轨道车辆用钎焊铝蜂窝板拼焊接头研究
2024-01-20于洪传涂勤书李文化
于洪传 涂勤书 李文化
摘 要:钎焊铝蜂窝板由于其密度小、强度高、减振降噪等优势,在轨道交通车辆制造行业应用越来越广泛。由于轨道交通车辆部件一般结构尺寸较大,多数超出单一铝蜂窝板的板幅,因此需将多块铝蜂窝板拼焊使用。本文提出了三种铝蜂窝板拼焊接头,即平对接拼焊接头、内置铝蜂窝衬垫拼焊接头、T型铝蜂窝衬垫拼焊接头。以规格为25-2-2-0.2×6的铝蜂窝板为例,按照相关标准,通过试验测试了三种铝蜂窝板拼焊接头抗拉强度、抗压强度、彎曲强度、滚筒剥离强度等机械性能,并与单一铝蜂窝板进行对比,得出三种拼焊接头对铝蜂窝板机械性能的影响,对铝蜂窝板拼焊设计给出指导建议。
关键词:轨道车辆,钎焊铝蜂窝,拼焊接头,轻量化,机械强度
DOI编码:10.3969/j.issn.1002-5944.2023.07.036
Research on the Tailor-Welded Joints of Brazed Aluminum Honeycomb for Railway Vehicles
YU Hongchuan TU Qinshu LI Wenhua
(CRRC Qingdao Sifang Co., Ltd.)
Abstract: With the advantages of low density, high strength, vibration and noise reduction, brazed aluminum honeycomb is more and more widely used in railway vehicles manufacturing. As the railway vehicles part structure size is usually larger than single aluminum honeycomb panel, brazed aluminum honeycomb needs to be tailor-welded. This paper puts forward three tailor-welded joints of brazed aluminum honeycomb, including fl at tailor-welded joints, built-in aluminum honeycomb backing tailor-welded joints, and T-shaped aluminum honeycomb backing tailor-welded joints. Taking the brazed aluminum honeycomb test sample with specifi cation of 