复杂段构图案织物校准方法及软件开发
2024-01-10孟天玉李文雅任学勤
孟天玉,李文雅,薛 涛,任学勤
(西安工程大学纺织科学与工程学院,陕西 西安 710048)
复杂段构图案织物是一种通过纱线外观无规律变化使得织物呈现出特定图案的新兴织物[1]。复杂段构图案织物对纱线结构的精确度要求较高,误差会在纺纱过程中累积导致织物图案准确性降低,所以纺纱工艺参数的微小误差即会导致织物图案偏斜[2]。由于纺纱工艺参数需要人工测量,误差难以避免;且纺纱工艺参数也受生产设备参数及状态变化的影响,同一工艺在不同织造设备上生产出的织物也不相同。所以在复杂段构图案织物设计过程中往往需要耗费大量时间,多次打样并校准纺纱工艺。邱艳茹在MATLAB 平台上采用非刚体配准法对复杂段构图案织物进行校准,通过提取实际织物图案的轮廓并匹配特征点的方法进行校准[3]。但未将其开发为成熟的应用软件,且织物图案偏斜的形式与非刚体配准法的校准方式不同,因此该方法的校准效果有限。相关研究领域仍缺少专业的校准方法与软件,因此基于复杂段构图案织物偏斜的原因,设计并开发校准软件,以实现快速校准复杂段构图案织物,缩短产品研发周期,将产品快速推向市场。
1 图案偏斜原因
复杂段构图案织物依靠纱线的花式段和非花式段有规则地排列以织物结构来形成图案。不同于提花织物基于织物结构呈现图案的形式,复杂段构图案织物中纱线的花式段在织物中的位置会受到多种因素影响而发生变化,导致图案发生偏斜。而图案偏斜与否主要受纱线工艺和织造设备2个方面因素的影响[4]。
1.1 纱线工艺
