轧制和退火对爆炸焊接Ag/Ti复合板组织和力学性能的影响
2024-01-18范文杰朱绍珍周龙海
范文杰,朱绍珍,周龙海,王 航
轧制和退火对爆炸焊接Ag/Ti复合板组织和力学性能的影响
范文杰,朱绍珍*,周龙海,王 航
(西安诺博尔稀贵金属材料股份有限公司,西安 710201)
采用爆炸-轧制复合法制备了Ag/Ti复合板材,研究了轧制和退火对复合板材力学性能和结合界面的显微组织的影响。结果表明,爆炸焊接Ag/Ti复合材界面出现典型的周期性波状组织,波峰高约80 μm,相邻波峰间距约为300 μm。爆炸焊接复合板经轧制后,波状复合界面由于发生较大的塑性变形转变为平直界面,且界面上形成不连续的AgTi扩散层。经后续的退火处理后,界面上形成厚度约为20 μm的连续均匀的扩散层。轧制态的Ag/Ti复合板经退火处理后,板材的强度明显降低,但是其塑性却有明显的增加,其屈服强度、抗拉强度和伸长率分别为358 MPa、464 MPa和50.5%。断口分析表明,轧制态和退火态复合板材断口中均表现出明显的韧性断裂特征,但退火态复合板断口中韧窝尺寸更大更深,表明其具有更好的塑性。
Ag/Ti复合板;爆炸焊接;轧制;退火
随着科技的进步和人们生活水平的不断提高,人们对涉及身体健康的卫生防菌意识逐渐提高,市场对于抗菌材料的需求不断增长,特别是日常饮食用抗菌材料得到广泛关注。银及银合金具有抗菌广谱、杀菌效率高和不易产生抗药性等优点,是一种高效且持久的无机抗菌剂[1]。银质器具造型优美、工艺精良,不仅可以作为高雅的工艺品,也可以作为实用的餐具,具有悠久的使用历史。但是,银质器具成本较高,难以大规模推广使用。
以廉价金属(如钛、不锈钢等)为基体,通过适当的工艺在其表面生成银复合层,从而制备出复合材料,该材料不仅可保持银的抗菌性能,而且还具有基体材料的强度和刚度。目前,银复合层的制备多采用电镀、磁控溅射和等离子喷涂及等方法。Arash等[2]采用电镀法在不锈钢表面制备出具有良好抗菌性能的纯银镀层。刘永红等[3]先用磁控溅射法在不锈钢表面生成镀银薄膜,再用强流脉冲电子束辐照,在基体表面形成银抗菌涂层,该涂层对变形链球菌具有较强的抗菌效果。胡宇等[4]采用大气等离子热喷涂方法在不锈钢基体上制备了致密的银基涂层,该涂层与基体结合强度达50 MPa以上。现有方法制备的银复合层较薄,且与基体结合性差,使用中易被磨损和消耗,不仅影响器具美观性,而且还会降低其表面的抗菌功效。因此,针对银质餐具的使用环境,增强银复合层与基体的结合力,并获得良好的抗菌性和长效性是需解决的关键问题。