25-2-2-0.2×6 as an example, the mechanical properties of these three tailor-welded joints of brazed aluminum honeycomb are tested according to the relevant standards, such as extension strength, compressive strength, fl exural strength, drum peeling strength. It studies the mechanical property effect of three tailor-welded joints, and gives suggestions for the design of aluminum honeycomb tailor-welding.
Keywords: railway vehicles, brazed aluminum honeycomb, tailor-welded joints, lightweight, mechanical strength
0 引 言
钎焊铝蜂窝板是一种以正六边形焊接蜂窝芯为芯材,两面敷铝合金面板,经高温钎焊焊接在一起的中空复合结构金属板材,见图1。近年来钎焊铝蜂窝板已在轨道交通车辆内装墙板、内装地板等部位应用,随着技术的进步,钎焊铝蜂窝板的制造、加工、成型、焊接等工艺愈加成熟,应用范围逐渐扩展至铝合金车体地板、端墙等非主要承载部件中。
由于轨道交通车辆部件一般结构尺寸较大,多数超出单一铝蜂窝板的板幅,因此需将多块铝蜂窝板拼接使用,铝蜂窝拼接有很多方法,本文提出三种焊接拼接的方案。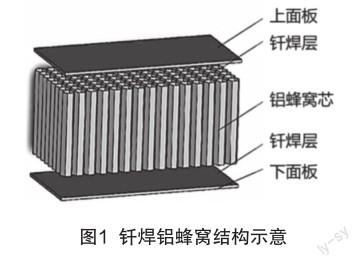
1 铝蜂窝拼焊接头
1.1 平对接拼焊
蜂窝板1与蜂窝板2平对接,上下面板开坡口进行焊接,如图2所示。
此方案结构简单,适合平整的铝蜂窝板拼接,可用机械手焊接,工艺方法成熟,对于面板厚度较薄的铝蜂窝,能够保证焊接质量。但拼焊位置无衬垫,对于面板较厚的铝蜂窝,存在面板熔不透或焊缝背部成型质量不良的问题。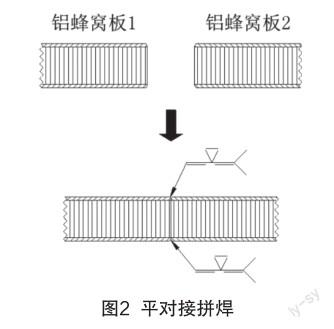
1.2 内置铝蜂窝衬垫拼焊
蜂窝板1与蜂窝板2对接,上下面板开坡口进行焊接,拼焊位置去除蜂窝芯,内部置入厚度适当的铝蜂窝板作为焊接衬垫,如图3所示。
此方案相对于平对接增加了内部衬垫,可以保证任意厚度外板的铝蜂窝焊接质量,拼焊后上下面板均为平面。但拼焊位置去除蜂窝芯,且内置衬垫与蜂窝板无连接,仅通过上下面板传递载荷,机械性能下降。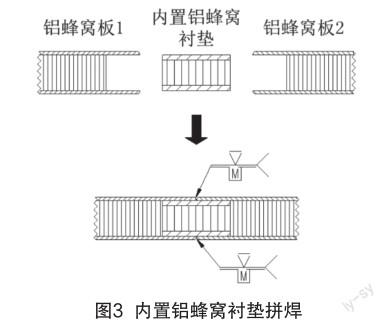
