根部圆角滚压强化的高精度钛合金螺栓疲劳失效研究
2024-01-03刘婧颖李浩楠徐昊杨知硕林忠亮1王洪飞白清顺
刘婧颖,李浩楠,徐昊,杨知硕,林忠亮1,,3,王洪飞,白清顺
(1. 天津市紧固连接技术企业重点实验室,天津 300300; 2. 哈尔滨工业大学 机电工程学院,黑龙江 哈尔滨 150001;3. 航天精工股份有限公司,天津 300300)
0 引言
由于机械联接结构的需要,孔结构在航空飞行器领域获得了广泛应用。螺接技术是实现飞机结构件紧固孔强化或联接的一种重要干涉配合技术[1]。螺栓是实现螺纹连接的关键零件。螺栓的滚压强化技术可以利用金属在常温状态下的冷塑性特点,通过滚压工具对螺栓表面施加一定的压力,促使表层金属发生弹塑性变形,使表层组织冷作硬化,改变表层微观结构,提高其使用性能[2]。HWANG研究了高强螺栓滚压后的塑性特征,分析了螺栓的硬度变化和拉伸强度,探究了不同强化工艺硬化率产生差异的主要原因[3]。钛合金螺栓的滚压强化工艺对强化层微观组织会产生显著的影响,研究螺栓失效后的断口形貌对于掌握滚压作用机制、优化滚压工艺具有重要意义[4]。朱有利等采用多学科交叉综合分析的方法,研究了螺栓疲劳断裂失效的断口形貌并提出抗疲劳改进措施[5]。郑星等提出了一种基于分段线性回归的疲劳裂纹检测算法,通过建立回归模型,能够确定疲劳裂纹萌生的时间,从而针对发生疲劳破坏后的实测应变数据进行分析,实现对裂纹的准确检测[6]。
本文针对钛合金高精度沉头螺栓的滚压强化工艺进行了分析,研究了螺栓根部圆角滚压强化疲劳失效的断口形貌,揭示了螺栓表面处理工艺对疲劳失效的影响规律,为螺栓圆角滚压强化工艺性能的提升提供参考。
1 螺栓滚压强化工艺
航空领域的螺纹连接部件在复杂载荷综合作用下极易发生疲劳失效,因此提高螺纹连接部件的疲劳寿命是长期关注的重点问题。在众多针对螺栓的表面强化工艺中,滚压强化工艺具有无污染、成本低、效率高、兼容性好等优势,在航空工业领域得到广泛的应用。研究表明,螺栓的根部较容易产生显著的应力集中。因此对螺栓的根部圆角进行滚压工艺强化是解决应力集中的重要工艺步骤。
螺栓的根部圆角滚压强化又称滚R工艺,是指在常温环境中,采用滚压设备使得根部圆角处金属产生弹塑性变形,进而达到消除应力、提高抗疲劳强度的目的。图1为螺栓根部圆角滚压强化工艺示意图。在对螺栓的根部圆角进行滚压加工过程中,首先应在需要的滚压螺栓根部圆角附近安装3个位于同一水平面的滚轮;然后设定滚压量、主轴转速等工艺参数;继而,3个滚轮开始转动,同时沿螺栓的半径方向进给并挤压圆角,如此即完成1次对螺栓根部圆角的滚压。

图1 螺栓根部圆角的滚压强化工艺
螺栓滚压后,需要对其进行疲劳测试,检测螺栓抵抗高周疲劳载荷作用的能力。一般要求疲劳试验循环载荷的周次大于13万次。
2 实验测试对象
本文针对疲劳试验后的螺栓断口形貌进行检测和分析。断口形貌检测的对象为钛合金沉头螺栓,光杆公差带f9,顶部锥角100°,型号为6-29A,其外观如图2所示。螺栓材料为钛合金Ti-6Al-4V。根据不同的螺栓根部圆角滚压强化工艺,将10件螺栓试件分为4组,对其中9件施加疲劳试验循环载荷,目标循环载荷的周次为13万次,得到发生断裂和未断裂的试样。测试对象具体情况如表1所示。所有测试钛合金螺栓的根部都进行了圆角滚压,其加工参数为滚压力70kg,转速450r/min,滚压时间2s。为了分析表面处理工艺对疲劳失效的影响,对其中的部分零件进行了涂铝、喷丸或抛光处理。