织物线圈长度是计算纺纱工艺的重要参数,线圈长度的误差是导致织物图案偏斜的主要因素。当测量出线圈长度大于实际线圈长度时,纱线段在纱线中实际位置长于预期,织物中的纱线段从预期位置沿着织造方向移动;反之,纱线段会从预期位置逆着织造方向反向移动。此外,纱线段移动的距离随着织造行数的增加而增加[5]。图1(a)所示的预期图案若发生偏斜,其在针织横机上织造时体现为织物图案以单双行的规律呈金字塔状分布在预期位置两侧,如图1(b)所示;在圆形织机上织造时体现为织物图案以固定的角度向一侧偏斜,如图1(c)所示。
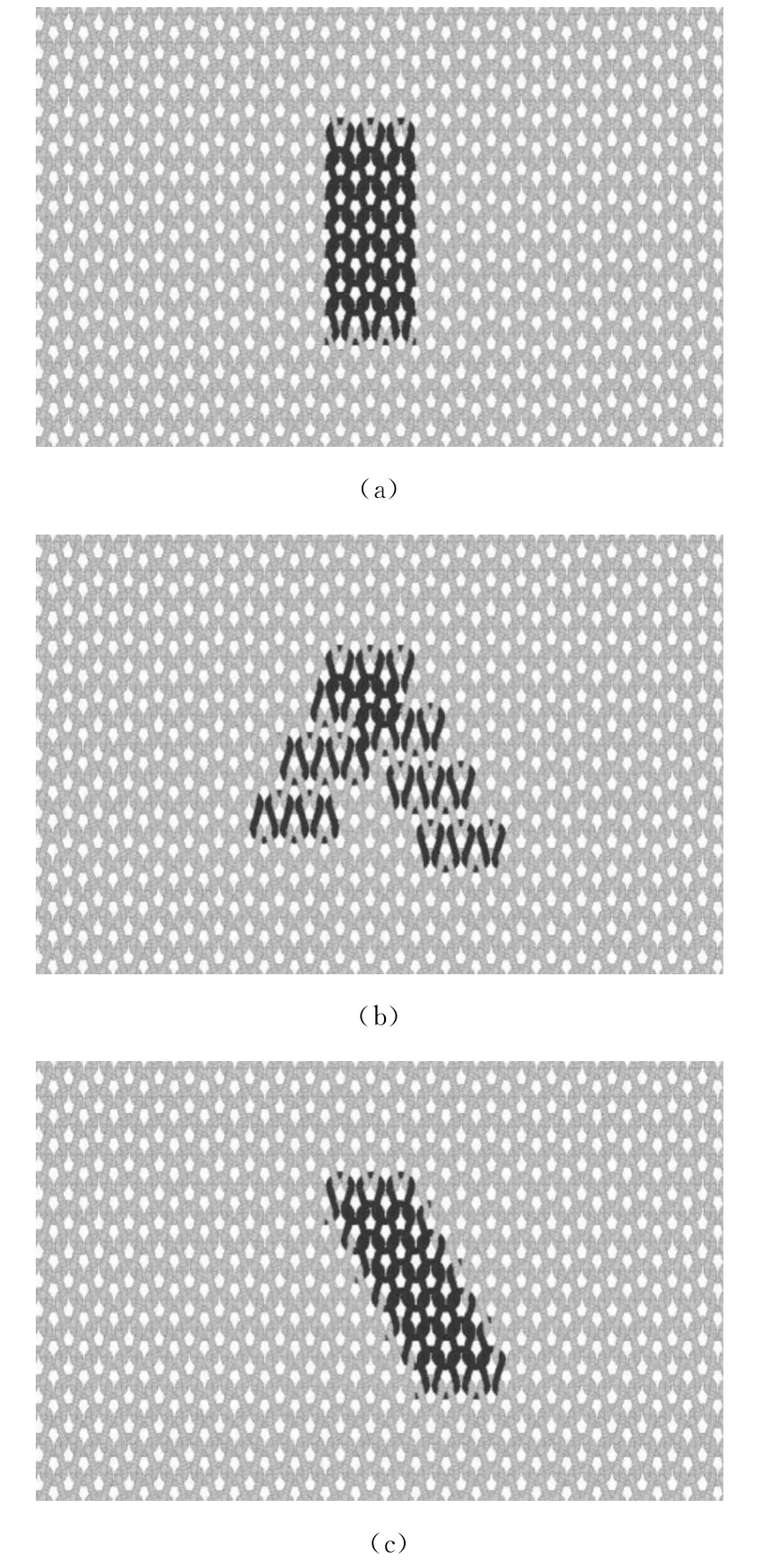
图1 图案偏斜方式
1.2 织造参数
因为复杂段构图案织物根据织造设备定制纺纱工艺的特性,纱路张力、织造速度、织造起始位置等因素形成的误差也会影响织物图案的准确性。纱路张力、织造速度大于测定值时会导致织物线圈长度小于测定的线圈长度;反之,织物线圈长度大于测定长度,其对织物图案的影响同1.1节所述。
复杂段构图案织物需以纱线工艺起始或结束的位置为织造起始位置进行织造。织造时起始位置出现偏差会导致所有纱线段以偏差距离同时发生偏移。在针织横机上织造时体现为图案以单双行的规律均匀分布在预期位置两侧,在圆形织机上织造时体现为预期图案在织物上横向平移。
2 校准软件设计
因为复杂段构图案织物完全依靠纱线外观变化呈现图案,所以其图案偏斜是以单行线圈结构为单位的横向偏移。基于复杂段构图案织物的偏斜形式,使用Python语言和Py Qt5、OpenCV 等模块设计开发复杂段构图案织物的校准软件。通过在校准软件中将实际织物图案与预期图案的图片进行拟合的方式实现复杂段构图案织物的校准。
(1)提取预期图案嵌入织物照片,调整预期图案大小与位置,使其高度和位置与织物照片中图案部分基本重合。
