深水导管架用超高强度钢抗层状撕裂性能评定
2024-01-13曾靖波王火平伦玉国
曾靖波,王火平,2,伦玉国
(1. 中海石油(中国)有限公司深圳分公司,广东 深圳 518054; 2. 清华大学深圳国际研究生院,广东 深圳 518000)
0 引 言
某导管架平台所在作业水深超过300m,建成后将是亚洲最深、重量最大的深水导管架平台。如果使用常规高强度钢DH36(屈服强度不低于355MPa),其下水重量将超过国内最大下水驳船的安装能力。为此,该导管架大规模采用超高强度钢,超高强度钢屈服强度不低于414MPa,最大厚度为100mm,用量超过2万吨且全部实现国产化。这也是中国海油首次在导管架上使用该强度等级钢材。
国外导管架平台通常采用高强度钢和超高强度钢,最大厚度为101mm(4英寸),国产超高强度钢还没有在导管架应用的先例[1]。导管架平台用钢要求高强度、高韧性、易焊接等性能,同时要求抗疲劳、抗层状撕裂等性能。导管架节点是整个结构中受力最大、疲劳寿命受限部位,除在纵向和横向受力外,导管架节点厚度方向也会因为附近拉筋受拉应力。如果钢板厚度方向韧性不足,则可能导致拉裂,形成层状撕裂[2]。因此,这部分结构钢材要求具有Z向性能,实际工程中钢结构厚板常发生层状撕裂现象[3、 4]。导管架结构有大量TKY节点,通过焊接实现结构连接。因此,节点部位的抗层状撕裂性能对于导管架服役安全非常重要。
层状撕裂属于焊接裂纹,主要与钢的洁净度、夹杂物形态、结构厚度方向受力和焊接工艺[5、 6]等因素相关。衡量钢板层状撕裂性能最简便的方法是钢板厚度方向拉伸试验,用断面收缩率判定,国内海洋工程用钢普遍采用这一指标判断和划分钢的质量等级[7]。海洋平台用Z向钢通常要求Z35级,即厚度方向断面收缩率3个试样平均值不小于35%,单值不小于25%。此外,评定钢层状撕裂敏感性的焊接方法通常有Z向窗型拘束裂纹试验、克兰菲尔德裂纹试验等[5、 6,8]。为保障超高强度钢实现国产化并在导管架首次应用成功,本文通过常规试验方法:化学成分分析和厚度方向拉伸试验,同时采用焊接评估方法Z向窗型层状撕裂试验,对国产API 2Y-660典型厚板的层状撕裂敏感性进行评定。Z向窗型层状撕裂试验结合焊接并模拟实际工程结构中厚度方向受力最为严重的情况,可为国产API 2Y-60钢在深水导管架的首次应用提供技术支撑。
1 试验材料与方法
1.1 试验材料
试验使用的钢板和焊材均为该导管架建造实际使用材料,试验钢板厚度采用90mm和100mm两个典型厚板厚度,供货状态为调质处理(淬火+回火处理),超声波检验按照ASTM A578/A578M达到C级标准。为使试验结果更具有代表性,两个厚度钢板为不同炉生产。Z向窗型层状撕裂试验件焊接采用气保药芯焊FCAW-G(flux cored arc welding-gas,保护气体为80%Ar+20%CO2),焊材选用AWS(American Welding Society,美国焊接学会)类别E81T1-Ni1M、神钢牌号DW-A55LSR,直径φ1.2mm,试验钢板和焊材的化学成分和力学性能分别见表1和表2。钢板拉伸试验分别在钢板头尾部的角部、1/4板厚、横向取样,冲击试验在钢板尾部、1/2板宽、1/2板厚横向取样,焊材的熔敷金属扩散氢为3.4ml/100g,为低氢型。

