海底管道外腐蚀复合材料水下缠绕补强修复技术应用
2024-01-13张传旭
刘 军,张传旭,曲 杰
(1. 天津市海底管道企业重点实验室,天津 300452; 2. 海油发展海底管道安全服役保障技术重点实验室,天津 300452; 3. 中海油(天津)管道工程技术有限公司,天津 300452; 4. 天津北海油人力资源咨询服务有限公司,天津 300452)
0 引 言
随着海上油气资源产量的增长,海底管道作为油气资源输送的重要设施,其安全和可靠的服役将至关重要。由于海上服役环境比较恶劣,海底管道本身也会存在一定的缺陷,同时运行期间,还会存在第三方破坏、自然灾害、海底管道服役期间的腐蚀等诸多因素,影响海底管道的运行寿命。其中,海底管道的腐蚀是影响海底管道可靠和安全运行的重要因素。一旦因腐蚀发生泄露、破裂,往往会造成巨大的经济损失和严重的社会后果。据统计,自1995~2010年发生的28起海底管道事故(事件)中,最大因素(占47%)是腐蚀。如2007年涠洲某油田原油管道腐蚀,油田停产近200天;2007年东方某管线爆裂,气田停产,致使下游化肥厂和居民用气紧张,造成极其不良的社会影响。我国自1995年以来各种海底管道事故导致海洋石油产量损失累计达213万吨,直接维修费用超过20亿。因此,只有定期海底管道维修,保障海底管道的安全和可靠运行,才能保证油气资源的开发。
管道的修复补强一般采用更换管道、焊接、管卡和复合材料等修复方法。管卡修复技术对管线形貌要求比较高,施工设备及工艺相对较复杂,并且施工费用高、效率低,仅适用于临时抢修和大面积腐蚀修复。更换管段需要停产作业,相对成本较高、周期较长[1]。近些年,新材料、新技术、新产品在海洋领域的应用越来越广泛,海底管道复合材料修复技术的关注度也越来越高。复合材料修复技术能够在管道外形成补强层,分担管道承受的载荷,降低管壁的应力应变,从而恢复和提高管道的承压能力,起到修复效果,是目前最有应用前景的外腐蚀修复技术。
海底管道复合材料水下缠绕补强修复技术主要是针对节点和防水帽处腐蚀问题进行治理,利用高分子材料的耐蚀性、高强度、高模量、可设计性等优点,结合水下修复施工工艺,对节点腐蚀失效部位进行防腐修复。防腐层修复结构主要为:首先,钢管基材腐蚀坑填充超级水下修补剂;同时,节点修复区域涂抹水下环氧黏接剂;其次,缠绕预浸渍水下专用绷带;最后,使用张紧器缠绕复合增强绷带。每道工序应该严格按照水下施工工艺施工,确保起到防腐、隔水、加强作用,保证节点修复结构完整性。
