拉挤制品缺陷的分析研究
2024-01-15费其锋钟洪强宋长久廖晚凤
费其锋,钟洪强,李 明,宋长久,廖晚凤,刘 洲
(巨石集团有限公司,桐乡 314500)
0 前言
拉挤成型技术是在牵引设备的拉引下,将浸渍树脂胶液的连续纤维或其制品,通过成型模加热使树脂固化,连续生产复合材料型材的成型工艺。制品应用范围遍及航天、航空、交通、建筑、化工和电气等各个领域[1,2]。基本工艺过程一般为增强材料在外力的牵引下,经浸胶、预成型、热模固化、在连续出模后经定长切割或一定的后加工,得到型材制品[3]。
拉挤区别于手糊、喷射及缠绕工艺,其整个固化成型过程均在模具中完成,只有在制品出了模具后,才能观测到是否存在缺陷。本文主要对拉挤工艺过程中出现的各种制品缺陷进行分类,分析缺陷产生的原因及提出相应的改善措施。
1 缺陷问题的研究
拉挤制品在制备过程中由于种种原因,最终制品可能存在不同类型的缺陷,并会或多或少的影响制品使用性能[4-6]。本文就常见的拉挤缺陷进行归类分析。
1.1 表面纤维外露、起毛
表面纤维外露、起毛的缺陷一般出现在只用玻纤无捻粗纱增强的制品上,如:绝缘子棒材、抽油杆、加强芯等,如图1 所示。由于制品表面没有覆盖毡或布,如果拉挤玻纤的质量分数太高,吸树脂量不足,玻纤在沿拉挤方向排布时就可能发生制品表面纤维剥离外露的情况,并在牵引力作用下与模具摩擦而起毛,制品表面无光泽。该缺陷不但影响制品外观,而且对电绝缘性能有非常不利的影响。对玻纤外露起毛的绝缘芯棒,相对表面积越大,越容易积污,在自然环境下大雾淋雨、污秽受潮、表面覆冰等情况下的闪络电压也相应更低[7]。
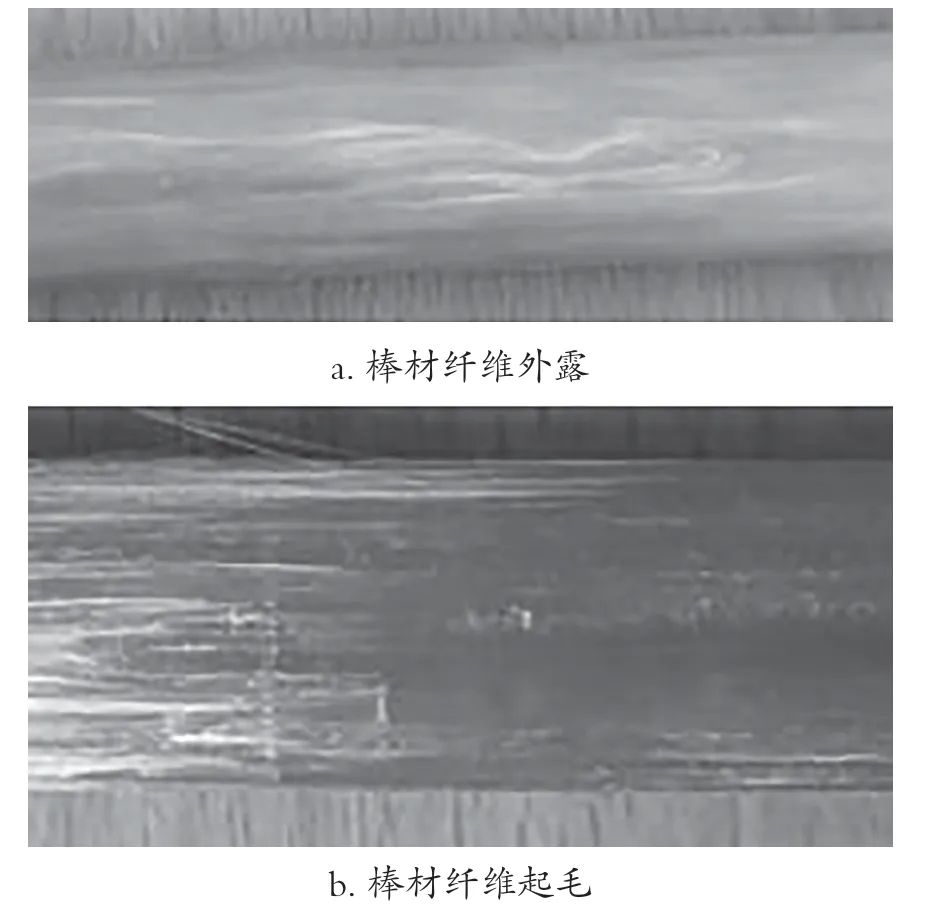
图1 棒材纤维外露、起毛
改善玻纤外露起毛的有效方法是适当降低玻纤的质量分数,必要时可以用毡布替换部分粗纱,提升制品表面吸树脂量,对制品表面玻纤起到更好的保护及润滑作用。
1.2 制品表面凹痕
拉挤制品的表面凹痕不同于注塑,注塑工艺的凹痕主要是聚合和冷却过程中,受原料特性和模具内外温差的影响,出现收缩现象导致产品的表面缺料。拉挤表面凹痕主要分为两类。一类是局部缺纱型凹痕,主要发生在玻璃纤维纱线进模具前,主要是纱线缺股或者预成型纱线排布不合理造成的。另一类是划伤型凹痕,主要是模具不光滑或者模具内部树脂碎片堆积而划伤制品表面,如图2 所示。制品凹痕处由于缺失玻纤的增强作用,该处力学性能会比其他部位要低,特别是对外观复杂的拉挤制品来说,会严重影响复合材料的安全性和使用寿命[6]。

