动车内饰侧顶板三明治结构轻量化研究
2024-01-15庄海宇侯伟健
张 磊,庄海宇,侯伟健
(山东格瑞德集团有限公司,德州 253000)
0 前言
近年来,铁路机车车辆的轻量化越来越受到人们的重视。我国轨道交通正在研发下一代大载重货运列车、快捷货运列车、更快速度高速列车,将大量采用轻量化技术。有资料显示,时速400 km高速列车相对原有高速列车减重3%~5%,达到能效降低10%以上[1]。
热固性树脂基复合材料在轨道交通领域被广泛使用,具有轻质高强、耐腐蚀等特点,在轨道交通车辆构件的结构/功能一体化以及减重方面具有突出优势,可依据实际情况替代部分金属构件[2]。
热固性树脂基复合材料广泛应用于轨道交通车辆的内外饰结构件,内饰如墙板、顶板、立罩、横罩及司机室内装饰,外饰如面罩、裙板、受电弓导流罩、空调导流罩等。通过引入不同的材料体系,可以在承载的同时实现阻燃、隔热、保温、吸声等功能[3]。三明治结构动车内饰侧顶板的蒙皮可选择玻璃纤维/碳纤维增强复合材料,夹芯材料可选择PET泡沫、酚醛泡沫、芳纶蜂窝等材料[4-7]。
1 研究内容与工艺流程
1.1 主要内容
根据轨道交通产业的发展方向,拟开发一种新型的轻量化轨道交通车辆内饰产品。
1.1.1 原材料
夹芯材料:SQB210 酚醛泡沫板,济南圣泉集团股份有限公司。优良的FST性能,防火阻燃低烟低毒;机械性能高、抵抗冲击,不易产生变形;耐腐蚀性好,特别是耐酸、耐化学性好;优异的隔音、隔热性能。满足TBT 3138-2006《机车车辆阻燃材料技术条件》, TB/T3139-2006《机车车辆内装材料及室内空气有害物质含量》。
蒙皮:BAC448 阻燃型玻璃纤维环氧树脂预浸料,浙江百合航太复合材料有限公司。低温可固化,常温操作期长,无卤阻燃,低烟低毒。满足EN45545-R1-HL3阻燃等级,符合轨道交通内饰TVOC 标准。
1.1.2 原材料参数
表1 为原材料参数表,对单位面积三明治结构侧顶板的重量进行理论计算,见式(1):

表1 原材料参数
式中:
m——单位面积侧顶板质量,kg;
S1——单位面积产品中预浸料的使用面积,m2,取值4;
FAW——预浸料面密度,kg/m2;
RC——预浸料树脂质量分数,%;
h——酚醛泡沫板厚度,m,取值0.003;
S2——产品面积,m2,取值1;
ρ——酚醛泡沫板密度,kg/m3。
得单位面积三明治结构侧顶板的质量为3.03 kg。
1.2 工艺流程
采用热压成型工艺开发三明治结构动车内饰侧顶板,工艺流程如图1 所示。