(2)拟合预期图案与织物图案,整体调整预期图案初步拟合,逐行调整图案完全拟合。
(3)根据拟合结果记录图案偏斜方式与距离。
(4)根据偏斜数据计算校准后纺纱工艺,完成校准。
2.1 偏斜拟合
预期图案以图片的形式存储,在拟合之前需要从图片中提取出预期图案,以避免图片背景遮挡底层的织物照片。软件采取阈值分割的方法从单色背景中提取预期图案[6],使用提取出的预期图案与织物照片图案进行拟合。
为实现将预期图案与实际织物图案的拟合,预期图案需要拆分成数个横向条状图案,每个条状图案需要能横向移动及调整宽度。因为线圈具有嵌套结构,嵌套结构由2个条状图案部分重叠的形式体现,所以条状图案的高度需要由实际织物参数和预期图案高度共同决定,其计算公式见式(1)。相邻2条状图案间距见式(2)。
式中:h为条状图案高度;l为2条状图案间距;H为预期图案高度;n为实际织物中图案所占织物行数;B为织物的圈高;D为完整线圈的高度。
预期图案以h为高度,l为间距被拆分为n个横向条状图案,如图2(a)所示。在软件界面调整每个条状图案位置与宽度,使其与照片中织物图案完全重合,达到拟合效果。拟合方式有整体拟合和逐行拟合2种方式。整体拟合是根据织物的织造设备逐行累积偏移量,使得预期图案一次性完成拟合,横机织物的拟合方式如图2(b)所示,圆机织物的拟合方式如图2(c)所示。第二种拟合方式针对织物的不规则歪斜,指定织物中任意行线圈对应的条状图案单独进行局部拟合,如图2(d)所示。
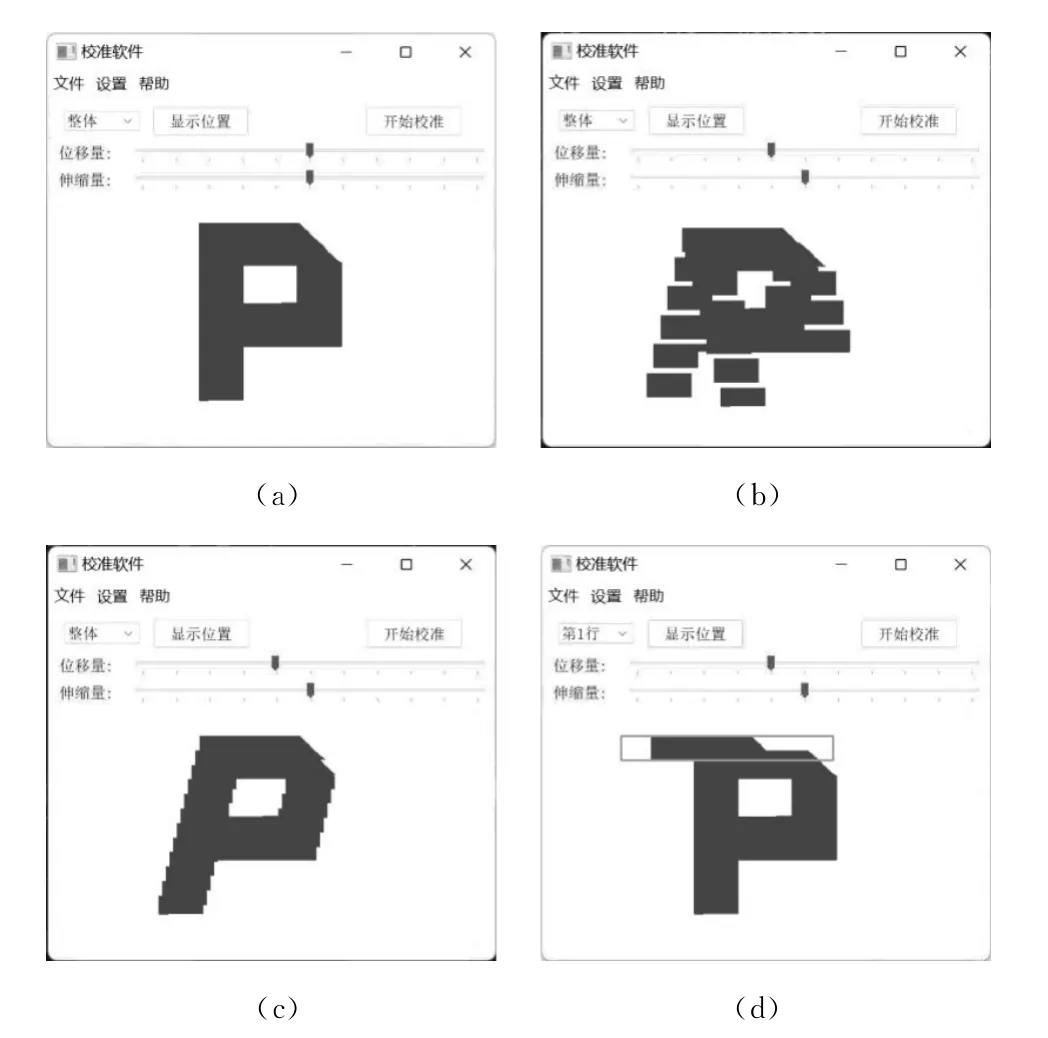
图2 软件拟合方式
2.2 工艺校准
在拟合过程中,预期图案发生了位移与形变,分析计算得出每个条状图案的位移量及形变量,最终根据该数据与原纺纱工艺计算出校准后的纺纱工艺。