1 产品介绍
1.1 材料
海底管道复合材料水下缠绕补强修复技术中主要用到的材料如下:
(1) 超级水下修补剂:是一种由双组分组成的环氧填料,能有效地将不规则部位的载荷转移到表面(包括凹坑、空隙、腐蚀缺陷、凹痕等)的维修系统。
(2) 水下环氧黏接剂;是一种浸润型高纤维增强型三聚合物,利用液态环氧树脂、聚合物以及脂肪族多胺作为固化剂,使得水分得以析出。
(3) 水下专用绷带;是一种独特的预浸渍的双向玻璃纤维复合材料,用于修复和加固管道或者结构的内部或外部的腐蚀。此产品确保了适当的纤维与树脂含量比,使得该玻璃纤维系统性能更加可靠稳定。
(4) 复合增强绷带:是一种混合碳纤维和玻璃纤维聚氨酯预浸渍系统,将碳纤维卓越的强度和坚韧完美结合,使用方便,是一种湿态固化、工厂预浸渍的双向编制纤维。
1.2 材料性能
按照ASME PCC-2-2018标准非贯穿缺陷A进行了研究验证[2],对海底管道复合材料水下缠绕补强修复技术中的试验参数进行了试验验证,复合材料性能技术验证研究已经在相关文献中介绍[3、 4],试验数据见表1、表2。
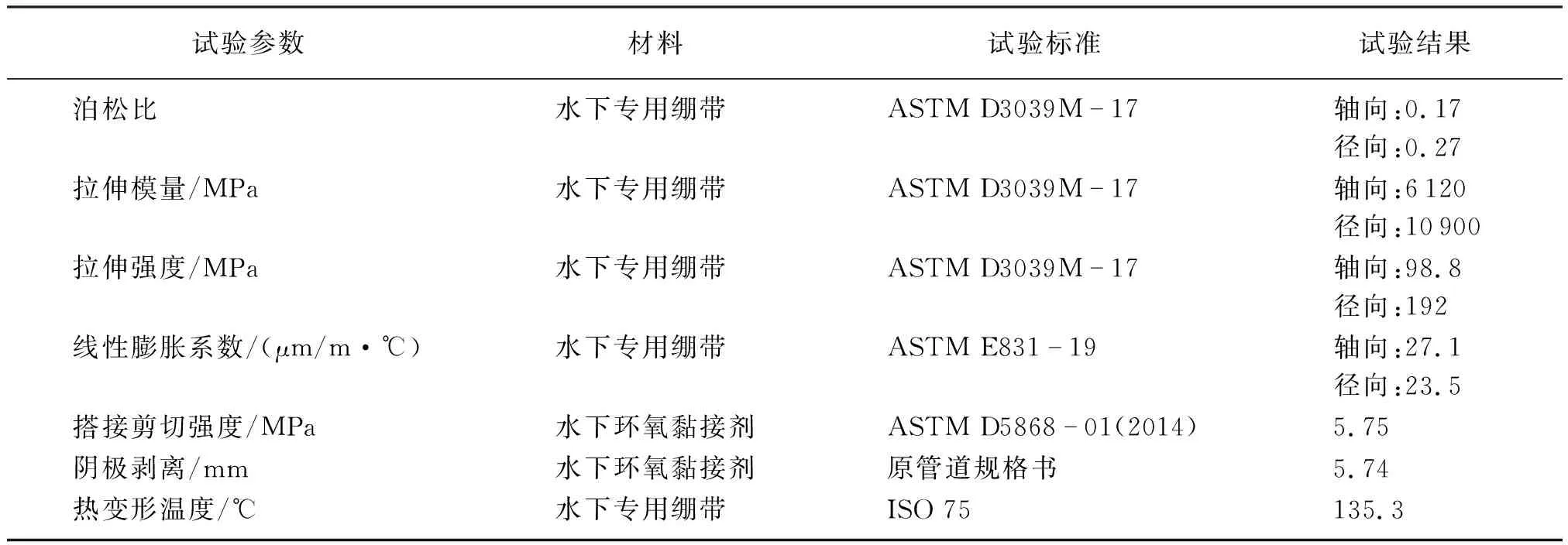
表1 复合材料性能试验数据Tab.1 Composite performance test data
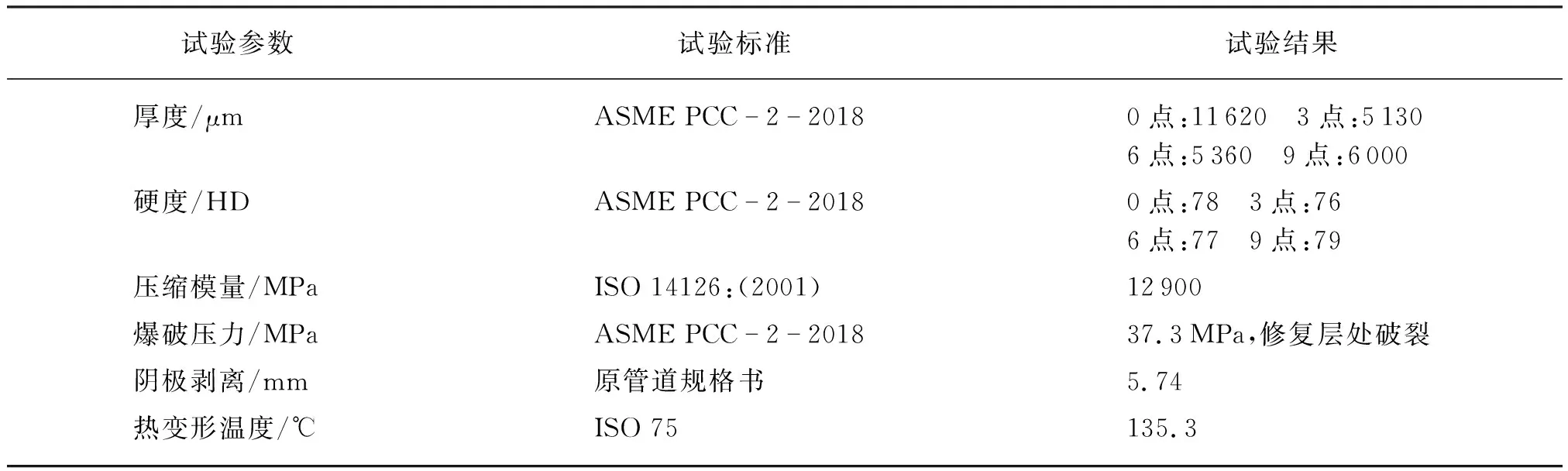
表2 复合材料修复层性能试验数据Tab.2 Performance test data of composite repair layer
2 修复系统应用设计
2.1 修复层厚度计算
为了保证水下修复系统的可靠性和服役稳定性,先在陆地预制缺陷模拟补强修复;在陆地模拟修复层数能够满足补强要求后,再按照ASME PCC-2-2018标准和原管线实际参数进行校核修复层数。陆地模拟试验用钢管的管径为168.3mm,原始壁厚为7.21mm,规定的最小屈服强度为305MPa,缺陷的长度为89mm,宽度为45mm,深度为5.76mm(即原始壁厚的80%)。为了判断水下修复系统是否能够满足补强作用,首先需要知道修复钢管初始状态能够承受的爆破压力。根据下列公式计算出钢管的爆破压力:
(1)
式中,Pf为钢管的爆破压力,MPa;t为钢管的原始壁厚,mm;Sa为钢管的屈服应力,MPa;D为钢管的外径,mm。
