一种卡钳矩形密封圈的自动装配装置设计
2023-12-29郝培达
郝培达
(青岛新松机器人自动化有限公司,山东 青岛 266000)
0 引言
近年来,我国汽车行业在技术和市场方面发展迅速,我国正逐渐成为世界汽车制造中心,这促使汽车零部件生产商不断改进新技术,提高生产效率。鉴于自动化装配在生产效率、质量和稳定性等方面所体现的优势,越来越多的企业用自动化装备替换人工进行装配生产。
目前,由于矩形密封圈安装位置、尺寸的特殊性[1-2],使得国内的卡钳矩形密封圈的装配大多为手工站,操作工拿取矩形密封圈装配到卡钳凹槽中,或者操作工拿取矩形密封圈,放置到安装工装上,再由安装机构完成装配。矩形密封圈安装工艺中要求其安装前浸油处理,人工装配需要接触沾满油的矩形圈,工作环境较恶劣,长时间接触则有损健康。同时由于密封圈槽在卡钳内部,需要人工将矩形密封圈变形后安装到凹槽内,容易造成矩形密封圈扭曲现象,影响其性能。在此背景下,对矩形密封圈自动上料、自动装配的研究,显得十分必要。
本文对矩形密封圈的自动化装配进行了研究,设计了一套矩形密封圈自动上料、自动装配的装置,提高了生产效率,节省了人力,提高了装配合格率。
1 矩形密封圈的安装原理
由于矩形密封圈位于卡钳缸孔的沟槽内,其外圆的直径大于卡钳缸孔内径,从下部不能直接放入。人工安装时,将矩形密封圈压缩成椭圆形,先将一边放到卡钳凹槽内,然后将剩余部分变形推入到凹槽内,再进行一圈的整理工作。自动安装需要矩形密封圈先发生形变,让其能够以水平状态伸入到缸孔内。可通过工装使矩形圈发生图1所示的形变,使得其外部边缘尺寸小于缸孔内径,这样,矩形圈就可以进入到卡钳缸孔内进行安装[3]。
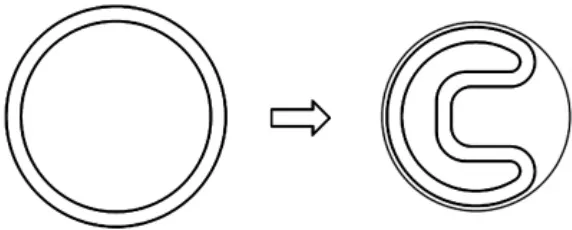
图1 矩形密封圈的安装原理图
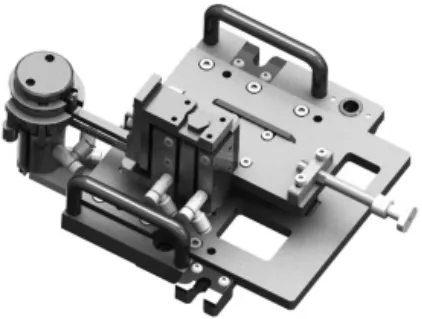
图2 矩形密封圈安装工装
2 矩形密封圈安装机构的设计
2.1 安装工艺过程
卡钳矩形密封圈安装需要首先将矩形密封圈变形,使其可进入到卡钳缸孔内。矩形密封圈的变形方式有多种,常用的有2种:一种是从4个方向同时挤压矩形密封圈,使矩形密封圈外沿小于缸孔内径;另一种是从一边挤压矩形密封圈使其形成图1所示的形变。针对大缸径尺寸的矩形密封圈,由于其压缩后自身弹力并不能保证其可以完全弹进卡钳凹槽内,还需要增加工装机构,辅助撑开矩形密封圈,将其推进卡钳凹槽内。由于卡钳本身结构导致安装空间较小,单侧挤压矩形密封圈,使其变形进入缸孔的方式更加适用。