爆炸焊接是利用炸药爆轰能量驱动金属板间发生高速碰撞而实现金属板之间冶金结合的焊接方法。Yang等[5]采用爆炸焊接方法在20 mm厚的Q235钢板上制备出0.2 mm厚高质量的银复合层。爆炸焊接制备的复合板较厚,再将其进行轧制得到所需厚度板材的方法称为爆炸-轧制法,该方法结合了爆炸复合和轧制复合的优点,适于基复层较薄的大面积复合板的生产[6]。赵峰等[7]采用爆炸-轧制法制备了4 mm厚的钛/钢复合板材,并研究了其界面结合性能。Chen等[8]研究了多道次轧制和退火对爆炸焊接AZ31/6061板材微观组织和力学性能的影响。
本文首先采用爆炸焊接方法制备了Ag/Ti复合板材,对复合界面的微观组织进行分析,并研究后续的轧制和退火对板材微观组织和力学性能的影响,为实际生产应用提供理论和技术依据。
1 实验
实验加工流程如图1所示,爆炸焊接实验基板选用厚度为9mm的退火态纯钛板,退火温度为650 ℃,退火时间为1 h,复板选用厚度为1 mm的退火态纯银板,退火温度为400 ℃,退火时间为1 h。爆炸复合之前,采用1000目砂纸对板材待焊接面进行打磨,并用无水乙醇将表面清洗干净。复板与基板呈平行放置状态,复板上铺设30mm厚氨油炸药,在复板一端的炸药上方放置引爆装置,之后进行爆炸焊接。之后采用轧机将爆炸焊接板坯沿爆轰传播方向进行冷轧,冷轧过程需进行中间退火,退火温度为650 ℃,退火时间为1 h,最终得到厚度为0.5 mm的Ag/Ti复合板材,其中Ag层厚度为0.05 mm,Ti层厚度为0.45 mm。最后将复合板材进行成品退火处理,退火温度为650 ℃,退火时间为1 h。此外,为了进行对比分析,采用相同轧制和退火工艺将纯钛板从10 mm加工到0.5 mm。

图1 实验加工流程图
沿爆炸或轧制方向在复合板上取金相试样,采用腐蚀剂对研磨和抛光后的样品进行侵蚀,先用腐蚀剂对Ti层进行侵蚀,腐蚀剂配比为1 mL氢氟酸、4 mL硝酸和5 mL水,之后再对Ag层进行侵蚀,腐蚀剂配比为10 mL氨水和10 mL双氧水,采用LEICA DMi8显微分析系统观察其金相组织。采用JSM6460和SU5000扫描电镜及其配置的能谱分析仪对微观组织及微区成分进行观察和分析。采用AG-100kNG材料试验机进行拉伸性能测试。