拟合数据中,形变量为条状图案拟合后的宽度与预期图案宽度的比值,位移量为条状图案移动距离与预期图案宽度比值的相反数。
基于获得的拟合数据,在原纺纱工艺中选择条状图案对应的花式段纱线的纺纱工艺,逐行对纺纱工艺进行校准。校准步骤如下:
(1)选择预期图案对应的纱线工艺,该工艺区间为该行的第一段花式段起始位置到该行最后一段花式段结束位置。
(2)根据形变量处理预期图案对应的纺纱工艺,该工艺区间中每一段工艺长度校准为其与该行形变量的乘积。工艺区间后一段纺纱工艺长度以区间内总变化长度反向增减。
(3)根据位移量处理预期图案对应的纺纱工艺,该工艺区间位移长度为该工艺区间总长度与位移量的乘积。工艺区间前一段工艺校准为其与位移长度之和,工艺区间后一段工艺校准为其与位移长度之差。
(4)重复步骤(1)至步骤(3),直至完成所有工艺的校准。
将完成校准的纺纱工艺转换生产设备的工艺参数后即可进行织造。
3 织物校准验证
为验证校准软件及其校准后工艺的准确性,需织造复杂段构图案织物进行验证。试验采用的原料为花式纱线结子线,织造设备为KU483圆形编织机(无锡市振荣针纺机械有限公司)。校准前织物如图3(a)所示,该织物经过校准软件拟合后效果如图3(b)所示。
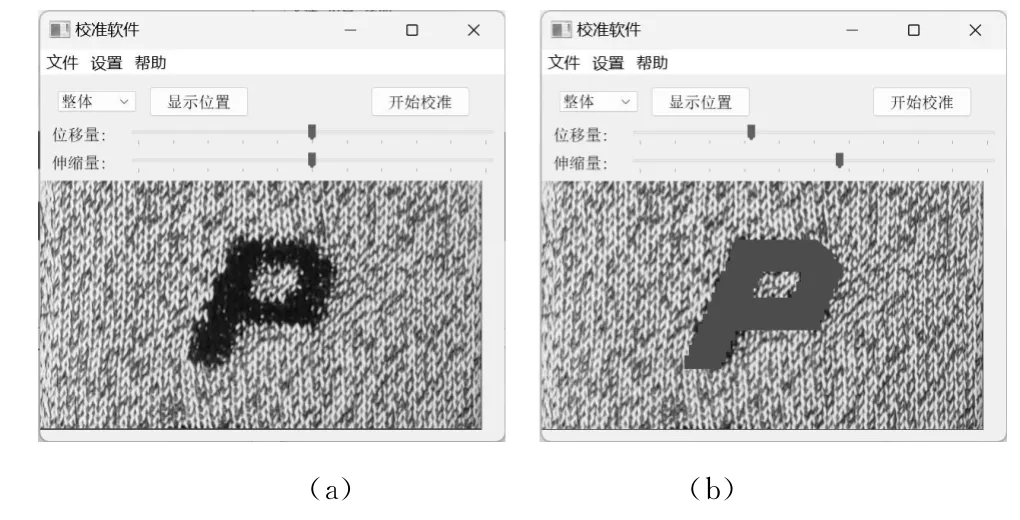
图3 软件拟合方式
织物校准前部分纺纱工艺见表1、校准后部分纺纱工艺见表2。
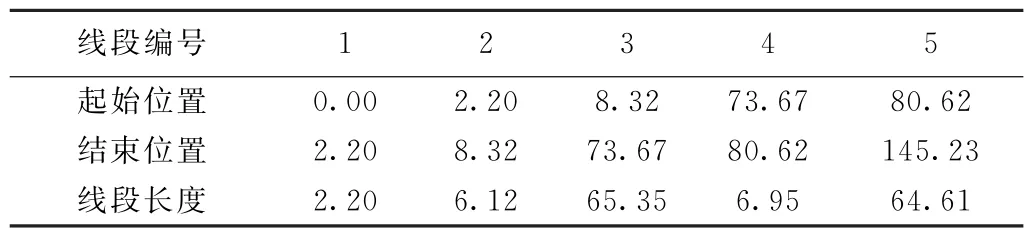
表1 校准前部分纺纱工艺单位:cm
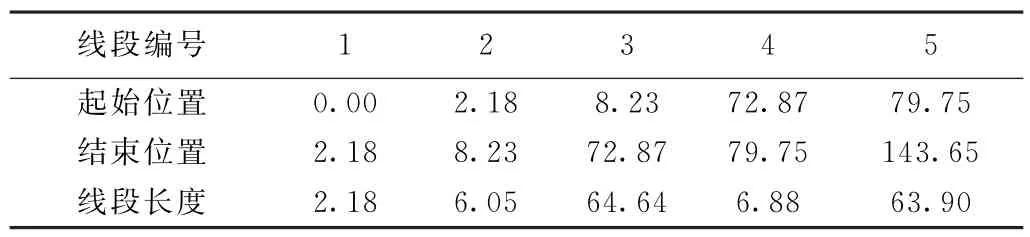
表2 校准后部分纺纱工艺单位:cm
