链板输送机瞬时速度及其影响
2024-01-06龙梁王钊程双
龙 梁 王 钊 程 双
(中轻长泰(长沙)智能科技股份有限公司,湖南长沙,410117)
链板输送机具有结构简单、承载能力强、维护方便等优点,广泛应用于造纸行业。然而,当纸卷通过2 台链板输送机的对接区域时,其外表很容易起皱或破损,产生这种损纸现象的原因非常多,其中一个重要因素是2台输送机之间存在的速度差。然而,在处理速度差这一问题时,业内人士普遍只考虑平均速度,并不关注瞬时速度,导致一些损纸现象无法完全消除,甚至无法解释。因此,本课题着手研究引起链板输送机瞬时速度变化的因素,分析、预估其波动范围,并专门设计了一套速度测量装置,在毫秒级的时间尺度上测量链板的运行速度,并对预估结果加以验证。
1 链板输送机瞬时速度的波动因素
1.1 改向效应
1.1.1 问题引入
一段链条在适当张紧力的作用下紧贴于导轨表面(见图1),假设有一种理想动力驱动第1 个链轮垂直向下做匀速直线运动,那么处于水平导轨上的滚轮在水平方向上的运动速度是否恒定是需要探讨的关键。

图1 链条改向Fig.1 Direction change of the chain
为了避开使用复杂的通用公式进行推导,本课题套用某型号链板输送机的具体结构参数,在Excel 中用VBA 编写程序进行计算。当第1 个节点以0.4 m/s的恒定速度向下运行1 个节距的距离(63.5 mm)时,第6 个节点的速度变化过程如图2 所示。根据分析推导过程可知,导轨圆弧半径(R)是一个基本参数,第6个节点的速度变化曲线的形状与R有关。
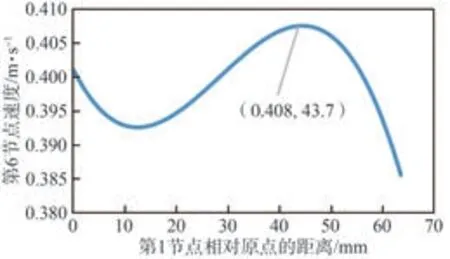
图2 链条改向后的速度变化Fig.2 Velocity variance after the direction of chain changed
1.1.2 改向效应概念
图2 显示了第1 节点与原点的距离和速度变化之间的关系。从图2可以看出,如果一段链条的运行方向在某个部位发生了改变,那么即使前端的链节保持匀速运行,后端的链节也不能维持匀速,这一现象称为链传动的改向效应。
1.1.3 改向效应导致的波动率
从图2 还可以看出,曲线的波高为0.408-0.385=0.023(m/s),相较于0.4 m/s 的设定速度,波动率为5.75%。
1.2 多边形效应
1.2.1 多边形效应的概念和原理
在链传动中,即使主动链轮做等角速度回转,链条前进的瞬时速度也会周期性地由小变大再由大变小,这就是链传动的“多边形效应”[1],形成原理如图3所示,沿节线方向的速度变化如图4所示。
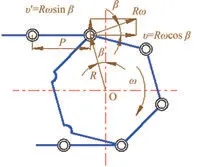
图3 多边形效应原理Fig.3 Principle of polygon effect
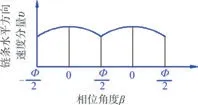
图4 链条沿节线方向速度变化Fig.4 Velocity variance of chain along pitch line
1.2.2 多边形效应导致的波动率
对于某一具体型号的链板输送机,设计速度为0.4 m/s,链条节距为63.5 mm,链轮齿数为11,通过图3 和图4 中的公式,可以计算出vmin=0.38 m/s,vmax=0.40 m/s,波高为0.016 m/s,相较于设计速度0.4 m/s,波动率为4.03%。
根据文献[2]给出的链速不均匀系数K计算公式,当链轮齿数为11 时,K=0.0413,即速度波动率为4.13%,与上述计算基本一致。