2 结果与讨论
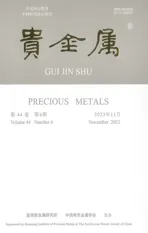
图2为爆炸焊接Ag/Ti复合板显微组织扫描电镜图片。从图2中可以看出,Ag/Ti结合界面出现周期性的波纹,波峰高约80 μm,相邻波峰间距约为300 μm,具有典型的爆炸焊接界面特征,这种复合界面能够增加复合层之间的结合面积,有效提高界面结合强度。在爆炸焊接过程中,基板和复板发生高速的斜碰撞,驻点附近形成了高温高压区,温度和压力急剧的上升使得界面金属出现了熔化并形成了金属射流,反复扰动的射流将侵彻基板与复板,最终形成波状界面[9]。
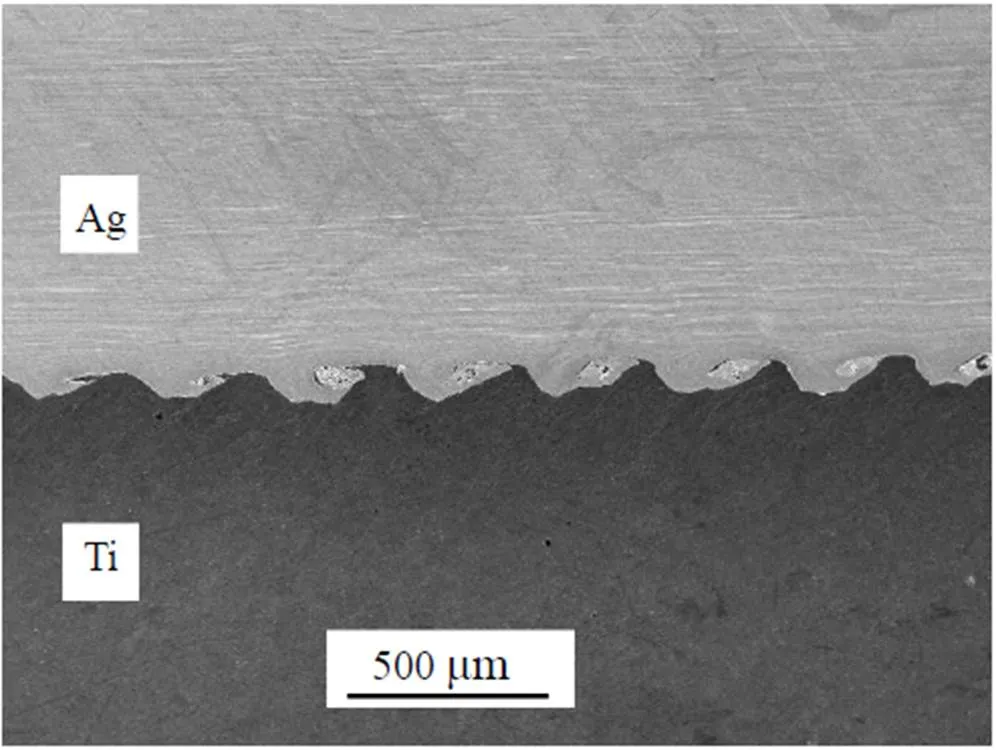
图2 爆炸焊接Ag/Ti复合板的微观组织
图3为爆炸焊接Ag/Ti复合板的界面微观组织及面扫描分析结果。从图3中可以发现,其界面具有漩涡组织特征,结合图3(b)和图3(c)的面扫描分析结果,少量Ti包裹在Ag基体的漩涡中,这是由于在爆炸瞬间,碰撞区域的表层射流被基板和复板捕获,形成了漩涡区。此外,从图3中可以发现,Ag和Ti复合层界面清晰,根据面扫描结果,Ag和Ti元素分布均具有明显的边界,表明复合界面处未观测到明显的元素扩散,这可能是由于爆炸焊接过程虽然会产生瞬时高温高压,但是该过程较短(约10-6s)[10],原子扩散时间短,扩散层厚度较小。
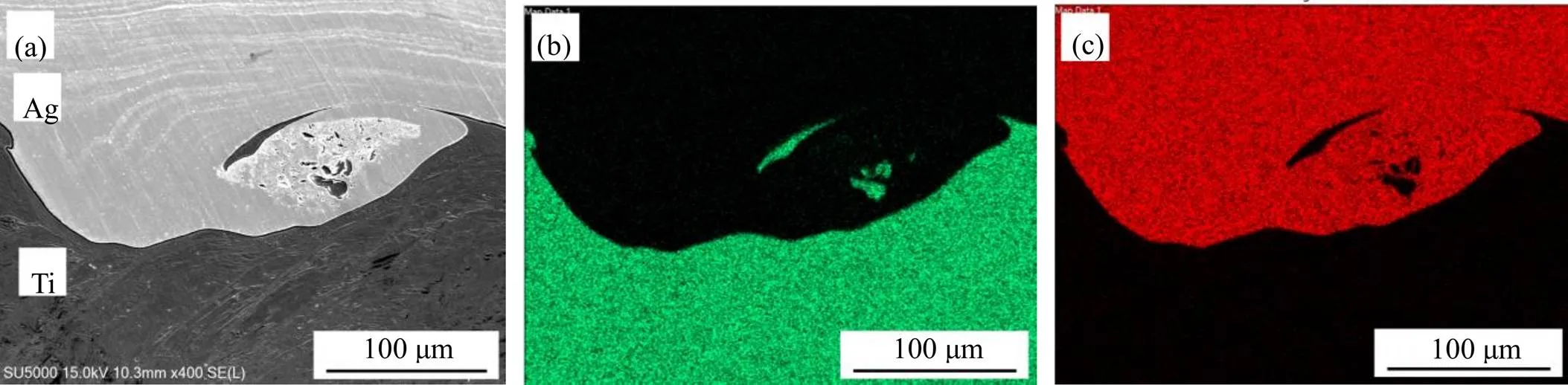
不同状态Ag/Ti复合板的微观组织金相照片如图4所示,图中上层为Ag层,下层为Ti层,二者之间为扩散层,由于金相侵蚀的原因,扩散层呈现黑色条纹状。从图4中可以发现,经退火处理后,组织均发生了明显的再结晶,Ag层形成晶界相互平行的大晶粒,Ti层形成晶粒尺寸约为50 μm的等轴晶组织。此外,爆炸焊接板材经轧制后,复合界面形态发生了明显变化,波状复合界面发生塑性变形转变为平直型界面。此外,板材经轧制变形后,其界面形成不连续的扩散层,这是由于板材轧制过程中进行了退火处理,在退火过程中,由于元素间的扩散在界面上形成扩散层,在之后的轧制过程中,扩散层被压扁并拉长,形成不连续的扩散层。经后续的退火处理后,形成厚度约为20 μm的连续均匀的扩散层。