矩形密封圈自动安装的基本工艺过程如下:1)矩形密封圈挤压变形。夹爪撑开机构闭合,伺服电动机带动工装推动外侧钩爪,外侧钩爪推动密封圈收缩为图1所示的形状。2)挤压后密封圈移动到卡钳缸孔内,与卡钳凹槽平齐。前进气缸带动密封圈安装机构前移,到达卡钳下方,举升机构上升,将带密封圈安装机构举升到与卡钳凹槽平齐。3)将矩形圈推到凹槽内。伺服电动机带动工装向原点方向回移一定距离,使矩形密封圈变为松弛状态,外侧钩爪下移,此时矩形密封圈外侧无任何阻挡。三爪气缸撑开,间隔120°的3个夹爪工装将矩形密封圈推到凹槽内。伺服电动机带动工装继续向原点方向回移,直至将压缩方向的矩形密封圈也推到凹槽内。
经过上述操作后,矩形密封圈安装到卡钳凹槽内。
2.2 矩形密封圈安装机构结构设计
图3为设计的矩形密封圈安装机构。其中,横移机构位于支撑板上,在横移气缸带动下,可将其上面的机构横向移动;举升气缸固定在横移机构底板上,举升气缸可将横移机构上的部件举升;伺服电动机带动滚珠丝杠旋转,可控制安装工装上的钩爪前后移动,且可精确控制移动距离。
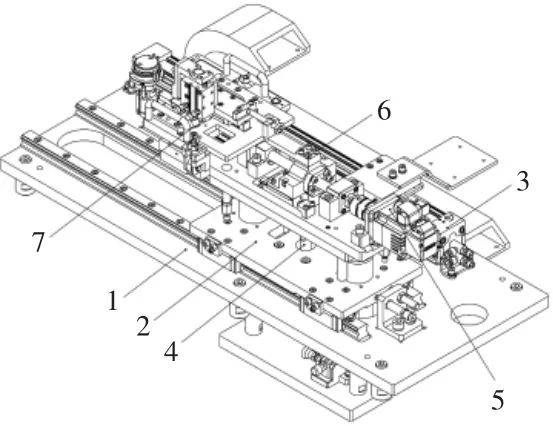
图3 矩形密封圈安装机构
图4 为设计的安装工装。其中导轨滑块固定在底板上,气缸固定座安装在滑块上,固定座后端与滚珠丝杠组件相连,伺服电动机可带动滑块移动;顶升气缸固定在气缸固定座上;钩爪-Ⅰ通过连接件固定在顶升气缸伸出端,可随气缸伸出杆上下移动;钩爪-Ⅱ固定在顶升气缸底座;三爪气缸固定座固定在底板上;三爪气缸固定在固定座上;三爪气缸夹爪上连接有夹爪工装,其形状外表面为圆形,用于将矩形圈撑到卡钳凹槽内;弹性支撑座套在三爪气缸上的工装上,用于承接放置的矩形密封圈,因变形后矩形圈是需要放到卡钳缸孔内的,所以此支撑座是弹性的,可上下移动;上盖固定在三爪气缸上的工装上,其与工装之间有凹槽,矩形密封圈可在凹槽内移动、形变。
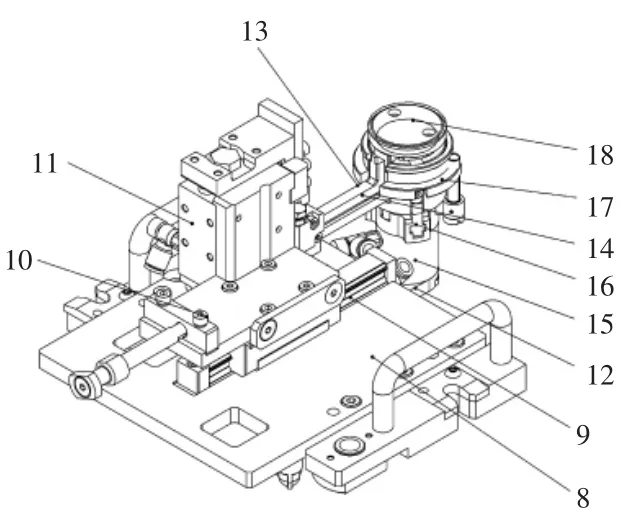
图4 矩形密封圈安装工装结构图
矩形密封圈安装时,首先矩形密封圈放到安装工装上的弹性支撑座上,套在上盖周边,其一边位于钩爪-Ⅰ和钩爪-Ⅱ之间,伺服电动机转动,带动滚珠丝杠、导轨滑块,进而带动钩爪-Ⅰ和钩爪-Ⅱ,将矩形密封圈压缩变形为图1所示的形式,位于上盖下方。横移气缸将此套工装前移到卡钳缸孔下方,举升气缸举升,将矩形密封圈举到与卡钳缸孔凹槽平齐。钩爪-Ⅰ后移,三爪气缸撑开,钩爪-Ⅰ在顶升气缸带动下下降,此时钩爪-Ⅱ还位于矩形密封圈内侧,然后钩爪-Ⅱ继续后移,将矩形密封圈勾到卡钳缸孔凹槽内。
3 矩形密封圈上料机构的设计
3.1 上料工艺过程
自动上料就是把物料定时、定向、定量地运送到指定位置。自动上料机构一般分为料斗式和料仓式,料斗式适用于外形简单、易于自动定向排列的物料;料仓式适用于外形复杂、难于定向或有特殊要求(如浸泡油脂)的物料[4-5]。