2 链板输送机速度波动率的预估
图5 为典型结构的链板输送机。由图5 可知,链条在全长上有6 个改向部位。在链条的松边能够起到良好缓冲作用的情况下,输送部位的链条沿动力传递路线一共发生了3 次波动,分别是在主动链轮处发生的1 次多边形效应波动和同时发生的1 次改向效应波动,以及在头部圆弧导轨处发生的1 次改向波动。单独考量这3 次波动,其每一次波动率均不大,根据上述分析计算结果,分别是4.03%、5.75%、5.75%。但这3 次波动可能会出现波峰叠加,此时链条整体的速度波动率则变为4.03%+5.75%+5.75%=15.53%。
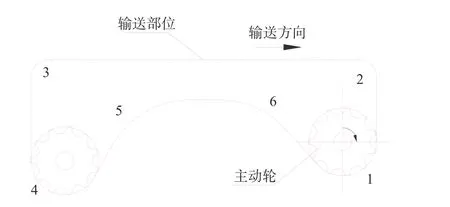
图5 链板输送机典型结构Fig.5 Typical structure of slat conveyor
如果链条的松边不能起到良好缓冲作用,那么其他部位改向效应的影响和从动链轮的影响,均不能再忽略。此时,链条整体的速度波动率会变得更高,可能会达到上述分析结果的2倍,即31.06%,该波动范围已经明显超出了常规认知。
3 链板输送机瞬时速度的实测
3.1 速度曲线
为了验证上述的预估结果是否正确,本课题专门设计了一套采样频率为200 Hz 的速度测量装置,对1 台链板输送机(设计速度300 mm/s)的同一节链板进行瞬时速度测量,其中2 次测量结果如图6所示。
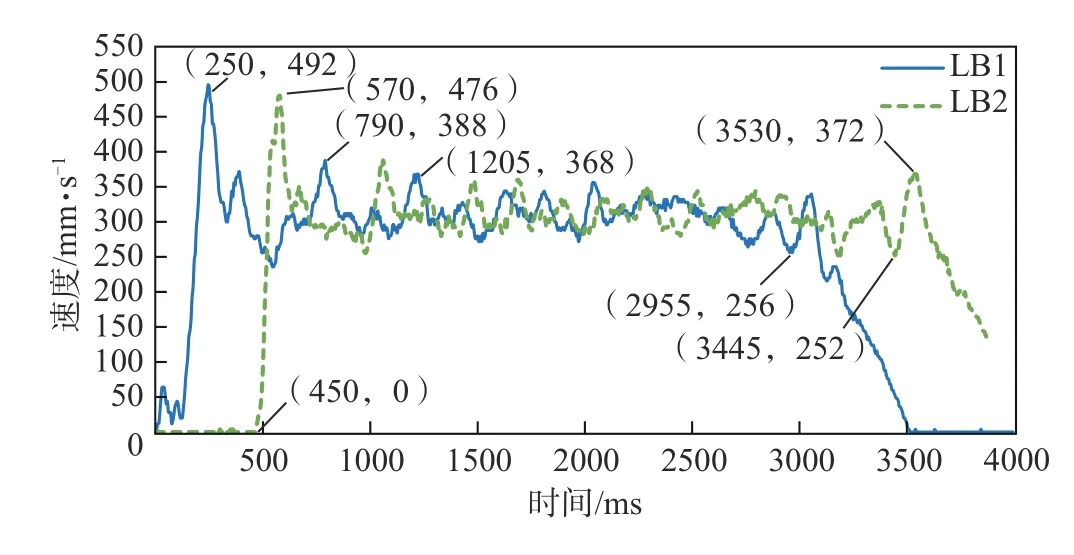
图6 链板输送机的瞬时速度Fig.6 Instantaneous velocity of slat conveyor
3.2 速度曲线分析
由图6 可得出以下3 条结论:①启动冲击较大。LB1 在启动后250 ms 内速度达492 mm/s,LB2 在启动后120 ms 内速度达476 mm/s,2 次测量结果均显示启动冲击较大。这是因为在进行速度测量时,直接用开关盒控制链板输送机的启停,没有软启动也没有变频器。②速度波动范围较大。在1200~3000 ms的相对平稳时段内,速度的最小值为256 mm/s,速度的最大值为368 mm/s,相较于300 mm/s的设计速度,波动率为37.33%,与上述的波动率预估值31.06%非常接近。如果考察全部数据(启停阶段除外),则速度的最小值为252 mm/s,速度的最大值为388 mm/s,相较于300 mm/s的设计速度,波动率为45.33%,比上述的预估值更高。③速度波动杂乱,呈现随机性。
3.3 速度测量装置及其可靠性
3.3.1 速度测量装置的组成和测量原理
测量装置由数控机床用光栅尺和三菱FX3U 系列工控板2 个核心部分组成,光栅尺型号JC800,量程1000 mm,精度0.005 mm(单波,A、B 两路信号);工控板型号3U-24MT4T6A2D,高速计数输入频率60 kHz。测量时,光栅尺的读数头跟随链板输送机的链节同步移动,所产生的脉冲信号由工控板的高速计数器进行计数,工控板按程序设定的时间间隔记录1 次脉冲数。根据相邻2 次记录的数值差、时间差,以及每个脉冲所代表的移动距离,即可算出该时段内链板的平均速度。由于程序设定的记录间隔为10 ms,相对于链板输送机的速度(300 mm/s),程序计算所得速度完全可以看作是瞬时速度。
3.3.2 测量装置的可靠性验证