(a). 微观组织(Microstructure); (b). Ti元素分布(Ti distribution); (c). Ag元素分布(Ag distribution)
(a). 轧制态板材(As-rolled plate); (b). 退火态板材(As-annealed plate)
图5和图6为不同状态Ag/Ti复合板材界面的面扫描分析结果,表1为图5和图6中标记点的EDS分析结果。从图表中可以看出,轧制态和退火态中扩散层中的金属间化合物均由Ag和Ti两种元素组成,并且二者的原子比接近1:1。结合Ag-Ti二元合金相图,Ag和Ti之间可能形成AgTi2和AgTi两种金属间化合物,根据EDS分析结果可以确定扩散层由AgTi金属间化合物组成。此外,从图中还可以看出,轧制态复合板材的界面扩散层为不连续状态,如图中箭头所示区域明显可见Ag层和Ti层直接结合,而经退火处理后,扩散层变得更加连续和均匀,这有不仅利于提高Ag层和Ti层的结合强度,而且还使复合板材的微观组织更加均匀。
表2为不同状态Ag/Ti复合板材和纯钛板的拉伸力学性能。从表2中可以看出,由于板材在加工过程中产生加工硬化,导致轧制态的复合板具有较高的强度,但是其塑性较差,而经退火处理后,板材组织发生了完全的再结晶,降低了位错密度,其强度明显降低,但是塑性却有明显的增加,其屈服强度、抗拉强度和伸长率分别为358 MPa、464 MPa和50.5%。此外,通过与纯钛板拉伸力学性能进行对比可以发现,两种材料在相同状态下的力学性能没有明显差异。这是由于纯Ag层较薄,且强度较低(轧制态抗拉强度约为300 MPa),复合板材强度最终由Ti层决定。

(a). 界面微观组织(Microstructure of the bonding interface); (b). Ti元素分布(Ti distribution); (c). Ag元素分布(Ag distribution)
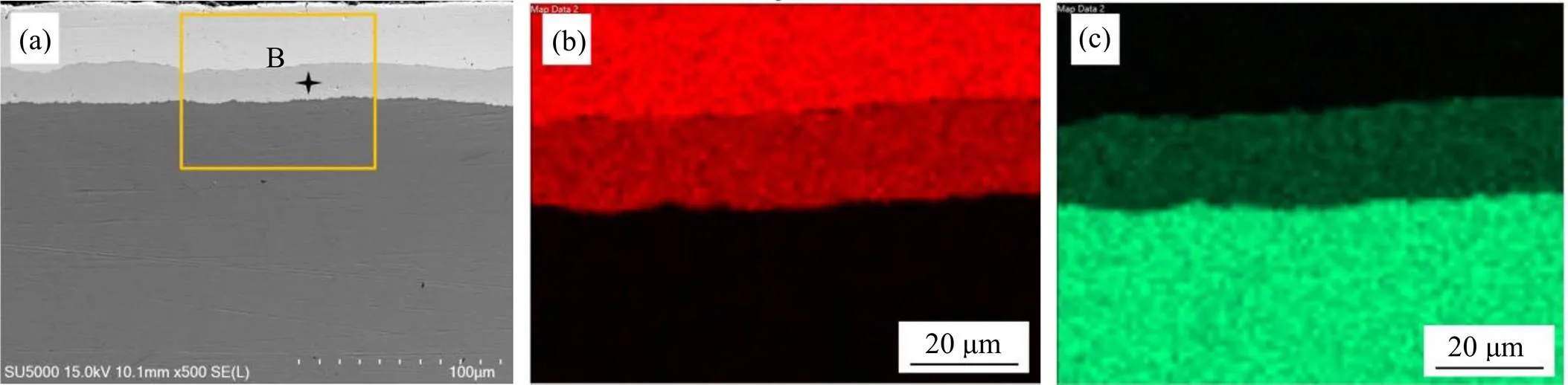