图1 侧顶板工艺流程图
2 研发试制部分
2.1 主要原料准备
用预浸料裁剪专用裁切剪刀裁取4块1860 mm×820 mm,3块1860 mm×180 mm,2块410 mm×180 mm预浸料。用壁纸刀裁切1806 mm×700 mm,3 块1806 mm×30 mm酚醛泡沫。用雕刻机裁取翻边用酚醛泡沫。
2.2 夹心泡沫预处理
酚醛发泡板材:在距离1800 mm×700 mm酚醛发泡板材长边一侧200 mm处,对夹心泡沫以敷贴随形的方式进行裁切。如图2 所示。
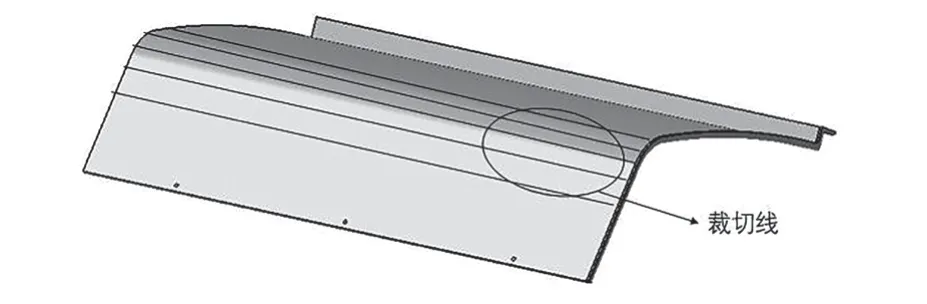
图2 酚醛发泡板材裁切示意图
2.3 侧顶板的制备
2.3.1 模具准备
清理模具,保持模具的光洁。将模具升温至30℃,对模具擦拭3 遍脱模剂。
2.3.2 材料铺贴
铺设图如图3 所示,在下模铺设2 层预浸料,然后放入酚醛泡沫,最后在泡沫上方铺设2 层预浸料,排除气泡。
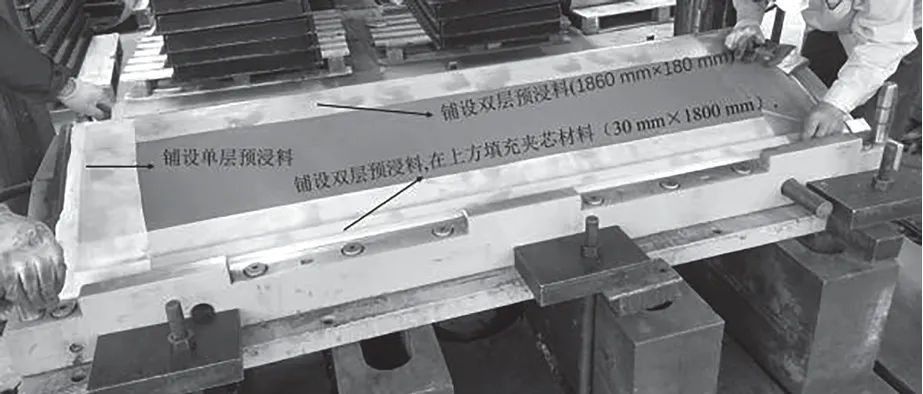
图3 夹层预浸料铺设图
2.3.3 保压固化
采用热压成型工艺。模具温度130~140℃,保压时间2.5 h-3.5 h。
2.3.4 后处理
采用机加工对产品边缘进行修磨[8],对产品进行喷漆处理。产品最终尺寸:1806 mm×760 mm×4.2 mm,如图4 所示。

图4 侧顶板等轴视图
3 实验测试标准与数据分析
3.1 实验测试标准
依据铁路标准TBT 3138-2006《机车车辆阻燃材料技术条件》中3.1.3 纤维增强塑料类力学性能标准,对试样进行弯曲、拉伸和冲击力学性能测试。
依据铁路标准TBT 3138-2006《机车车辆阻燃材料技术条件》对试样进行防火阻燃测试。
依据铁路标准TBT 3139-2006《机车车辆内装材料及室内空气有害物质限量》对试样进行有害物质测试。
经测试,三明治结构侧顶板制品的各项指标均满足行业标准。
3.2 数据分析
侧顶板4 种成型工艺制品的单位面积质量表如表2 所示,数值均为实际生产测量平均值。制品的质量均不含金属连接件与油漆。

表2 侧顶板不同成型工艺制品单位面积质量
减重分析表如表3 所示,根据表3 对比可发现,三明治结构动车内饰侧顶板相比手糊成型制品与SMC模压成型制品减重达50%以上。其减重效果明显优于低密度SMC动车内饰侧顶板。

表3 减重分析
4 结论
三明治结构侧顶板相比传统手糊和SMC工艺侧顶板可减重50%以上,具有突出的轻量化优势。同时还具有尺寸精度高、阻燃级别高、保温、隔热、隔音、耐候性好等功能特性,符合轨道交通行业轻量化、降低能耗的发展趋势。
