玻璃纤维直接纱丝束宽度影响因素分析
2024-01-15丁常胜薛艳卓黄莺莺
李 帅,丁常胜,薛艳卓,翟 涛,黄莺莺
(泰山玻璃纤维邹城有限公司,邹城 273500)
0 前言
当前市场上玻璃纤维直接纱通常具有高集束性、低带宽特点,适宜拉挤、缠绕用玻纤产品,生产玻璃钢、电缆芯、高压管道等效果较好[1-4]。而对于用做膨体、离合器片材用纱效果却大大相反,膨体用纱与离合器片材用纱是指将直接纱进行膨体,即利用气流流体学的动能转换原理,将丝束长短收缩单丝分离、滑移、弯曲、缠绕,并产生大量丝圈的全过程[5-7],这就要求所用直接纱具有高带宽、低集束性特点,对于产品强度、毛丝量要求较小,但市场上尚未有较好的高带宽、低集束性产品。本文对玻璃纤维直接纱产品集束性、带宽进行研究,研究出了高带宽、低集束性产品的生产工艺方法,并在实际应用中取得良好收益。
当前直接纱生产工艺通常是漏板单拉集束缠绕,即如我司采用4800H漏板生产3 分拉集束产品,采用3 分拉,一合一生产工艺方法,丝束经过涂油辊后由3 个集束轮分3 股纱线,每股纱线又各自经过一个集束轮进入拉丝机缠绕成一个丝筒。产品集束性较好,这是常规的生产工艺方法。
1 直接纱丝束宽度的影响因素
1.1 浸润剂
浸润剂本身特性决定了直接纱丝束特性。浸润剂是由成膜剂、偶联剂、润滑剂、抗静电剂等多种物质组成[8],而成膜剂是浸润剂的关键组分,也是决定浸润剂性能、分类的依据。它在浸润剂中用量最大,不仅对原丝起集束、粘结作用,对玻纤的硬挺度、集束性、切割性、分散性、浸透性等起关键作用,同时还决定玻纤在FRP成型时的工艺性能[9]。成膜剂的性能主要取决于它的分子量和分子结构。通常情况下,成膜剂的分子量越大,纱线的硬挺度也就越大[10]。所以要降低纱线的集束性,需要减少成膜剂的分子量,从而使丝束具有更好的延展性,提高丝束宽度。
1.2 拉丝张力
除调整浸润剂降低产品集束性,提高丝束宽度方法外,通常认为丝饼成型过程中纱线的张力决定了纱束宽度,张力大会造成纱束宽度变宽,张力小会造成纱束宽度变窄,但在笔者试验情况下实验结果却相反,加大拉丝张力,丝束集束性反而得到了加强,丝束成卷叶状,不易分散。
降低拉丝张力可从2 个方面入手,一是拉丝机转速,二是拉丝工艺线张力;由于拉丝机转速决定了漏板流量,所以降低转速来降低拉丝张力方法不考虑。从降低拉丝工艺线张力入手,拉丝工艺线张力主要分为3 个关键距离张力:①G距离——涂油辊中心到漏板中心的水平距离;②F距离——第一集束轮中心到漏板中心的水平距离;③N距离——第二集束轮中心到漏板中心的水平距离。
G距离和F距离决定了拉丝涂油效果,不能大范围的进行调动,我们主要针对N距离进行了极限试验。实验结果如表1 所示。结果表明,降低丝束张力可以增加丝束宽度。通过观察拉丝过程,降低N距离后丝束在第二集束轮处晃动幅度明显加大,丝束在集束轮内来回摆动,从而延展丝束宽度,降低丝束集束性。