(a). 界面微观组织(Microstructure of the bonding interface); (b). Ti元素分布(Ti distribution); (c). Ag元素分布(Ag distribution)
表1 图5和图6中标定位置的EDS分析结果

Tab.1 EDS results of the calibrated regions in Fig.5 and Fig.6
表2 不同状态Ag/Ti复合板材和纯钛板材的拉伸力学性能

Tab.2 Tensile properties of the Ag/Ti composite plate and pure Ti plate under different conditions
图7为不同状态Ag/Ti复合板拉伸断口扫描电镜照片。从图7可见,两种状态的试样拉伸断口均呈45°切断断口,两种状态下板材Ti层的断口均存在大面积韧窝,表现出明显的韧性断裂特征。但是,轧制态试样断口中为等轴韧窝,韧窝尺寸较小,大部分韧窝宽度为1~5 μm;而退火态试样断口具有拉长形韧窝特征,韧窝尺寸较大且深,大部分韧窝宽度为5~20 μm之间。轧制态复合板变形硬化指数较大,拉伸过程中难以发生颈缩,因此生成更多的显微空洞或通过剪切断裂而连接,导致韧窝变小、变浅;而退火态试样断口中为拉长韧窝,且韧窝尺寸较大,韧窝的尺寸反映了材料断裂前塑性变形的大小,韧窝尺寸越大,材料的塑性就越好[12]。此外,由于Ag-Ti层塑性较差,在拉伸过程中均发生了明显的破碎。由于退火态复合板Ag-Ti层更厚,且在拉伸过程中经历更大的塑性变形,因此破碎现象更加明显。结合表2的测试结果,Ag-Ti层的产生对于材料的拉伸力学性能影响不大,这可能是由于其厚度远小于于纯钛基体,不能起到显著的强化效果。
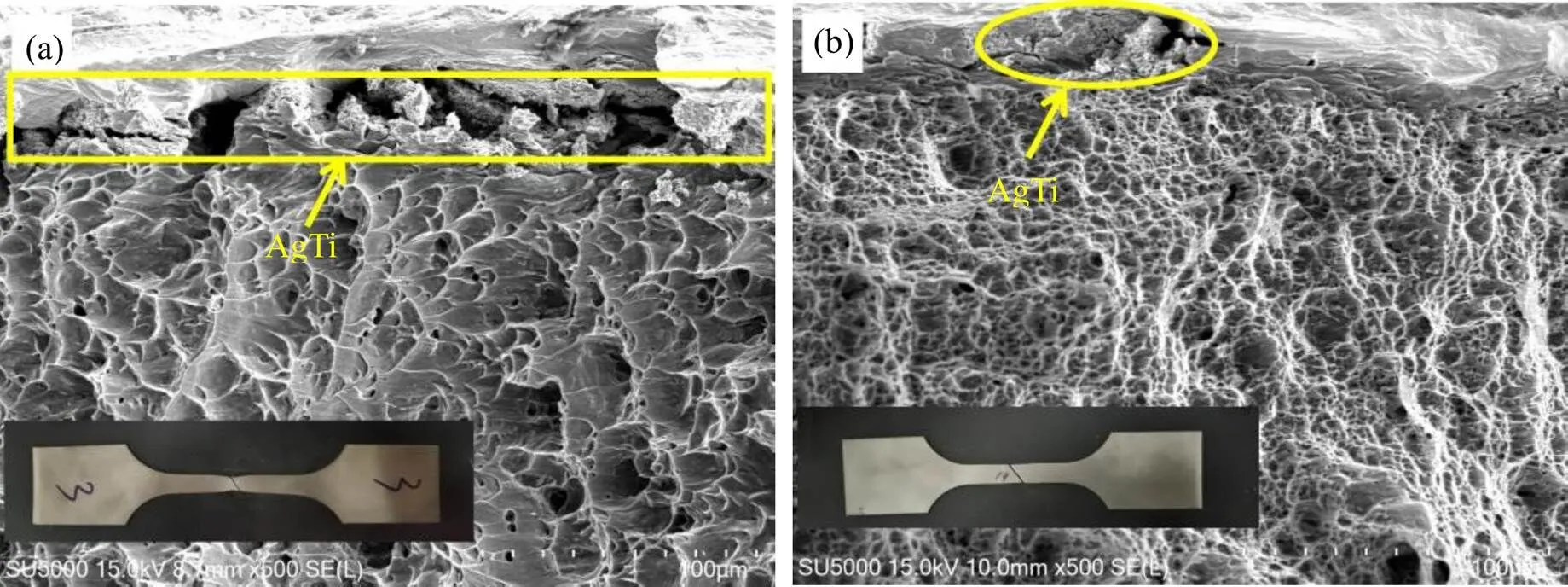
(a). 轧制态板材(As-rolled plate); (b). 退火态板材(As-annealed plate)
根据以上分析,Ag/Ti复合板材经退火处理后具有均匀的三层结构,其中基体层为纯钛层,保证板材具有较高的强度,复合层为纯银层,使板材具有抗菌性能,中间层为均匀的Ag-Ti层,可以促进界面形成冶金结合,增加了基体层和复合层的结合强度。
3 结论