1.3 T型铝蜂窝衬垫拼焊
蜂窝板1与蜂窝板2一面为平对接焊,另一面增加T型铝蜂窝衬垫,衬垫与蜂窝板进行搭接焊,如图4所示。
此方案既设置了衬垫,工艺性较好,有效保证对接焊焊缝质量,又实现了蜂窝板1、蜂窝板2、铝蜂窝衬垫两两连接,机械性能较好。但仅对接焊一面为平面,另一面为搭接面。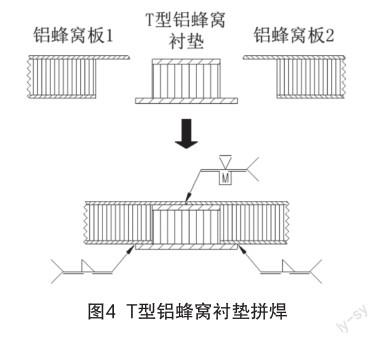
2 机械性能研究
钎焊铝蜂窝板是蜂窝芯與蜂窝芯、蜂窝芯与面板均为钎焊连接,钎焊过程中母材不熔化,避免了熔焊过程中的晶粒长大、溶蚀等问题。铝蜂窝板在承受拉伸、压缩、弯曲载荷时由面板、蜂窝芯及钎焊节点整体承载,剥离时主要考核钎焊节点强度[1]。
2.1 试验
为研究不同接头拼焊后对铝蜂窝板性能影响,分别对4种结构(单一铝蜂窝板及三种接头拼焊后铝蜂窝)抗拉强度、抗压强度、弯曲强度、滚筒剥离强度进行试验[2]。试验样件规格见表1。
2.1.1 抗拉强度试验
试验依据GB/T 1452-2018《夹层结构平拉强度试验方法》[3],每种结构分别制作5个60mm×60 mm正方形试验样件,利用UTM5105X万能试验机加载,加载速率为2mm/min。
将样件组装在拉伸夹具下,然后将拉伸夹具拉杆装在试验机上夹头中,注意对中,调整试验机零点,再将拉伸夹具的下拉杆安装在试验机的下夹头中,均匀连续加载直至破坏,读取破坏载荷,试验照片见图5,试验结果为5个样件结果的平均值。

2.1.2 抗压强度试验
试验依据GB/T 1453-2005《夹层结构或芯子平压性能试验方法》[4],每种结构分别制作5个60mm×60mm正方形试验样件,利用UTM5105X万能试验机加载,加载速率为2mm/min。
将样件组装在试验机上下垫块之间,注意对中,调整试验机零点,调整试验机使上垫块与试验机上压头平面平行,均匀连续加载直至破坏,读取破坏载荷,试验照片见图6,试验结果为5个样件结果的平均值。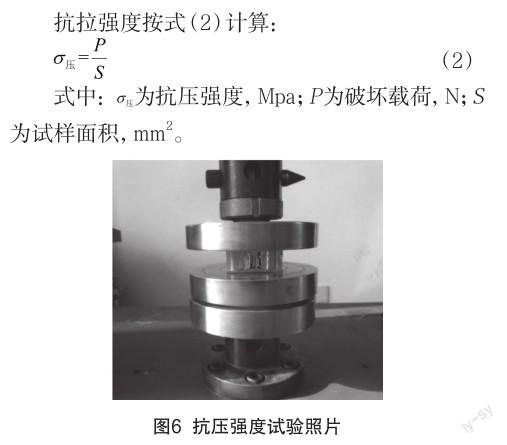
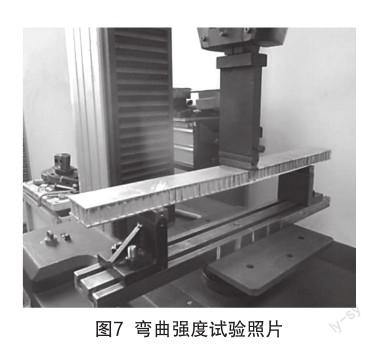
2.1.3 弯曲强度试验
试验依据GB/T 1456-2005《夹层结构弯曲性能试验方法》[5],每种结构分别制作5个600 mm×60 mm试验样件,利用WDW-10T万能试验机加载,试验跨距为400 mm,加载速率为5 mm/min。
按照选定的跨距调整试验机,将样件安装在弯曲试验支座上,加上加载压头,并在压头与样件之间垫上一块硬质橡胶垫片,调整试验机零点,均匀连续加载直至破坏,读取破坏载荷,试验照片见图7,试验结果为5个样件结果的平均值。
2.1.4 滚筒剥离强度试验
试验依据GB/T 1457-2005《夹层结构滚筒剥离强度试验方法》[6],每种结构分别制作5个300 mm×60 mm试验样件,利用WDW-10T万能试验机加载,加载速率为20 mm/min。