表1 N距离试验结果
1.3 卷绕比
经过长时间的实验以及数据统计,发现同一品种在拉丝工艺位置一定、纱线张力确定的情况下,通过调整直接纱卷绕比也会使纱束宽度发生变化[11],但这种变化效果对于整体丝束而言,只是丝束宽度均匀,增加幅度并不大。同一筒纱的丝束宽度并不是一成不变的,往往在丝饼的端面位置的丝束宽度会发生变化,或宽或窄。而丝饼端面位置正是拉丝机卷绕过程中纱线的折回点,这是拉丝工艺位置解决不了的,但是可以通过卷绕比的筛选,选出较好的卷绕比使纱束宽度尽量均匀[12,13]。
1.4 产品分束数
在拉丝漏板过宽时,为了解决两侧拉丝张力造成的丝束散丝问题,通常将一分拉丝束分成2 分拉、3 分拉等多分拉丝束,然后再通过第二集束轮合成1股,缠绕成1 个丝筒。这样理论上会提高产品丝束宽度,通过现场实际试验,此举可以提高丝束宽度,试验结果如表2 所示。结果表明:在工艺位置不变的情况下,分束由1 分束变为3 分束,丝束宽度可以明显加大增加,丝束集束性明显降低。
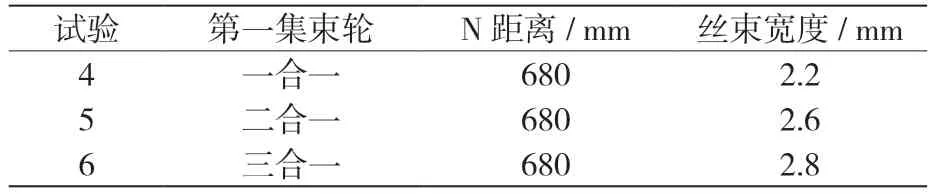
表2 分束数试验结果
1.5 排线梭子
我们通过观察丝束进入排线梭子运动轨迹发现,丝束在梭子内运动靠梭子口两侧壁推动运行,丝束从横向变成纵向,扁平丝束出现拧转。梭子开口宽度是否会对丝束宽度有影响呢?
本文试验了多种梭子,试验结果如表3 所示。

表3 梭子型号试验结果
通过上述试验,我们得出增加梭子开口宽度可以提高丝束宽度,排线梭子处也能对丝束集束性产生集束影响,但排线梭子宽度增加到一定程度时,丝束宽度并不会继续加大。
综上所述,浸润剂、拉丝张力、排线梭子型号、丝束分束数均对丝束宽度和丝束集束性有影响,综合多种影响因素在一起将对丝束宽度提升多少呢,由于浸润剂配方调整于常规直接纱中实际应用不现实,我们进行了工艺线方面的综合调整试验。
将多种影响因素集合在一起发现,丝束有增加但在第二集束轮处又形成集束。所以笔者尝试去掉第二集束轮,但受漏板与拉丝机三分筒分拉影响,机头最内筒和外筒丝束无法挂住梭子上车,为克服这个问题,笔者尝试设计分拉挡丝杆取得明显效果,丝束带宽明显得到较大幅度增加,产品集束性明显降低。试验结果如表4所示。

表4 综合试验结果
作用机理:通过减去第二集束轮可以大幅度降低丝束张力,从而加大了丝束在排布过程中的摆动幅度,降低了丝束的集束性。另外采用多合一工艺,可以分开丝束,降低丝束合一时的集结力,从而降低丝束集束性的同时,增加丝束宽度。当采用多分束、挡丝杆工艺时,直接纱集束点就变成了排线梭子处,此时多分束丝束于排线梭子口集束成一束,排线梭子开口增大就降低了丝束的集束性,从而生产出高带宽、低集束性丝束产品。
2 结论
本文探究从产品工艺线张力、分束、附件(排线梭子和挡丝杆)3 个方面综合验证出直接纱物理因素对丝束带宽和集束性的影响,从而为提高玻纤直接纱产品丝束带宽、降低集束性指引了方向,并提供解决办法。本次研究可以有效提升直接纱丝束带宽、降低产品集束性,并为玻纤的进一步加工降低了能耗,节约加工成本。