1) 爆炸复合Ag/Ti板结合界面出现周期性的波纹,波峰高约80 μm,相邻波峰间距约为300 μm,具有典型的爆炸焊接界面特征,其界面具有漩涡组织,少量Ti包裹在Ag基体的漩涡中。
2) 爆炸焊接Ag/Ti复合板经轧制后,波状复合界面发生塑性变形转变为平直型界面。此外,经轧制变形后,其界面形成不连续的AgTi扩散层,经后续的退火处理后,形成厚度约为20 μm的连续均匀的扩散层。
3) 轧制态的Ag/Ti复合板经退火处理后,板材的强度明显降低,但是其塑性却有明显的增加,伸长率高达50.5%。两种状态下板材Ti层的断口均存在大面积韧窝,表现出明显的韧性断裂特征,但轧制态试样断口韧窝尺寸较小,而退火态试样断口中韧窝尺寸较大且深。
[1] 墙蔷, 倪红卫, 幸伟, 等. 银的抗菌作用机理[J]. 武汉科技大学学报, 2007, 30(2): 121-124.
QIANG Q, NI H W, XING W, et al. Antibacterial mechanism of silver[J]. Journal of Wuhan University of Science and Technology, 2007, 30(2): 121-124.
[2] ARASH V, KEIKHAEE F, RABIEE S M, et al. Evaluation of antibacterial effects of silver-coated stainless steel orthodontic brackets[J]. Journal of Dentistry, 2016, 13(1): 49-54.
[3] 刘永红, 李海清, 李德超, 等. 不锈钢镀Ag涂层的制备及对变形链球菌的抗菌性研究[J]. 口腔医学研究, 2014, 30(9): 834-837.
LIU Y H, LI H Q, LI D C, et al. Surface modification of stainless steel with Ag coating and the antibacterial effect against streptococcus mutans in vitro[J]. Journal of Oral Science Research, 2014, 30(9): 834-837.