图2 制品表面凹痕
与玻纤外露起毛相反,要减少凹痕缺陷,需要增加用纱量并改善预成型排布,同时对模具进行打磨清理,必要时还可以考虑使用更好的脱模剂。
1.3 纱线浸透不良
浸透不良不仅仅是拉挤工艺特有,几乎所有复合材料成型工艺都会或多或少地遇到该问题。浸透不良通常是由于纱线性质与使用工艺不匹配造成。如:纱线实际浸透速度较慢,而拉挤速度过快,导致树脂没有完全浸透纱线就已经进入模具固化,或者部分纱线含油含水异常,导致浸透速度存在差异,又如作业环境温湿度差异较大时,既影响纱线性状,又影响树脂粘度,导致冬夏季使用相同工艺时,浸透效果却天差地别。浸透不良的制品表面通常有明显的白斑或白丝,如图3 所示,白斑处由于纱线浸透不佳,与树脂的界面结合较差,即影响外观又对制品性能有不良影响。

图3 纱线浸透不良
要改善此类缺陷,选择与使用工艺相匹配的玻璃纤维纱就尤为重要。通常既要考虑浸透速度与拉挤速度的关系,又要考量玻纤种类与树脂类型的结合情况。最后对作业环境温湿度还需要有较好的控制措施,保证环境相对稳定。
1.4 表面起皮或白粉
表面起皮和白粉的成因与划伤型凹痕有点类似,都有树脂富余的原因。事实上,当浸透树脂的玻纤进入模具后,在牵引力作用下,玻纤有向模具中心聚集的趋势,而在紧贴模具壁的玻纤表面,会形成一层几乎不含纤维的树脂层。这层树脂层如果与模具界面完全分离并与玻纤结合良好,则产品外观正常。如果与玻纤结合不佳,且与模具壁粘接力也不大,则会在制品表面形成起皮或掉皮。最差情况则是树脂层与模具粘接力过大,导致拉挤时树脂层碎裂变成粉末,而粉末堆积甚至会发生堵模情况,使得拉挤中断。缺陷如图4所示。整体而言,此类缺陷不单单影响制品性能,可能还会造成设备损失。
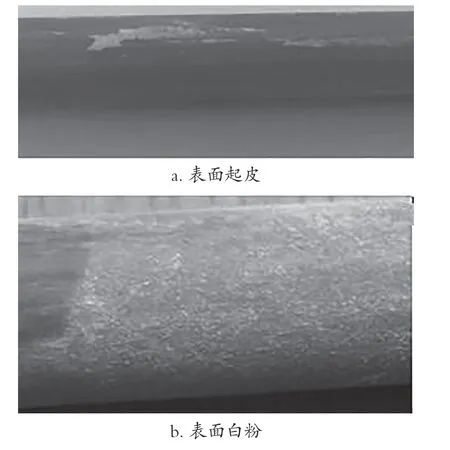
图4 表面起皮和表面白粉
解决此类缺陷的关键是要做到树脂的凝胶、固化与脱模相匹配。通常采用的方法是优化引发剂,改变树脂固化时间,调整模具温度,适当采用辅助加热系统,减少表面与中心温差,保证模具内部光滑减少表层树脂层与模具壁的粘接力等[8-10]。
1.5 分型线缺陷
分型线类型缺陷只发生在可开合模具上,在两块模具的接缝处,模具所受应力最大,是最容易产生树脂粘附和堵塞的地方[11]。在拉挤生产玻璃钢片材、工字钢、角钢等异型材时,如果模具制造尺寸精确度不够,在合模时各模块定位偏差大,就容易在分型线处发生粘模情况而产生分型线,并可能随着拉挤过程撕裂制品表面,最终表现在制品外观上,就是在分型线处产生一条明显的白线,如图5所示。

图5 型材表面分型线
处理方法一般是需要停机修复模具,将模具重新拆装,提高各模块间的定位精度,减少偏差。
1.6 性能类型缺陷
该类缺陷包括但不限于制品不耐老化、易褪色、绝缘性差、力学强度低等,通常需要从树脂类型、玻纤增强性能、工艺原理等方面深入研究改善。
2 结论
研究了拉挤制品中存在的缺陷,如:表面纤维外露、凹痕、浸透不良、起皮等等。针对缺陷问题,总结了拉挤制品六大类型的缺陷,分析了缺陷产生的原因,提出了改善方法。