表1 实验测试对象

图2 测试的高精度螺栓
3 测试结果分析
3.1 宏观光学形貌分析
为了得到试件的宏观光学图像,使用工业CCD相机对各个试件进行观察分析。所用CCD相机放大倍数可以达到270倍,像素为3 800万。观察到的典型断裂试件宏观光学形貌如图3所示,典型未断裂试件外观表面形貌如图4所示。
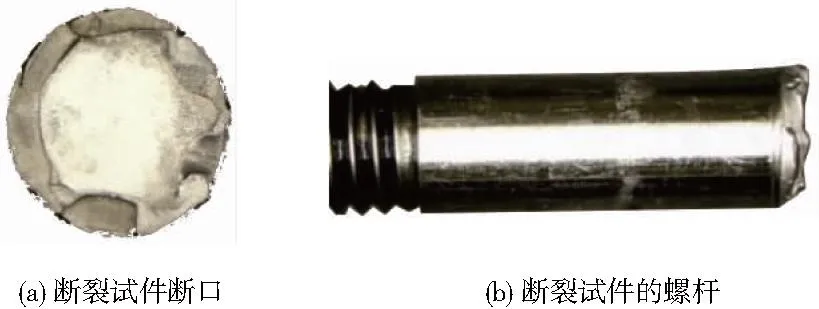
图3 典型断裂试件宏观光学形貌

图4 典型未断裂试件宏观光学形貌
未断裂试件的宏观光学图像中,螺栓头与螺杆连接处未出现明显的裂纹或其他表面缺陷。而发生断裂的试件断口表面形貌较复杂,呈现银灰色金属光泽,有的表现为较粗糙的表面特征,有的则存在明显的凹坑或凸起。图5所示为光学显微镜观察获得的宏观断口形貌。与只进行圆角滚压加工而没有涂铝、喷丸或抛光的第1组试件对比,第2—4组断裂试件断口表面的凹坑或凸起数量更少,断裂时材料的脱落更均匀,说明在圆角滚压基础上的涂铝、喷丸或抛光处理在一定程度上可减少试件的剧烈断裂。

图5 光学显微镜观察的试件断口形貌
3.2 断口表面微观形貌分析
对于断口表面的微观形貌,使用扫描电子显微镜进行观察分析。扫描电子显微镜的最大放大倍数为50万倍,电子光学分辨率小于2.5nm,可以满足断口表面形貌的分析需求。
观察只进行圆角滚压强化处理的1号断裂试件的断口,发现其疲劳源数量较多,均位于根部圆角表面附近,且部分疲劳源所在位置存在一定程度的应力集中,这可能来源于加工过程的外来压入载荷或表面缺陷[7]。裂纹扩展区占断口总面积较小,分布有尺寸各异的小断块,从疲劳断裂的整体过程看,裂纹发展较剧烈。1号试件断口表面的瞬断区图像如图6所示。由图可知,疲劳失效的瞬断区范围较大,其中韧窝形貌显著,基本符合韧性断裂的失效机理特征,但该区域内也可见部分河流状花样,且存在一定数量的小晶粒,晶界已经呈现解理平面并伴随着解理台阶,说明该断口初步显现少量脆性断裂的特征[8]。

图6 1号试件断口表面瞬断区
观察进行圆角滚压和涂铝处理的第2组3号和4号断裂试件的断口。在两个试件的断口表面均只发现1处疲劳源,位于根部圆角表面的应力集中点。3号试件的疲劳源区如图7所示,表现为较光滑的小片区域。裂纹扩展区可见典型的海滩花样。图8所示为3号试件断口表面瞬断区的形貌。由图中可知,瞬断区的大量韧窝当中个别为剪切韧窝,同时存在尺寸较大的等轴韧窝。与1号试件相比较,可以认为涂铝处理的3号和4号断裂试件韧性和屈服强度增大,力学性能有所提升。