[4] 胡宇, 高峰, 万伟伟, 等. 等离子喷涂银基涂层性能研究[J]. 热喷涂技术, 2018, 10(3): 10-13.
HU Y, GAO F, WAN W W, et al. Study on the process of silver based coating by plasma spraying[J]. Thermal Spray Technology, 2018, 10(3): 10-13.
[5] YANG M, XU J F, CHEN D G, et al. Understanding interface evolution during explosive welding of silver foil and Q235 substrate through experimental observation coupled with simulation[J]. Applied Surface Science, 2021, 566: 1-10.
[6] 田广民, 李选明, 赵永庆, 等. 层状金属复合材料加工技术研究现状[J]. 中国材料进展, 2013, 32(11): 696-701.
TIAN G M, LI X M, ZHAO Y Q, et al. Research status of processing technology of laminated metal composite[J]. Materials China, 2013, 32(11): 696-701.
[7] 赵峰, 李选明, 王虎年. 爆炸-轧制钛/钢复合板界面结合性能研究[J]. 材料开发与应用, 2010, 25(1): 30-34.
ZHAO F, LI X M, WANG H N. The bonding propriety of the explode-rolled Ti/steel clad metal[J]. Development and Application of Materials, 2010, 25(1): 30-34.
[8] CHEN Z Q, WANG D Y, CAO X Q, et al. Influence of multi-pass rolling and subsequent annealing on the interface microstructure and mechanical properties of the explosive welding Mg/Al composite plates[J]. Materials Science and Engineering A, 2018, 723: 97-108.
[9] 曾翔宇, 李晓杰, 王小红, 等. 爆炸焊接波状界面的形成和发展[J]. 稀有金属材料与工程, 2020, 49(6): 1977-1983.
ZENG X Y, LI X J, WANG X H, et al. Formation and development of explosive welding wave interface[J]. Rare Metal Materials and Engineering, 2020, 49(6): 1977-1983.
[10] LYSAK V I, KUZMIN S V. Energy balance during explosive welding[J]. Journal of Materials Processing Technology, 2015, 222: 356-364.
[11] 钟群鹏, 赵子华. 断口学[M]. 北京: 高等教育出版社, 2006: 155-160.
Effects of rolling and annealing on microstructures and mechanical properties of explosion welded Ag/Ti composite plate
FAN Wenjie, ZHU Shaozhen*, ZHOU Longhai, WANG Hang
(Xi'an Noble Rare Metal Materials Co. Ltd., Xi'an 710201, China)
Ag/Ti composite plate was fabricated by explosion-rolling technology in this work. The effects of rolling and annealing on the properties of the composite plate and the microstructure of the bonding interface were studied. The results show that the bonding interface of explosion welded Ag/Ti composite plate has typical wavy structure with an average wavelength of 300 μm and a height of 80 μm. The wavy interface changed into straight interface basically after rolling, due to the large plastic deformation. In addition, a discontinuous AgTi interfacial diffusion layer was developed. After a subsequent annealing treatment, a continuous and uniform diffusion layer with a thickness of about 20 μm was formed at the interface. The strength of the rolled Ag/Ti composite plate was significantly reduced after the annealing treatment, but its plasticity increased significantly, with the yield strength, ultimate tensile strength and elongation being 358 MPa, 464 MPa and 50.5%, respectively. Fracture analysis shows that both the rolled and annealed composite plates exhibited significant ductile failure characteristics, but the latter had a larger and deeper dimples in the fracture, indicating better plasticity.
Ag/Ti composite plate; explosive welding; rolling; annealing
TG337.6
A
1004-0676(2023)04-0069-05
2023-02-10
陕西省重点研发计划工业领域项目(2022GY-393)
范文杰,男,工程师;研究方向:稀贵金属材料加工;E-mail: china1571@163.com
朱绍珍,男,博士,工程师;研究方向:稀贵金属材料加工;E-mail: szzhu12s@alum.imr.ac.cn