表1 试验用钢板和焊材的化学成分(质量分数,%)Tab.1 Chemical compositions of API 2Y-60 steel plate and deposited metal(wt,%)
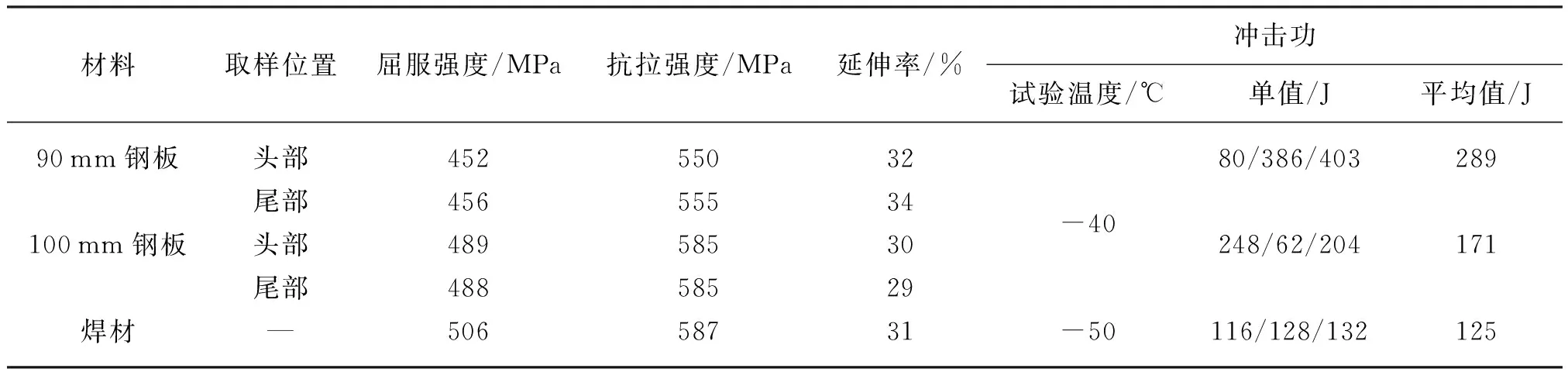
表2 试验用钢板和焊材的力学性能Tab.2 Mechanical properties of API 2Y-60 steel plate and deposited metal
1.2 试验方法
1.2.1 厚度方向(Z向)拉伸试验
按API SPEC 2Y附录A S4厚度方向(Z向)试验要求[9],在试验钢板头、尾两端的1/2板宽处,分别制备3个全尺寸厚度方向圆棒拉伸试样,直径为12.5mm,试样的轴线与钢板表面垂直。试样加工及拉伸试验按ASTM A370要求,断面收缩率不小于30%。
1.2.2 Z向窗型层状撕裂试验
1. 试板制备
试板制备参考CB 1116 Z向窗型层状撕裂试验方法[10],两个板厚的试验钢板分别制备1组3件试件。如图1所示,试件由窗型板和试验板组成。考虑工程实际情况,本次试验窗型板由长400mm×宽350mm增加到长510mm×宽510mm,厚度与试验板厚度相同,从50mm增加到90mm/100mm,试验板高度由100mm增加到200mm,试验板宽度方向为钢板轧制方向,试验板宽度为100mm。试板焊接使用药芯焊丝气保护焊FCAW-G,先完成拘束焊缝Ⅰ和Ⅱ的焊接,检验合格后再完成试验焊缝Ⅲ和Ⅳ的焊接。焊接过程使用电加热保温,焊后自然冷却,焊接期间环境为温度21~31℃,湿度33%~90%。试验焊接完成48h后,对拘束焊缝和试验焊缝分别进行外观、磁粉和超声波检测,试验过程照片如图2所示。
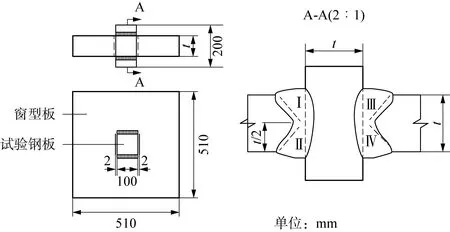
t-试验板和窗型板厚度,Ⅰ、Ⅱ-拘束焊缝,Ⅲ、Ⅳ-试验焊缝图1 Z向窗型层状撕裂试板示意图Fig.1 Z-type window test specimen for lamellar tearing

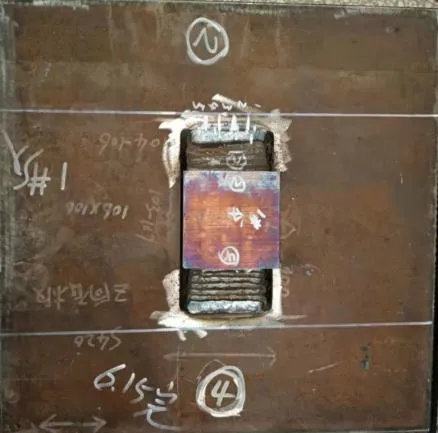
(a) 试板装配完成(b) 试板焊接完成图2 Z向窗型层状撕裂试验过程照片Fig.2 Z-type window test specimen for lamellar tearing
2. 腐蚀、观察和裂纹计算
焊接试板无损检测合格后,每块试板切割成5块小试样,并将小试样的8个横截面磨光(不包括两端)后用4%硝酸酒精腐蚀;然后,用清水、酒精冲洗表面,电吹风烘干后观察。重点观察中间试板的热影响区及母材是否存在裂纹,测量并计算裂纹率。实际切割前的试板照片如图3所示。