依据公式(1)计算得出Pf=26.13MPa。标准DNV-RP-F101-2017中规定,腐蚀缺陷达到原始壁厚的80%海底管道就不能再继续使用[5],因此,预制缺陷按照原始壁厚的80%来计算修复层厚度trepair。思路是用修复缠绕带来补充缺陷的强度。根据下列公式计算处修复层的厚度[6]:
(2)
式中,trepair为修复层厚度,mm;Pf为钢管的爆破压力,MPa;D为钢管的外径,mm;Sa为钢管的屈服应力,MPa;ts为钢管缺陷预制后的剩余厚度,mm;sc为复合材料的拉伸强度,MPa。
根据公式(1)计算得出的Pf=26.13MPa,结合公式(2)计算得出trepair=4.775mm。另外,修复缠绕带单层厚度为0.3556mm,计算得出修复层数为14层。另外,通过短期生存试验得出14层修复厚度的爆破压力为37.3MPa>26.13MPa,缠绕修复完成的钢管如图1所示。

图1 缠绕修复样管Fig.1 Winding repair steel pipe
2.2 修复系统验证
2.2.1 原管道性能参数
根据海底管道的内检测报告得出实际海底管道的腐蚀缺陷深度为77%壁厚。公式(2)计算得出的修复层数虽然通过了陆地短期生存能力试验,但是,由于海上施工存在诸多不确定性因素,为保证水下施工能够一次性成功,需要按照ASME PCC-2-2018标准401-3.4.3,结合海底管道实际参数,对修复系统复合材料性能进行修复层厚度、长度验证。原管道性能参数如表3所示。
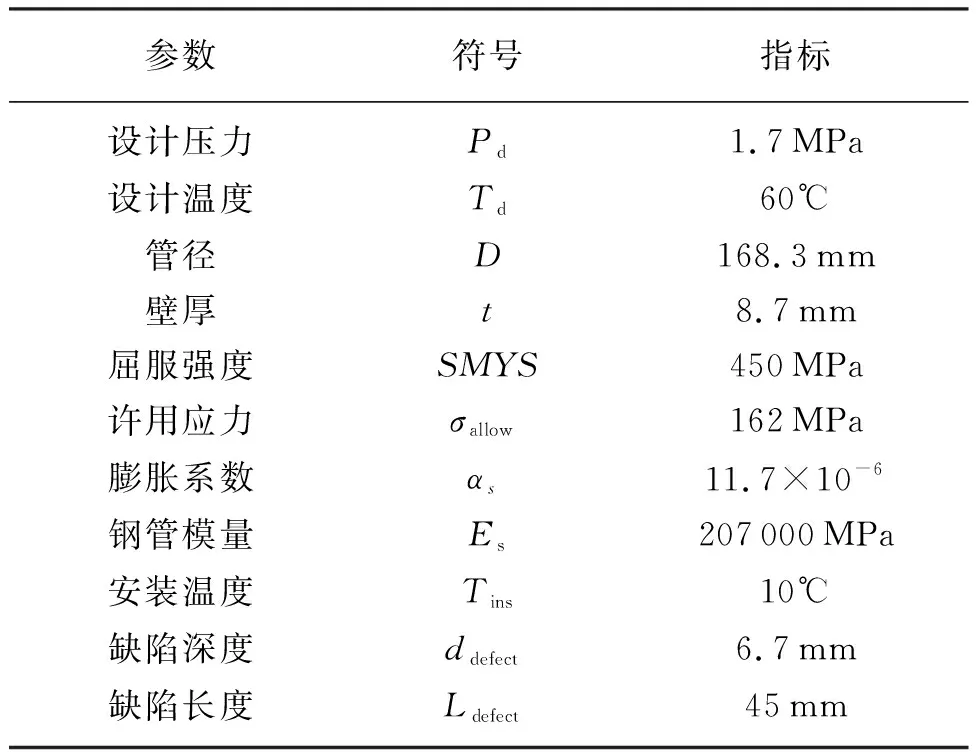
表3 原管道性能参数Tab.3 Original pipeline performance parameters
2.2.2 修复层厚度计算
按照ASME PCC-2-2018标准401-3.4.3,对海底管道修复层厚度进行验证。根据公式(2)计算出最小修复层的厚度。
2.2.3 修复层轴向修复长度计算
除非可以证明较短的修复层长度就能满足要求,否则需要计算修复层的长度,确保修复层长度能够覆盖缺陷区域。按照ASME PCC-2-2018标准401-3.4.8,计算修复层的轴向长度,修复层的重叠长度Lover和修复的总轴向长度L的计算公式为:
(3)
L=2Lover+Ldefect+2Ltaper
(4)