图7 3号试件断口表面疲劳源区

图8 3号试件断口表面瞬断区
观察进行圆角滚压、喷丸和涂铝工艺处理的第3组5号和6号断裂试件的断口。试件圆角附近的表面缺陷出现疲劳源区,有1—2处。疲劳扩展区可见许多小断块及撕裂棱。试件断口表面的瞬断区形貌如图9所示。瞬断区大部分等轴韧窝尺寸较小,排列紧密,形状均匀,而在断口表面中心位置韧窝尺寸形状则呈现较大、较深的特征。对比第1组和第2组试件,可以看出第3组试件具有显著的韧性断裂特征,韧性得到明显的提升,可见喷丸处理工艺可以对根部圆角强化处施加的残余应力,能够有效地提升螺栓圆角滚压处的力学性能。

图9 5号试件断口表面瞬断区
对于进行圆角滚压、抛光和涂铝处理的第4组断裂试件,断口表面形貌与前述第3组断裂试件相似。3件螺栓试件均只发现了一处疲劳源,瞬断区可见许多尺寸较大较深的等轴韧窝,说明该加工工艺下试件的力学性能也有一定的改善。
3.3 涂铝试件的裂纹源分析
使用白光干涉仪观察未进行疲劳试验或经过试验后未断的试件表面形貌。对未做疲劳试验的第1组2号试件,取多个不同角度观察圆角附近的表面形貌;进行疲劳试验的第3组7号试件则在螺栓圆周方向上取6个不同角度进行观察分析。2号试件其中一处典型的圆角表面形貌如图10所示,7号试件其中一处典型的圆角表面形貌如图11所示。未进行疲劳试验的试件圆角表面较光滑,而进行疲劳试验后未断裂的试件圆角表面较为粗糙,存在直径最大可达50μm的微小凸起形貌,初步判断为试件的涂层为抵抗疲劳载荷而发生了变形造成的。

图10 2号试件的圆角表面形貌

图11 7号试件的圆角表面形貌
图12所示为涂铝断裂试件断口边缘材料分层并发生剥离的形貌,根据扫描电子显微镜能谱的元素分析功能可以确定该分层材料主要为铝。在双材料界面的裂纹扩展中,裂纹一般是从相互粘结的两种材料的其中一侧开始发展;随着裂纹的延伸,两种材料的结合面会发生脱黏,裂纹也随即在另一侧的材料中继续发展[9]。这说明试验中铝涂层的剥离是试件疲劳裂纹产生与发展的重要特征。螺栓根部圆角滚压加工强化时涂层与基体紧密粘结,因此涂层在界面发生剥离后,将发生一定程度的变形,从而引起其表面形貌的变化。针对未断裂的7号涂铝强化试件,也发现了基体外表面附近的应力集中点作为裂纹源发展出疲劳裂纹的情况,进而使得铝涂层产生界面剥离,并使其表面形貌发生变化。

图12 涂铝断裂试件涂层与基体的剥离形貌
4 结语
1)断裂的钛合金高精度沉头螺栓符合同类钛合金材料疲劳断裂规律,基本呈现韧性断裂特征。
2)对只进行螺栓圆角滚压强化处理的断裂螺栓试件断口的宏观观察分析,可见明显的凹坑或凸起,并从微观形貌中可以看出其疲劳源数量较多,断裂过程剧烈,初步呈现脆性断裂的特征。
3)进行螺栓圆角滚压和涂铝处理的断裂螺栓试件断口疲劳源数量明显减少,等轴韧窝的数量增加。结合螺栓根部圆角强化的喷丸或抛光处理工艺,试件的断口在等轴韧窝的数量、分布和尺寸上则体现出更大的优势,进一步表现出显著的韧性断裂特征。
4)对于涂铝加工处理的螺栓根部圆角强化试件,铝涂层的界面剥离是试件疲劳裂纹产生与发展的重要特征。