图3 裂纹观察试样加工实际照片Fig.3 Specimen preparation for crack observation
2 焊接工艺确定
2.1 导管架建造焊接工艺
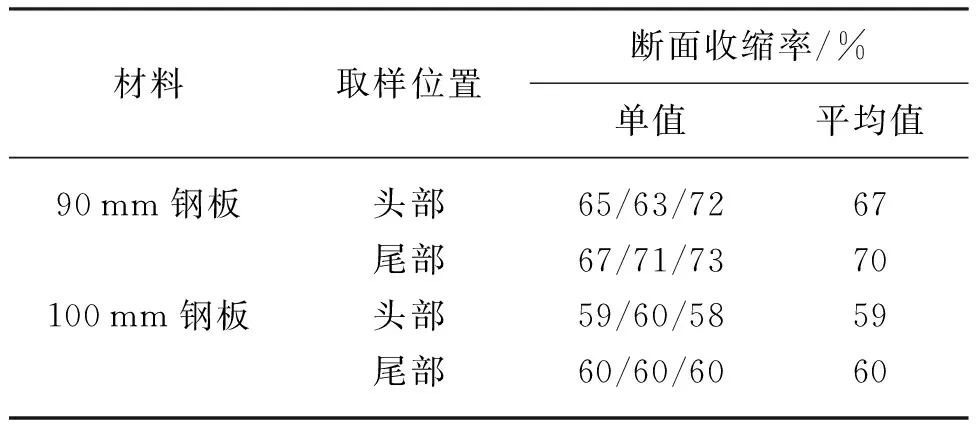
国内首次在导管架上使用超高强度钢API 2Y-60,除了强度较通常使用的DH36/EH36有一定提升外,热处理交货状态有明显差异。DH36/EH36为正火态交货,API 2Y-60为调质态交货。此外,合金成分设计有一定差异。为此,导管架建造设计开发的焊接工艺十分严格,工艺参数见表3。对于板厚超过50mm的结构若使用药芯焊丝气保护焊FCAW-G,当母材厚度50mm 表3 导管架建造用厚板焊接工艺参数Tab.3 Welding procedure parameters in the construction of jacket 参考导管架建造用焊接工艺,试件焊接工艺参数见表4。采用多层多道焊,预热温度不小于110℃,层间温度不超过200℃。焊接过程使用电加热保温,焊后自然冷却,不再进行后热保温处理,焊接保护气体为80%Ar+20%CO2。试验焊接工艺较导管架实际焊接工艺有一定程度的放宽。 表4 试验用焊接工艺参数Tab.4 Parameters of the welding procedure 由表1可知,90mm和100mm厚试验钢板的硫含量分别为0.0021%、 0.0023%,满足API SPEC 2Y针对Z向性能钢附录A S5硫含量不大于0.006%的要求。钢材的层状撕裂倾向主要取决于钢中硫等非金属夹杂物的含量和形态[3~5]。非金属夹杂物一般为脆性相,与钢板基体金属的结合强度低。轧制钢板在轧制方向和宽度方向变形较大,非金属夹杂物被压扁,严重影响钢板厚度方向的性能。GB 712-2011中要求DH36/E36的硫含量不大于0.025%,本次导管架用超高强度钢生产采用API SPEC 2Y,非Z向钢要求硫含量不大于0.010%,Z向钢要求硫含量不大于0.006%,钢板熔炼洁净度高于常规高强度钢。硫含量低为钢板的抗层状撕裂性能提供了基本保障。 90mm和100mm厚试验钢板厚度方向拉伸试验的断面收缩率结果见表5。目前,船舶及海洋工程用钢通常采用Z向拉伸断面收缩率,评价钢板厚度方向层状撕裂性能[6],Z向性能级别分为Z25和Z35,海洋平台节点要求使用Z35级Z向性能钢材。API SPEC 2Y规定Z向钢厚度方向断面收缩率不小于30%。本次试验的两种厚板的Z向断面收缩率单值最低为58%,平均值最低为59%,满足API SPEC 2Y要求,且有较大余量。较高的厚度方向断面收缩率,表明钢板厚度方向具有较高的塑性变形能力和良好的Z向抗层状撕裂性能。 表5 试验钢板厚度方向断面收缩率Tab.5 Reduction of area through thickness of API 2Y-60 steel plate 无损检测结果显示,拘束焊缝和试验焊缝表面及内部均未发现裂纹。