针对本次设计产品的物料——矩形密封圈来说,其质地柔软,且安装前需要浸泡油脂,使得其无法使用料斗进行自动上料。所以采用料仓式自动上料方式,根据矩形密封圈的形状,采用料柱放置矩形密封圈。料柱的长度不能太长,否则会影响人工上下料,这就导致了单个料柱不能放置较多数量的矩形密封圈。为了减少人工上料频次,采用多个料柱进行物料存储,料柱放置于转盘上,由转盘带动更换料柱。
矩形密封圈自动上料的基本工艺如下:
1)取料。包括以下步骤:a.横移抓取夹爪横移到料柱上方,夹爪闭合,夹爪提升气缸将夹爪伸出,此时夹爪与料柱的距离为0.5 mm;b.伺服滑台带动推料板推动料柱上的矩形密封圈上移,最上层矩形密封圈接触到夹爪上的推板,光纤传感器检测到矩形密封圈,伺服滑台停止上移;c.抓取夹爪张开,将矩形密封圈撑紧,伺服滑台下移2 mm,取料完成。
2)切料转运。包括以下步骤:a.切料气缸伸出,其推板轻压到夹爪撑开的矩形密封圈上;b.横移机构带动夹取矩形密封圈的夹爪横移,切料气缸同步横移,防止表面油脂黏附将下层矩形密封圈提起,此时矩形密封圈横移到密封圈安装工装上方。
3)上料。包括以下步骤:a.夹爪提升气缸下移,此时夹爪夹取的矩形密封圈下表面距离矩形密封圈安装工装上盖0.5 mm;b.夹爪气缸闭合,推料板将矩形密封圈推到安装头的凹槽内;c.伺服电动机带动滚珠丝杠旋转,滚珠丝杠上的勾爪将矩形密封圈挤压变形,夹爪提升气缸上移,完成矩形密封圈上料。
3.2 上料机构结构设计
图5为自动上料机构。其中凸轮分割器固定在底板上,转盘固定在凸轮分割器转轴上,每旋转45°停一下,共8工位。8个料柱均布在旋转盘上,提料盘套在料柱上,矩形密封圈套在料柱上,提料盘可将矩形密封圈向上提起。提升板固定在滑台上,由伺服电动机控制滑台的上升、下降,提升板位于提料盘的下方,伺服电动机带动提升板上升,进而带动提料盘和矩形密封圈上升。
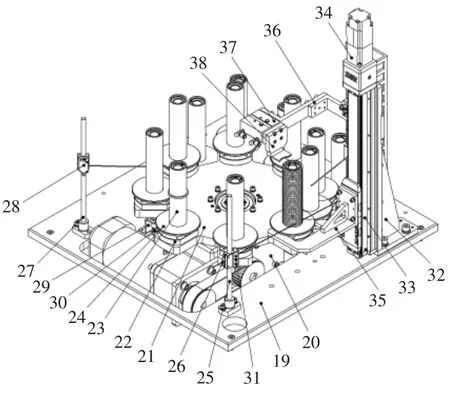
图5 自动上料机构
图6为横移抓取机构。导轨和横移气缸安装于焊接支架上,可带动抓取机构在取料位置和物料放置位置之间进行切换。滑台气缸安装于横移连接板上,可将下部夹爪机构提起、落下。夹爪气缸安装于夹爪气缸连接L板上,用于撑开抓取矩形密封圈。推板气缸同样安装于夹爪气缸连接L板上,气缸前部安装推板,待矩形密封圈横移到位后,夹爪闭合,推板将矩形密封圈推到安装机构上。激光对射传感器安装于推板上,用于检测上料机构伺服滑台提升的矩形密封圈是否到位,给伺服电动机停止信号。
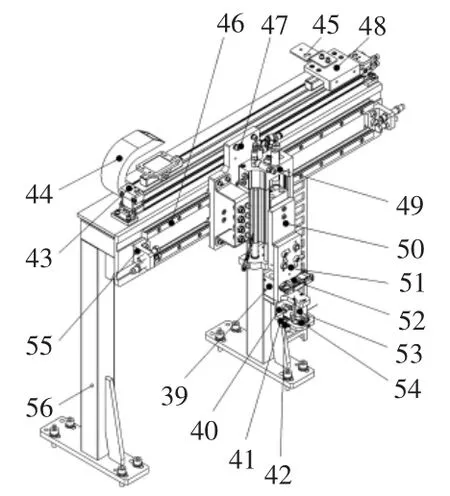
图6 横移抓取机构

图7 矩形密封圈自动上料、装配装置实物图
4 结论
针对在汽车卡钳的装配过程中存在的卡钳矩形密封圈人工装配效率低、次品率高的问题,文中设计了矩形密封圈自动上料、装配装置,效率高、装配稳定性好,提高了产品质量,节省了人力。经过实际检验,该自动上料、装配装置能够实现全自动稳定生产,且该设计方式为其他类型密封圈的自动装配提供了设计思路。