将试样被剥离面板的一头加入滚筒夹具上,使试验轴线与滚筒轴线垂直,另一头装在夹具中,然后将上夹具与试验机相连,调整试验机载荷零点,再将下夹具与试验机连接。按规定的记载速度进行试验,试样被剥离到150 mm~180 mm时,便卸载,使滚筒回到未剥离前的初始位置,记录载荷-剥离曲线及抗力载荷,试验照片见图8,试验结果为5个样件结果的平均值。
式中:为滚筒剥离强度,;为平均剥离载荷,N;为抗力载荷,N;为滚筒凸缘直径,mm;为滚筒直径,mm;为试样宽度,mm。
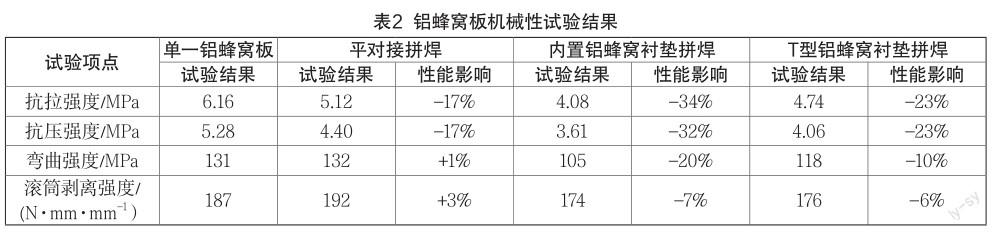
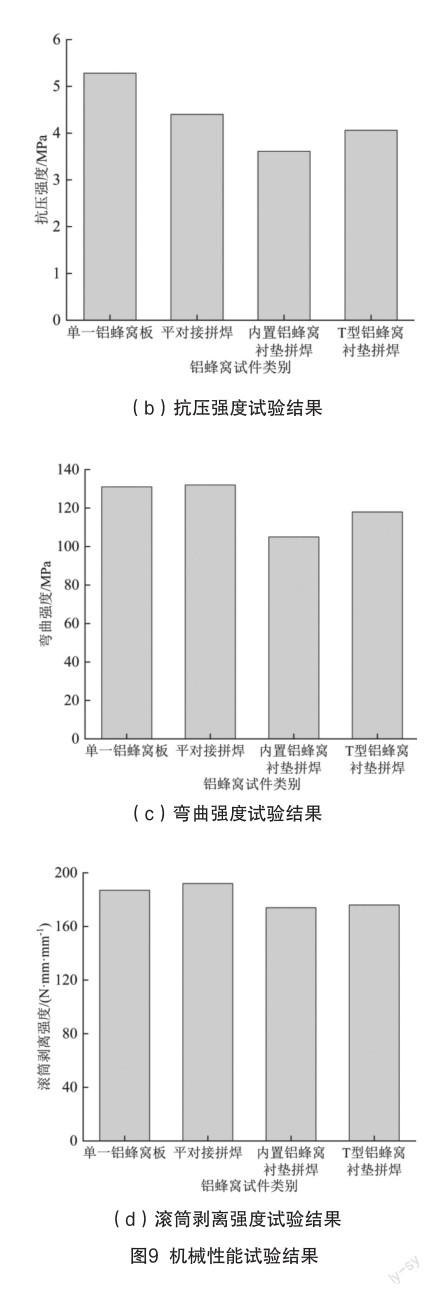
2.2 试验结果
4种结构机械性能试验结果见表2及图9。由试验结果可知,相比于单一铝蜂窝板,平对接拼焊方案抗拉强度、抗压强度均降低约17%,弯曲强度、滚筒剥离强度基本不变;内置铝蜂窝衬垫拼焊方案抗拉强度降低约34%,抗压强度降低约32%,弯曲强度降低约20%,弯曲强度降低约7%;T型铝蜂窝衬垫拼焊方案抗拉强度、抗压强度均降低约23%,弯曲强度降低约10%,弯曲强度降低约6%。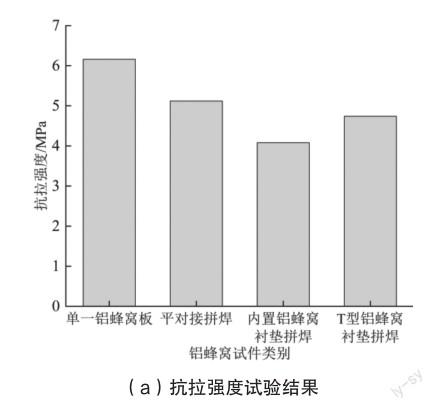
3 结 论
平对接拼焊方案机械强度下降较低,但需考虑焊接工艺性;内置蜂窝衬垫连接方案焊接工艺性好,但机械性能降低明显,适合在结构强度要求不高且上下面板均需平整时使用;T型蜂窝衬垫连接方案机械性能较平对接拼焊方案有所降低,但工艺性较好,适合在有一定结构强度要求位置使用,但拼焊位置一面有搭接接头,设计时需考虑。
参考文献
[1]齐书梅.中温自反应钎焊铝蜂窝板的工艺与性能研究[D].天津:天津大学,2016.
[2]李小强,肖晴,李力,等.Al-Si-Cu-Zn钎料钎焊3003铝合金的接头组织及力学性能[J].材料工程,2016,44(9):32-37.
[3]全国纤维增强塑料标准化技术委员会.夹层结构平拉强度试验方法: GB/T 1452-2018[S]. 北京: 中国标准出版社, 2018.
[4]全国纤维增强塑料标准化技术委员会.夹层结构或芯子平压性能试验方法: GB/T 1453-2005[S]. 北京: 中国标准出版社, 2005.
[5]全国纤维增强塑料标准化技术委员会.夹层结构弯曲性能试验方法: GB/T 1456-2005[S]. 北京: 中国标准出版社, 2005.
[6]全国纤维增强塑料标准化技术委员会.夹层结构滚筒剥离强度试验方法: GB/T 1457-2005[S]. 北京: 中国标准出版社, 2005.
作者简介
于洪传,硕士研究生,工程师,研究方向为机械工程及自动化。
(责任编辑:袁文静)