2.2.4 修复系统验证
依据公式(3)和公式(4),结合海底管道参数和试验数据,计算得出Lover=67.64mm;利用公式(2)和复合材料的检测数据,计算得出修复层的最小修复层厚度trepair=5.414mm;再根据最小修复层厚度来计算修复层端部厚度逐渐减薄的长度Ltaper=27mm,最终的修复层长度也就能够通过公式(4)得处,L=235mm。由于管道腐蚀发展已经达到钢管壁厚的77%,所以通过计算公式可以得到Lovermin=32mm<45mm,因此Lovermin=45mm。参照ISO 24817-2017标准对修复系统进行验证[7],得出如下结论:
(1) 最小修复层的重叠长度Lovermin=45mm<67.64mm,因此计算得到的L=235mm,符合要求。
(2)D/12=14.025,大于trepair=5.414mm,因此计算得到的修复层厚度trepair=5.414mm,符合要求。
(3) 陆地模拟试验修复层厚度的爆破压力是37.3MPa,按照计算的修复层厚度tmin=5.414mm可以得到爆破压力为42.29MPa。考虑到目标管线的屈服强度是陆地试验管线的1.47倍,可以得到修复后目标管线的爆破压力大约在62.4MPa。根据公式(1)可以计算出海底管道的爆破压力为46.52MPa<62.4MPa,因此,计算得出的tmin=5.414mm,n=16层,符合要求。
3 修复系统施工工艺
3.1 施工流程
实际工程应用过程中,施工工艺的可靠性是修复质量的关键环节。由于水下作业环境的特殊性,对施工工艺的要求就更为严格。水下潜水员需要严格按照培训、陆地演示施工等规范操作。现场施工的具体施工步骤如下:
(1) 使用手持式气动打磨机械,清除管道原涂层、疏松铁锈、油漆和其他杂质。表面处理标准St3,钢材表面会无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
(2) 将配制好的超级水下修补剂涂抹到缺陷坑内,确保没有气泡,填补填料能起到载荷传递、修补凹陷的效果。轻轻抹刮,确保边缘密封填平后,用砂纸或其他修磨工具,将凸起等影响施工的位置修磨成管道外形,圆滑过渡。
(3) 将水下环氧黏接剂均匀涂敷在修复打磨位置,采用刮板均匀涂敷,不允许出现漏涂、不均匀、气泡等情况。