为了验证测量装置的可靠性,对链板输送机的爬行状态进行了对比测量,同时用皮带输送机进行了对比测量,所得曲线如图7 所示。LB1 是链板输送机在正常状态下测量所得,J30-1是链板输送机在爬行状态下测量所得,PD1是皮带输送机正常状态下测量所得。由图7可知,LB1、LB2均在300 mm/s附近波动,与链板输送机300 mm/s 的设计速度一致。LB2明显体现了爬行状态的周期性,在985~2010 ms 时段内有6 个波峰,平均周期为205 ms,与链条运行1 个节距的理论时间63.5 mm/(300 mm/s)=212 ms基本一致。PD1的瞬时速度在经过1500 ms 的爬升后达250 mm/s,与皮带机250 mm/s的设计速度一致,与运行控制程序设置的启动时长1.5 s也一致。测量对象皮带机的主轴与电机之间采用同步带传动,理论上比链传动更加平稳,而曲线PD1的波动范围的确比LB1的波动范围明显要小。以上结果表明,速度测量装置可靠。
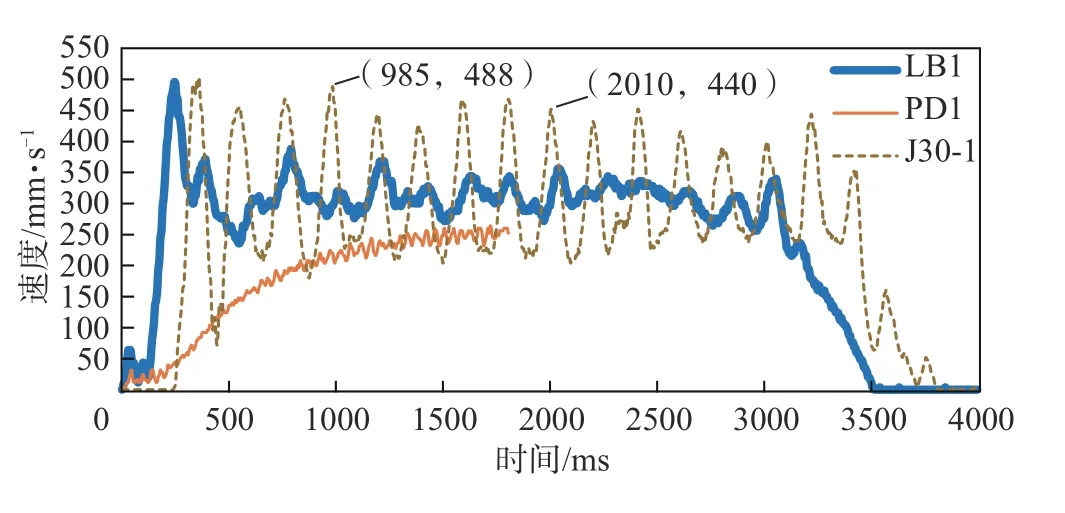
图7 瞬时速度对比Fig.7 Comparison of instantaneous velocity
4 链板输送机速度波动产生的影响
假设前后对接的2 台链板输送机,其速度曲线刚好与图6 中的LB1、LB2 一致,2 条曲线围成了一系列封闭区域,在一些区域LB1 比LB2 要快,在一些区域LB1 比LB2 要慢。当纸卷经过这2 台链板输送机的接口区域时,纸卷的速度只会与重心所在的那台链板输送机保持一致,这意味着纸卷与输送链板之间必然会发生相对滑动。如果这种滑动距离过大,必然会造成损纸。通过求解图6 中各封闭区域的面积,即可得到相应区域的滑动距离。由于实测得到的速度曲线无法用函数表达,封闭区域的面积也就无法通过积分方式进行精确计算,因此本课题采用描图法进行近似计算。截取图6 中波动相对较小的1000~3000 ms 时间段内的图像,复制到 Auto-CAD 文件内,按横向1 个单位代表1 ms,纵向1 个单位代表1 mm/s 的比例进行缩放,然后通过描点方式得到与截图曲线形状相近的2 条折线,选定其中几个面积较大的封闭区域,用list 命令测量其面积,结果如图8 所示。

图8 描图法求解滑动距离Fig.8 Sliding distance by counter draw
由图8 可知,在2075 ms 时间内,纸卷与链板之间发生了5次滑动距离在2.7 mm以上的相对滑动。根据文献[3]的理论,即使纸层之间发生0.59 mm 的相对滑动时,纸张会隆起2.75 mm 的高度,导致输送损纸,而当前纸卷与链板之间发生了2.7 mm 以上的相对滑动,纸卷起皱或撞伤的概率非常大,尤其是323 ms 时间内,滑动距离达到了12.7 mm,损纸几乎不可避免。实际生产运行中,最终是否损纸,还与纸卷的外形尺寸、纸卷的松紧程度、纸层间的摩擦系数、纸的种类有关。
由于链板输送机的瞬时速度波动具有随机性,2 台链板输送机之间的速度差也会呈现随机性,这就能很好地解释,尽管链板输送机已经调整到最佳状态,没有速度差,没有高度差,甚至也没有使用过渡辊,但是纸卷上依然会起皱或破损。
5 结 语
通过对“改向效应”和“多边形效应”2 个因素的分析,以及实际测量验证,表明链板输送机的瞬时速度波动率超过30%,当纸卷经过2 台链板输送机的接口区域时,即使2台链板输送机的平均速度严格一致,纸卷与链板之间也会随机发生明显的相对滑动,纸卷表面因此起皱或破损。在当前的机械结构或制造成本条件下,链板输送机运送纸卷时出现的损纸现象不可完全避免,追求零损伤在理论上不可行。