图3所示的小试样经腐蚀清洗烘干后观察,2个厚度钢板的2组6个试板共48个横截面的焊缝、热影响区及母材均未发现裂纹,横截面裂纹率均为0,如表6所示。两种厚度钢板焊接接头横截面的典型照片如图4所示。Z向窗型层状撕裂试验结果受焊接工艺参数影响很大[6],在其他情况不变的前提下,提高预热温度或层间温度、降低焊材的强度,可以降低裂纹率。预热温度和层间温度与焊接过程中扩散氢溢出有关,温度高,易于扩散氢溢出,避免了材料的脆化;焊材强度降低,结构母材及热影响区受到的厚度方向的残余应力降低,有效降低了裂纹率。导管架建造要求65mm以上的厚板焊接预热温度应大于150℃,此次Z向窗型层状撕裂试验90mm/100mm试验板焊接预热温度大于110℃,且采用加大热输入,焊后取消后热处理,没有发生层状撕裂。这表明导管架建造使用的焊接工艺有一定的安全裕度。 表6 Z向窗型层状撕裂试验横截面裂纹率Fig.6 Cracking ratio of Z-type window tests (a) 90mm钢板 (b) 100mm钢板图4 试验焊接接头横截面典型照片Fig.4 Typical cross section photos of test steel plate 与分析钢板硫含量和Z向拉伸试验的断面收缩率相比,Z向窗型层状撕裂试验包含了钢板、焊接材料、焊接工艺参数(预热及道间温度、热输入等)与导管架实际建造相关的一系列因素,是一种对海洋工程结构用钢抗层状撕裂性能更为直接的试验方法。90mm和100mm试验用钢Z向窗型层状撕裂试验,进行试件的无损检测,截面试样均未发现裂纹,表明导管架建造采用的钢板、焊接材料及焊接工艺制作的焊接接头层状撕裂敏感性较低,具有良好的抗层状撕裂性能。 本文采用化学成分分析、厚度方向拉伸试验和Z向窗型层状撕裂试验,评定首次在导管架应用的超高强度钢API 2Y-60的抗层状撕裂性能,结论如下: (1) 试验钢板硫含量分别为0.0021%、 0.0023%,满足钢板生产规范API 2Y对Z向性能钢的要求。 (2) 试验钢板厚度方向断面收缩率分别为67%、 70%、 59%和60%,满足钢板生产规范不小于30%的要求,且有较大余量,Z向性能良好。 (3) 采用导管架建造用焊接材料,参照导管架建造实际焊接工艺,90mm和100mm试验钢板的Z向窗型层状撕裂试验未发现裂纹,表明焊接工艺与试验钢板匹配良好,层状撕裂敏感性低。 上述试验结果表明,深水导管架用国产超高强度钢API 2Y-60钢板抗层状撕裂性能良好,层状撕裂敏感性低,导管架建造焊接工艺有一定安全裕量。后续类似结构钢的首次应用论证可以参考本文方法,评定钢板的抗层状撕裂性能。
2.2 Z向窗型层状撕裂试验焊接工艺

3 试验结果分析
3.1 化学成分结果分析
3.2 厚度方向(Z向)拉伸试验结果分析
3.3 Z向窗型层状撕裂试验结果分析


4 结 论
