造成冲洗水罐补水量不足,影响到锁斗程序正常运行。
2.3 管线设备冲蚀严重
系统水质变差会造成水中夹带更多的灰渣,除了会造成管线堵塞问题,系统中存留的大量灰渣会对管线弯头等部位造成长期冲蚀,使管壁减薄,严重时出现砂眼漏洞,不仅减少了管道的使用寿命,而且大大增加了系统运行的风险。
2.3.1 实例分析
分公司沉降槽底流泵2022年8月进口管线出现砂眼漏洞,出水量较大,造成底流泵不能正常运转,影响到工艺生产,见图5。后通过在砂眼处更换一节管段后消除漏点,恢复正常生产。

图5 沉降槽给料泵进口管线砂眼
分公司沉降槽主要用来处理系统水中的灰渣。来自气化炉和洗涤塔排放的黑水经过闪蒸系统降温浓缩后排放到沉降槽中,在絮凝剂的作用下进行渣水分离,分离出的较清的灰水通过分散剂作用后送往灰水槽中供系统使用,分离出来的渣汇集在沉降槽底部,通过沉降槽底部的耙料机将渣耙到中间由底流泵抽到过滤系统滤干外送。系统长周期运行,造成系统水质变差,系统中的渣量愈积愈多,造成沉降系统负荷变大,从而造成底流泵管线减薄出现砂眼。
3 装置长周期平稳运行优化措施
3.1 采用优质煤种
气化反应对于水煤浆有严格的质量要求,主要考虑煤的灰分、挥发分、内水含量、稳定性及灰熔点等性质。由于气化反应产生的渣全部来自于煤浆,所以在选取煤种时要格外注意。煤是水煤浆的重要组成部分,煤的性质是决定水煤浆性质的关键因素。研究表明,煤阶越低、内在水分越高、煤中氧碳比越高、亲水官能团越多、孔隙越发达、可磨性指数HGI越小、煤中所含可溶性高价金属离子越多,煤制浆难度就越大[3]。原料煤内水含量决定着水煤浆的浓度,当内水含量增大时,一方面导致水煤浆含水量增大,气化反应所需热量增多,增加氧耗和煤耗;另一方面会使同体积水煤浆浓度降低,气化反应生成的(CO+H2)减少,降低气化效率[4]。煤的灰熔点通常指煤灰熔融性分析中的流动温度,其高低与煤灰的化学组成密切相关,当入炉煤的灰熔点升高时,需要加氧操作,保证在气化炉温度在灰熔点之上50~100 ℃,保证液态排渣,氧煤比升高,气化炉温度随之升高,工艺烧嘴端部环境变恶劣,烧嘴寿命缩短[5]。分公司目前主要使用的原料煤是神优2#煤,煤种比较单一,期间掺烧过神优1#原料煤,燃烧效果不是很好。需要多尝试新的原料煤并将合适的原料煤作为备用,扩大合适的原料煤库可以很大程度上从源头解决系统堵塞问题。神优1#和2#原料煤组分分析见表1。

表1 神优1#和神优2#煤种质量比对表
3.2 优化生产及装置升级改造
水煤浆和氧气反应后生成的灰渣通过渣口进入激冷室中,绝大部分灰渣在激冷室水浴中冷却凝固排到锁斗中,最终排放到渣池里。但是会有部分灰渣在激冷室中未凝固沉降,随黑水排放去往闪蒸,然后到沉降槽中,经过絮凝剂沉降过滤后,重新输送回系统。系统水循环无时无刻不在进行,也就是说水系统中的灰渣量在不断升高,系统水质在不断恶化,管道弯头等易损部位受磨损程度不断加剧。另外,由于工艺气出气化炉仍是高温高压,大量的灰渣会随工艺气出气化炉,虽然工艺气自燃烧室出来到洗涤塔出口这一段经过6次洗涤,但是仍有不少灰渣随工艺气去往后工序,对后工序造成不少负担,气化系统水质变差,工艺气带灰带水现象会很明显,严重时会造成装置停工。为实现气化装置长周期平稳运行,现从工艺及设备方面考虑,有如下建议:
(1)根据系统负荷调整絮凝剂及分散剂量,巡检时检查絮凝剂泵及分散剂泵,确保打量正常;
(2)做好水质检测,根据检测结果系统水质置换;
(3)提高管道强度。对管道易损部位进行堆焊,采用厚壁管、耐磨管,以及对管道内壁进行渗硼、渗氮、衬陶瓷等处理[6]。
(4)对气化炉、洗涤塔进行改造,增加增加激冷室及洗涤塔高度增加水浴时间;
(5)对洗涤塔进行改造,加宽洗涤塔宽度,降低空速,减少工艺气带灰量,减少对后工序负担。
4 结 论
水煤浆气化以煤作为原料,不可避免地会遇到系统带灰堵塞、水质变差等问题,通过改善煤质及合理的优化操作等可以有效的改善系统环境,大大降低系统中的渣含量,延长易受冲刷设备的使用寿命,最终实现装置长周期运行。
另外,在生产中需要多注意各参数的变化,数据分析的真实性、有效性。定期进行事故演练,锻炼班组事故处理能力,全方位做好准备应对各类问题的发生,为装置长周期平稳运行保驾护航。