(4) 涂敷完成水下环氧黏接剂后,开始进行水下专用绷带缠绕。首末端100%搭接,其余位置50%搭接,缠绕途中不得反向,缠绕过程中应确保无气泡滞留在里面,起到密封作用。
(5) 在第三步施工完成后,开始进行复合增强绷带的施工。施工步骤类似于水下专用绷带。复合增强绷带缠绕到设计层数后使用压紧薄膜固定,并用工具在压紧薄膜上扎孔,以便排出内层缠绕带凝固过程中的多余水分及气泡。待复合增强绷带固化后,即可拆除压紧薄膜(不拆也可),即完成复合材料水下施工修复。详细施工步骤如图2所示。

图2 复合材料水下修复施工流程Fig.2 Construction process of composite underwater repair
3.2 可靠性分析
针对目标管线的缺陷类型以及管线参数进行了有限元的分析,目的是通过有限元建模分析缺陷管线修复后,复合材料修复层在设计压力下的应力分布以及位移变化情况。详细分析结果见图3和图4。

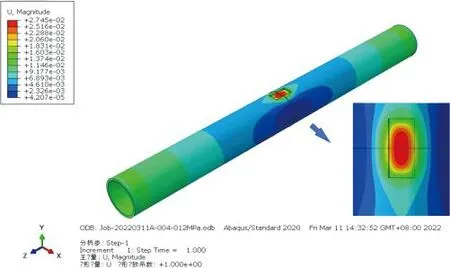
图3 未修复的含腐蚀缺陷管道应力和位移计算结果Fig.3 Stress and displacement calculation results for unrepaired pipes with corrosion defects


图4 修复的含腐蚀缺陷管道应力和位移计算结果Fig.4 Stress and displacement calculation results of repaired pipeline with corrosion defects
通过有限元模拟可以发现,未修复的含腐蚀缺陷的管道最大应力略高于修复后管道的最大应力,表明复合材料修复后能够分散一定应力。同时,未修复的管道位移略大于修复后管道的位移,表明复合材料限制了管道缺陷处的弹性膨胀,从而相应降低了缺陷处的应力水平。因此,通过有限元分析可以发现,复合材料修复后能够分散缺陷处的应力。
4 结 论
复合材料修复的目标管线通过两次内检测,结果显示,腐蚀情况未进一步发展,同时目标管线的运行压力和运行温度也未出现较大波动,表明修复系统水下补强修复能够达到补强作用,并且还能起到防腐效果。通过工程实践,该修复技术能够应用到海底管道的水下外腐蚀修复,同时也证明了修复系统的设计应用,水下补强修复施工工艺能够满足不同管线腐蚀余量下的补强修复。但是,随着复合材料水下修复技术的不断发展,对于海底管道的防腐、补强还是要不断地深入研究。