使用校准后的工艺织造出的复杂段构图案织物如图4所示。

图4 校准后织物
通过对比校准前后的复杂段构图案织物可知,校准前织物表面图案有明显偏斜,校准后织物表面图案无明显偏斜,与预期图案一致。校准前后织物图案高度相同,图案部分每行花式段长度一致,且校准前后织物风格一致。
为便于展示复杂段构图案织物的校准方法,选择较为简单的图案织物(图4)进行校准。上述方法和软件也可校准更为复杂的段构图案织物,以商标为图案织造出的复杂段构织物如图5(a)所示,以书法“福”字为图案织造出的复杂段构图案如图5(b)所示。
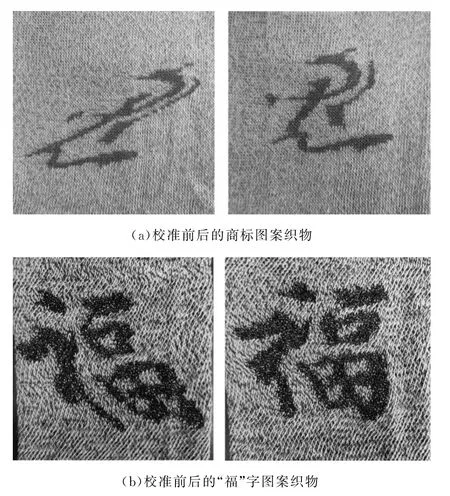
图5 其他复杂段构图案织物的校准前后对比
由图5可知,商标图案的形状较为规则,图案中各形状分布较为均匀,工艺中花式段长度差异较小,该种图案校准结果良好,与预期图案一致。“福”字图案形状不规则、复杂度更高,工艺中花式段数量更多且差异较大,该种图案校准后偏斜程度明显改善,但与预期图案相比仍存在轻微变形情况。
综上所述,研究提出的通过拟合预期图案与织物照片进行校准的方法能够快速有效解决织物图案歪斜的状况。基于该方法编写的校准软件大幅缩短织物图案校准周期,有效校准复杂段构图案织物的图案偏斜问题,但对于过于复杂的图案校准效果仍有待提升。
4 结 论
(1)设计的复杂图案织物校准方法及软件能够对图案发生偏斜的生产工艺进行有效校准,生产出符合预期图案的复杂段构图案织物。
(2)使用软件快速校准图案,不再需要人工计算纺纱工艺参数,有效减少打样次数,提升复杂段构图案织物的设计效率。
(3)校准软件对于过于复杂的预期图案能够起到校准作用,但校准效果有限,仍有轻微变形状况存在。
